













Comment faire fonctionner un 3 Frein à pression CNC axe: Guide étape par étape
3 Le fonctionnement du frein à pression axial CNC est l’un des moyens les plus rapides pour les débutants d’améliorer la régularité des flexions, Réduire la ferraille, et renforce la confiance sur de vrais emplois en production. À JS RAGOS, nous fabriquons des freins à pression CNC pour des ateliers qui veulent des résultats stables sans transformer chaque nouvelle pièce en un exercice d’essais et d’erreurs.
Comprendre ce qu’un 3 Commandes de frein à pression CNC Axe
UN 3 Le frein à pression CNC à axe est conçu pour rendre la flexion plus répétable en contrôlant trois mouvements du noyau qui déterminent la plupart des pièces quotidiennes.
Dans une configuration typique à 3 axes, Vous pouvez vous attendre à un mouvement contrôlé du bélier et à un système de rétrojauge qui positionne la feuille avec une précision répétable. Cela est important car la plupart des problèmes de flexion ne sont pas des « problèmes mystères ». Ils viennent d’un positionnement instable, Mauvais choix d’outils, ou des étapes de mise en place incohérentes.
Un frein à pression CNC plie le métal à l’aide d’un système hydraulique, guidé par un contrôleur CNC. Il peut fonctionner avec des matériaux courants comme l’acier, aluminium, cuivres, et cuivre. L’objectif est simple: La machine suit des instructions programmées pour que votre profondeur de flexion soit, Longueur de la bride, et l’angle deviennent prévisibles entre les lots.
Connaissez les composants principaux avant de toucher aux commandes
Avant de programmer ou de lancer une pièce, Apprends la machine comme un système. UN 3 Le frein à pression CNC axis est plus facile à utiliser quand on comprend la responsabilité de chaque composant.
- Système hydraulique: Pompe, Cylindres, vannes, et les tuyaux créent une force de flexion. Une pression hydraulique stable permet des résultats à angle stable.
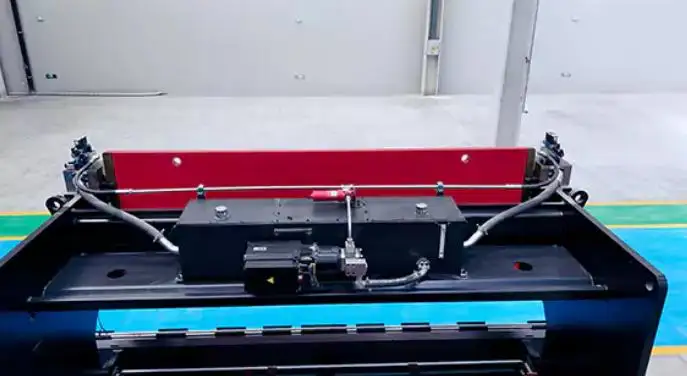
- Contrôleur CNC: Le « cerveau » qui reçoit vos entrées et contrôle le mouvement. Il surveille également les conditions clés de fonctionnement.

- Butée arrière: Maintient et positionne la feuille à chaque étape. Des réglages corrects de la jauge arrière protègent la précision de la longueur de la bride.
