













Come Gestire A 3 Asse Freno a Pressa CNC: Una guida passo dopo passo
3 Il funzionamento del freno a pressione CNC sull'asse è uno dei modi più rapidi per i principianti di migliorare la consistenza della flessione, Ridurre i rottami, e costruire fiducia nei veri lavori di produzione. Presso JS RAGOS, produciamo freni a pressione CNC per officine che vogliono risultati stabili senza trasformare ogni nuovo pezzo in un esercizio di tentativi ed errori.
Capire cosa è un 3 Asse Controllo del freno a pressione CNC
Un 3 Il freno a pressione CNC ad asse è progettato per rendere la piegatura più ripetibile controllando tre movimenti del nucleo che decidono la maggior parte delle parti quotidiane.
In una configurazione tipica a 3 assi, Puoi aspettarti un movimento controllato del RAM e un sistema di retrospesa che posiziona la scheda con precisione ripetibile. Questo è importante perché la maggior parte dei problemi di piegatura non sono "problemi misteriosi". Derivano da posizioni instabili, Scelta sbagliata degli utensili, o fasi di configurazione incoerenti.
Un freno a pressione CNC piega il metallo tramite un sistema idraulico, guidata da un controller CNC. Può lavorare con materiali comuni come l'acciaio, alluminio, ottone, e rame. L'obiettivo è semplice: La macchina segue istruzioni programmate per la tua profondità di flessione, Lunghezza della flangia, e l'angolo diventano prevedibili tra i lotti.
Conosci i componenti principali prima di toccare i comandi
Prima di programmare o eseguire una parte, Impara la macchina come un sistema. Un 3 Il freno a pressione CNC asse è più facile da usare quando si capisce di cosa è responsabile ogni componente.
- Impianto idraulico: Pompa, Cilindri, Valvole, e i tubi creano forza di flessione. Una pressione idraulica stabile supporta risultati ad angolo stabile.
- Controllore CNC: Il "cervello" che riceve i tuoi input e controlla il movimento. Monitora anche le condizioni chiave di funzionamento.

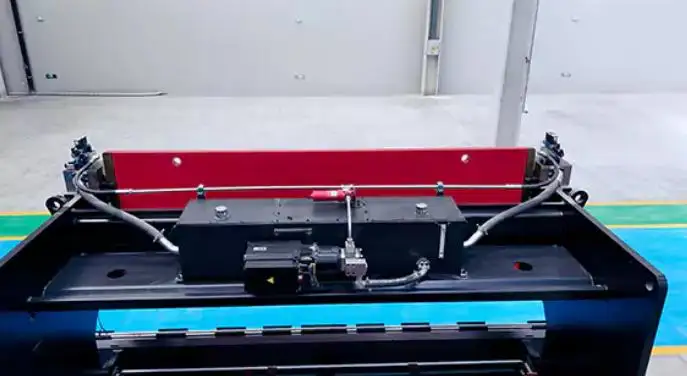
- Scartamento di arretramento: Tiene e posiziona il foglio per ogni passaggio. Impostazioni corrette di backgauge proteggono la precisione della lunghezza della flangia.
