













Cómo operar una 3 Freno de prensa CNC del eje: Guía paso a paso
3 El eje El freno de presión CNC es una de las formas más rápidas para principiantes de mejorar la consistencia en flexión, reducir chatarra, y ganar confianza en trabajos reales de producción. En JS RAGOS, fabricamos frenos de presión CNC para talleres que buscan resultados estables sin convertir cada pieza nueva en un ejercicio de prueba y error.
Entiende lo que es 3 Eje Controles CNC de freno de presión
Un 3 El freno de presión CNC de eje está diseñado para hacer que la flexión sea más repetible controlando tres movimientos del núcleo que deciden la mayoría de las partes diarias.
En una configuración típica de 3 ejes, Puedes esperar un movimiento controlado del RAM y un sistema de retroactivismo que posiciona la hoja con una precisión repetible. Esto importa porque la mayoría de los problemas de flexión no son "problemas misteriosos". Provienen de una posición inestable, Selección incorrecta de herramientas, o pasos de configuración inconsistentes.
Un freno de presión CNC dobla el metal mediante un sistema hidráulico, guiados por un controlador CNC. Puede trabajar con materiales comunes como el acero, aluminio, latón, y cobre. El objetivo es sencillo: La máquina sigue instrucciones programadas, por lo que tu profundidad de flexión, Longitud de la brida, y el ángulo se vuelven predecibles entre lotes.
Conoce los componentes principales antes de tocar los controles
Antes de programar o ejecutar una pieza, aprende la máquina como un sistema. Un 3 El freno de presión CNC del eje es más fácil de manejar cuando entiendes de qué es responsable cada componente.
- Sistema hidráulico: Bomba, Cilindros, Válvulas, y las mangueras generan fuerza de flexión. Una presión hidráulica estable favorece resultados de ángulo estable.
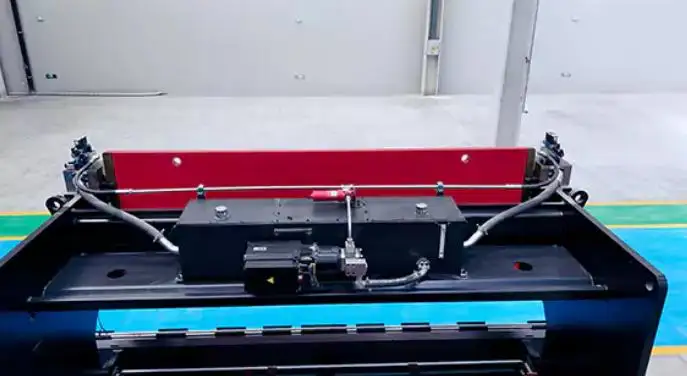
- Controlador CNC: El "cerebro" que recibe tus estímulos y controla el movimiento. También monitoriza las condiciones clave de funcionamiento.

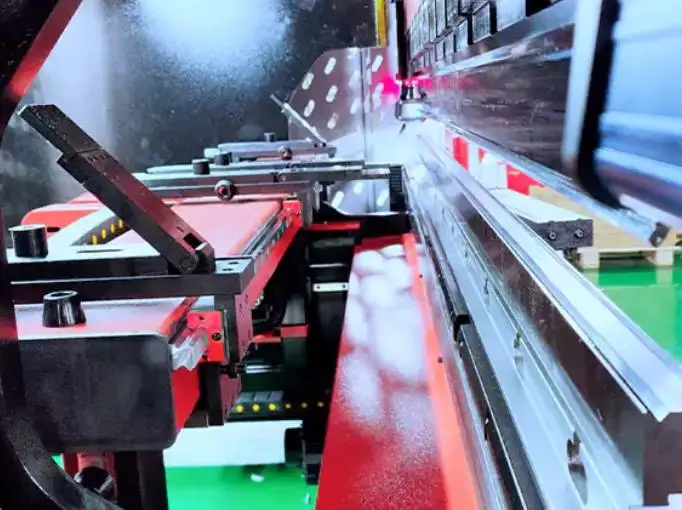
- Ancho de salida: Sostiene y posiciona la hoja en cada paso. Un ajuste correcto del calibre posterior protege la precisión de la longitud de la brida.