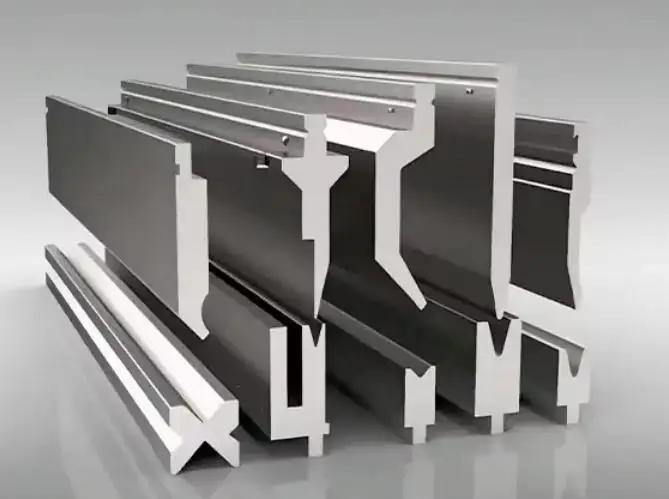
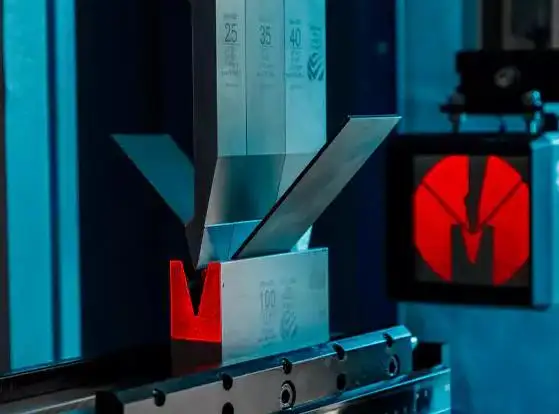
- Outillage (Punch & Le): La forme et l’ouverture déterminent la qualité de la flexion, besoins en tonnage, et risque de marquage.
- Dispositifs de sécurité: Gardes, Rideaux lumineux, Interrupteurs d’interverrouillage, et les arrêts d’urgence réduisent le risque d’accident pendant l’exploitation.
À JS RAGOS, Notre recommandation pratique pour les débutants est de considérer le cartolier et les outillages comme des « outils de précision »,« pas des accessoires. La plupart des problèmes de qualité commencent là.
Configurez la machine correctement avant de programmer
Les bons courbes commencent avant le premier test. Le processus de mise en place consiste à ce que les débutants développent soit la répétabilité, soit créent des problèmes cachés qui apparaissent plus tard.
Commencez par les bases de la production: Espace, stabilité, et puissance.
- Choisissez le bon emplacement: Laissez assez de place pour le chargement et le déchargement. Assurez-vous d’une bonne ventilation et d’un mouvement sûr de l’opérateur.
- Installer correctement: La machine doit être de niveau, ancré, et solidement boulonnés au sol pour réduire les vibrations et les mouvements involontaires.
- Connecter une alimentation dédiée: Utilisez des dispositifs de mise à la terre et de protection appropriés pour assurer un fonctionnement stable.
Ensuite, passez aux essentiels de la maîtrise: Sélection et alignement des outillages.
L’outillage doit correspondre à l’épaisseur du matériau, Angle de flexion, et conception des pièces. Installez la poinçon et la matrice soigneusement, Alignez-les avec précision, et vérifier l’ajustement et la garde au sol. Un outillage mal installé peut provoquer des courbes imprécises, Marques de surface, et même des dommages aux outillages.
Finalement, Préparez la routine de l’opérateur. La formation est importante car la CNC ne remplace pas le jugement. Cela rend le jugement répétable.

Programmez et exécutez un cycle de courbure étape par étape
Une fois la configuration correcte, La programmation et le fonctionnement deviennent une séquence propre. UN 3 Le frein à pression axial CNC est le plus productif lorsque vous maintenez un flux de travail cohérent.
Pas 1: Créer ou charger un programme
Au niveau du contrôleur CNC, Type de matériau de l’ensemble, Épaisseur de la feuille, Marches de plie, et angles programmés. Commencez par un fichier de travail basique pour réduire les variables lors de la configuration.
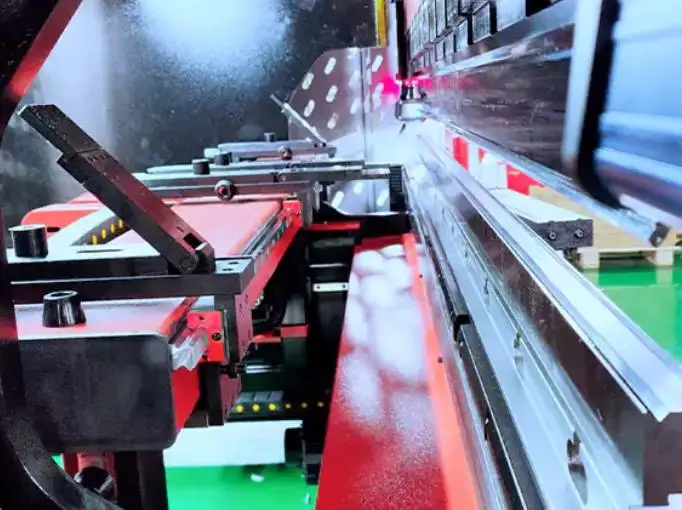
Pas 2: Positions de la cartoirisation en retrait
Le cartolier de fond contrôle la longueur de chaque bride. Choisissez une arête de référence, Assurez-vous que la feuille reste toujours de la même façon, et répéter cette méthode pour chaque partie.