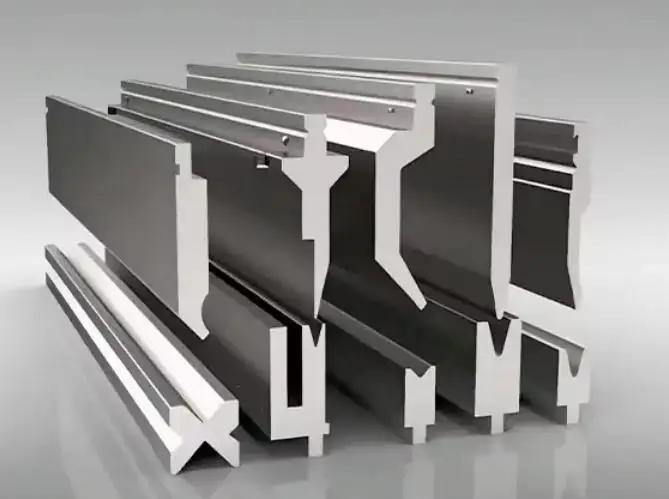
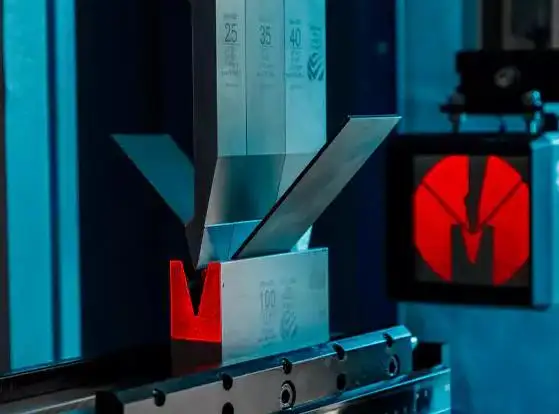
- Utensili (Punch & Le): La forma e l'apertura determinano la qualità della flessione, Necessità di tonnellaggio, e rischio di marcatura.
- Dispositivi di sicurezza: Guardie, Tende luminose, Interruttori a blocco, e le fermate di emergenza riducono il rischio di incidenti durante l'esercizio.
Presso JS RAGOS, Il nostro consiglio pratico per i principianti è di trattare il backgauge e gli utensili come "strumenti di precisione," non accessori. La maggior parte dei problemi di qualità inizia da lì.
Configura la macchina nel modo giusto prima di programmare
Le curve buone iniziano prima che arrivi il primo test. Il processo di preparazione consiste in cui i principianti o costruiscono ripetibilità o creano problemi nascosti che poi emergono.
Inizia dalle basi della produzione: Spazio, stabilità, e potenza.
- Scegli la posizione giusta: Lascia abbastanza spazio per caricare e scaricare. Garantire una corretta ventilazione e movimenti sicuri dell'operatore.
- Installa correttamente: La macchina dovrebbe essere in linea, ancorato, e fissati saldamente al pavimento per ridurre le vibrazioni e i movimenti indesiderati.
- Collega alimentazione dedicata: Utilizzare dispositivi adeguati di messa a terra e protezione per supportare un funzionamento stabile.
Poi passa agli essenziali del bending: Selezione e allineamento degli utensili.
Gli stampi devono corrispondere allo spessore del materiale, Angolo di flessione, e progettazione delle parti. Installa il punch and die con cura, allinearle con precisione, e verificare la vestibilità e l'altezza totale. Utensili mal installati possono causare pieghe imprecise, Segni superficiali, e persino danni agli utensili.
Finalmente, Preparare la routine dell'operatore. La formazione è importante perché il CNC non sostituisce il giudizio. Rende il giudizio ripetibile.

Programma ed esegui un ciclo di piegatura passo dopo passo
Una volta che la configurazione è corretta, Programmazione e funzionamento diventano una sequenza pulita. Un 3 Il freno a pressione CNC axis è più produttivo quando mantieni il flusso di lavoro costante.
Passo 1: Crea o carica un programma
Al controller CNC, Tipo di materiale del set, Spessore del foglio, piega i gradini, e angoli programmati. Inizia con un file di lavoro base per ridurre le variabili durante l'installazione.
Passo 2: Posizioni di scartamento di arretramento
Il retrocalibro controlla la lunghezza di ogni flangia. Scegli un arco di riferimento, Assicurati che il foglio sia sempre allo stesso modo, e ripeti quel metodo per ogni parte.