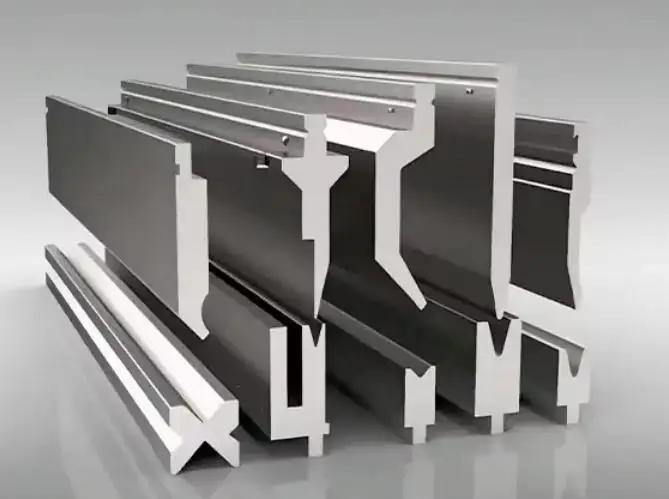
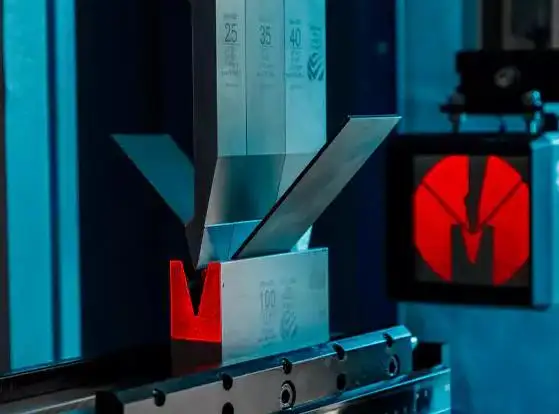
- Utillaje (Punch & El): La forma y la apertura determinan la calidad de la curvatura, Necesidades de tonelaje, y riesgo de marcado.
- Dispositivos de seguridad: Guardias, Cortinas de luz, Conmutadores de interbloqueo, y las paradas de emergencia reducen el riesgo de accidente durante la operación.
En JS RAGOS, Nuestra recomendación práctica para principiantes es tratar el backgauge y las herramientas como "herramientas de precisión," no accesorios. La mayoría de los problemas de calidad empiezan ahí.
Configura la máquina correctamente antes de programar
Las buenas curvas empiezan antes de que llegue el primer test. El proceso de configuración consiste en que los principiantes o bien construyen repetibilidad o crean problemas ocultos que aparecen después.
Empieza por lo básico de la producción: Espacio, estabilidad, y potencia.
- Elige la ubicación adecuada: Deja suficiente espacio para cargar y descargar. Asegurar una ventilación adecuada y un movimiento seguro del operador.
- Instalar correctamente: La máquina debería estar nivelada, anclada, y atornillado firmemente al suelo para reducir vibraciones y movimientos no intencionados.
- Conectar alimentación dedicada: Utiliza dispositivos adecuados de puesta a tierra y protección para apoyar un funcionamiento estable.
Luego pasa a lo esencial del control: Selección y alineación de herramientas.
El uso de herramientas debe coincidir con el grosor del material, Ángulo de flexión, y diseño de piezas. Instala el punzón y muérela con cuidado, Alinearlos con precisión, y verificar el ajuste y la altura libre. Unas herramientas mal instaladas pueden causar curvas inexactas, Marcas superficiales, e incluso daños en las herramientas.
Finalmente, preparar la rutina del operador. La formación importa porque el CNC no sustituye el juicio. Hace que el juicio sea repetible.