Pas 3: Confirmez les outillages et la mise à jour
Vérifier l’appariement punch and die, Vérifier l’alignement, et s’assurer qu’il n’y a aucune interférence avec la géométrie de la pièce lors de la courbure.
Pas 4: Faites un essai avec des matériaux de récupération
Faites toujours le premier cycle sur la ferraille. Cela protège des feuilles précieuses et vous permet d’ajuster la profondeur et l’angle sans pression.
Pas 5: Produire une production avec un rythme répétable
Quand la première partie est correcte, Accent sur la régularité. Utilisez la même technique de chargement des feuilles, la même pression d’assise contre le manomètre arrière, et les mêmes points d’inspection.
Une règle simple fonctionne bien dans la plupart des boutiques: une fois la production lancée, ne modifiez qu’une seule variable à la fois. Cela empêche de « résoudre » un problème en en introduisant de nouveaux problèmes.
Règles de sécurité et habitudes de débutant pour prévenir les accidents
UN 3 Axe du frein à pression CNC est puissant. Un fonctionnement sûr n’est pas optionnel, Et la sécurité ne vous ralentit pas sur le long terme — elle prévient les arrêts et les blessures.
- Gardez les mains éloignées de la zone de flexion en permanence.
- Confirmez que les rideaux lumineux et les gardes sont actifs avant chaque service.
- Utilisez les verrous tels que prévus; ne jamais les contourner.
- Connaître les emplacements d’arrêt d’urgence et l’accès aux tests.
- Utilisez un équipement de protection adéquat et gardez la zone de travail propre et bien éclairée.
Si vous formez de nouveaux opérateurs, Standardiser le processus. Une checklist écrite pour les startups est l’un des moyens les plus simples d’améliorer la sécurité et la cohérence en même temps.
Entretien quotidien et dépannage pour une précision stable
La plupart des problèmes de maîtrise sont prévisibles, et beaucoup sont évitables avec des contrôles quotidiens simples. Le but de l’entretien n’est pas « l’entretien des machines ». C’est un contrôle qualité.
Voici des habitudes pratiques qui aident les débutants à garder un 3 Axe Stable : frein à pression CNC:
- Vérifiez l’usure et la propreté des outillages. Les petites meules peuvent provoquer des dérives d’angle et des marques de surface.
- Inspectez les tuyaux hydrauliques et les raccords pour éviter la perte de pression due aux fuites.
- Validez la répétabilité du backgauge pour protéger la cohérence de la longueur de la bride.
- Gardez les surfaces de référence propres pour éviter les erreurs de positionnement.
Si vous voyez des angles incohérents, D’abord, revoir les bases: tooling match, Sièges à écartement arrière, et résultats des pièces d’essai. Si les longueurs de bride varient, La référence de rétro-écartement et la méthode de chargement de l’opérateur sont généralement les premiers points à étudier.
CTA (Appel à l’action)
Si tu veux un 3 Frein à pression CNC axis conçu pour un fonctionnement adapté aux débutants et des flux de travail de production stables, contactez JS RAGOS pour une recommandation basée sur votre gamme de matières, Types de pièces, et objectifs de production quotidienne. Nous pouvons vous aider à choisir des outils pratiques, Définir une routine de mise en place plus sûre, et raccourcir la courbe d’apprentissage pour que ta première semaine de maîtrise devienne réelle, Des pièces utilisables — pas des tas de déchets d’essai.