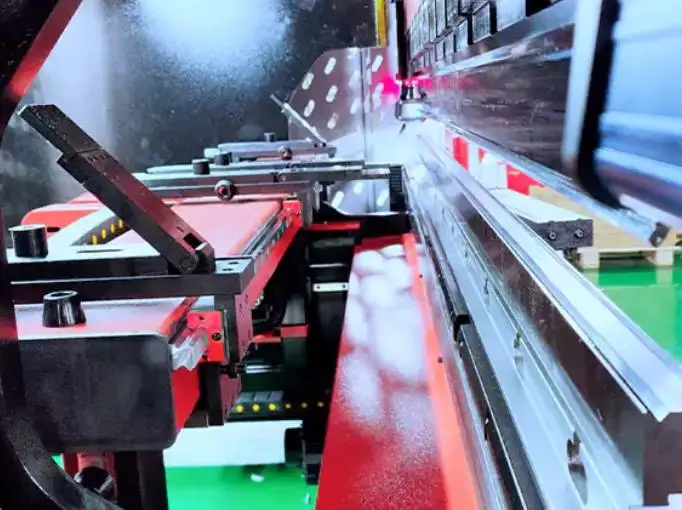
Passo 3: Conferma Stampo e Spazio
Verifica l'abbinamento punch and die, Controlla l'allineamento, e assicurarsi che non ci siano interferenze con la geometria del pezzo durante la piegatura.
Passo 4: Fai una prova con materiale di scarto
Fai sempre partire il primo ciclo con i rottami. Questo protegge lastre preziose e permette di regolare profondità e angolazione senza pressione.
Passo 5: Produzione di run con un ritmo ripetibile
Quando la prima parte è corretta, Concentrati sulla coerenza. Usa la stessa tecnica di caricamento dei fogli, la stessa pressione di seduta contro il manometro di fondo, e gli stessi punti di ispezione.
Una regola semplice funziona bene nella maggior parte dei negozi: Una volta iniziata la produzione, Cambiare solo una variabile alla volta. Questo impedisce di "risolvere" un problema introducendone di nuovi.
Regole di sicurezza e abitudini per principianti che prevengono gli incidenti
Un 3 asse Il freno a pressione CNC è potente. L'uso sicuro non è opzionale, E la sicurezza non rallenta a lungo termine—previene i tempi di inattività e gli infortuni.
- Tieni sempre le mani lontane dalla zona di flessione.
- Conferma che tende luminose e guardie siano attive prima di ogni turno.
- Usa gli interlock come progettato; Non superarli mai.
- Conosci le posizioni di fermo d'emergenza e l'accesso di prova.
- Usa i DPI adeguati e tieni l'area di lavoro pulita e ben illuminata.
Se stai formando nuovi operatori, Standardizzare il processo. Una checklist scritta per startup è uno dei modi più semplici per aumentare sicurezza e coerenza allo stesso tempo.
Manutenzione quotidiana e risoluzione dei problemi per garantire una precisione stabile
La maggior parte dei problemi di piegatura è prevedibile, e molte sono evitabili con semplici controlli giornalieri. Lo scopo della manutenzione non è la "cura delle macchine". È un controllo qualità.
Ecco abitudini pratiche che aiutano i principianti a mantenere un 3 asse Stabile freno a pressione CNC:
- Controlla l'usura degli stampi e la pulizia. Le piccole bave possono causare deriva angolare e segni superficiali.
- Ispezionare tubi idraulici e raccordi per prevenire perdite di pressione.
- Validare la ripetibilità del backgauge per proteggere la coerenza della lunghezza della flangia.
- Mantenere pulite le superfici di riferimento per evitare errori di posizionamento.
Se noti angoli incoerenti, Per prima cosa ripassa le basi: Corrispondenza degli Utensili, Posti a scartamento posteriore, e risultati dei pezzi di prova. Se le lunghezze delle flange variano, Il riferimento di backgauge e il metodo di carico dell'operatore sono solitamente i primi punti da indagare.
CTA (Chiamata all'Azione)
Se vuoi un 3 Asse CNC pressa a pressa progettato per un funzionamento adatto ai principianti e flussi di lavoro di produzione stabili, contatta JS RAGOS per una raccomandazione basata sulla tua gamma di materiali, Tipi di componenti, e obiettivi di produzione giornaliera. Possiamo aiutarti a scegliere utensili pratici, Definisci una routine di configurazione più sicura, e accorcia la curva di apprendimento così che la prima settimana di bending produca qualcosa di reale, Parti utilizzabili—non mucchi di scarti di prova.