Programa y ejecuta un ciclo de flexión paso a paso
Una vez que la configuración esté correcta, La programación y la operación se convierten en una secuencia limpia. Un 3 El freno de presión CNC de eje es más productivo cuando mantienes el flujo de trabajo consistente.
Escalón 1: Crear o cargar un programa
En el controlador CNC, Tipo de material del set, Grosor de la lámina, Dobla escaleras, y ángulos programados. Empieza con un archivo de trabajo básico para reducir variables durante la configuración.
Escalón 2: Posiciones del retrogálido
El retrogálido controla la longitud de cada brida. Elige una arista de referencia, Asegúrate de que la hoja quede igual cada vez, y repite ese método para cada parte.
Escalón 3: Confirma las herramientas y la liberación
Verificar el emparejamiento de punción y matriz, Comprueba la alineación, y asegurarse de que no haya interferencias con la geometría de la pieza durante el doblado.
Escalón 4: Haz una prueba con material de desecho
Siempre haz el primer ciclo con chatarra. Esto protege las sábanas valiosas y te permite afinar la profundidad y el ángulo sin presión.
Escalón 5: Producción de ejecuciones con un ritmo repetible
Cuando la primera parte es correcta, Enfoque en la consistencia. Utiliza la misma técnica de carga de hojas, la misma presión de asiento contra el manómetro trasero, y los mismos puntos de inspección.
Una regla sencilla funciona bien en la mayoría de las tiendas: una vez que empiece la producción, Cambiar solo una variable a la vez. Esto evita que un problema se "arregle" introduciendo otros nuevos.
Normas de seguridad y hábitos para principiantes que previenen accidentes
Un 3 Eje El freno de presión CNC es potente. El funcionamiento seguro no es opcional, Y la seguridad no te ralentiza a largo plazo: previene los tiempos de inactividad y las lesiones.
- Mantén las manos alejadas de la zona de flexión en todo momento.
- Confirma que las cortinas de luz y los guardias están activos antes de cada turno.
- Utiliza los interbloqueos según lo diseñado; nunca los pases por alto.
- Conoce las ubicaciones de emergencia y el acceso de prueba.
- Utiliza el equipo de protección personal adecuado y mantén la zona de trabajo limpia y bien iluminada.
Si estás formando a nuevos operadores, Estandarizar el proceso. Una lista de comprobación escrita para startups es una de las formas más sencillas de aumentar la seguridad y la coherencia al mismo tiempo.
Mantenimiento diario y resolución de problemas para una precisión estable
La mayoría de los problemas de flexión son predecibles, y muchas se pueden evitar con simples comprobaciones diarias. El propósito del mantenimiento no es el "cuidado de la máquina". Es control de calidad.
Aquí tienes hábitos prácticos que ayudan a los principiantes a mantener un 3 Eje Eje Prensa-freno de prensa estable:
- Comprobar el desgaste de las herramientas y la limpieza. Las rebabas pequeñas pueden causar deriva angular y marcas en la superficie.
- Inspecciona las mangueras y accesorios hidráulicos para evitar pérdidas de presión por fugas.
- Validar la repetibilidad del retrocalibre para proteger la consistencia de la longitud de la brida.
- Mantén las superficies de referencia limpias para evitar errores de posicionamiento.
Si ves ángulos inconsistentes, Primero, revisa lo básico: Juego de herramientas, Asientos con ancho de fondo, y resultados de piezas de prueba. Si las longitudes de la brida varían, La referencia de derivación de la vía de retrogá y el método de carga del operador suelen ser los primeros lugares a investigar.
CTA (Llamada a la acción)
Si quieres un 3 Freno de presión CNC de eje diseñado para un funcionamiento amigable para principiantes y flujos de trabajo de producción estables, contacta con JS RAGOS para una recomendación basada en tu gama de materiales, Tipos de piezas, y objetivos de producción diaria. Podemos ayudarte a elegir herramientas prácticas, Definir una rutina de configuración más segura, y acortar la curva de aprendizaje para que tu primera semana de control de control produzca algo real, Piezas útiles, no montones de restos de prueba.

