













Fiber Laser vs CO₂ Laser: Key Differences and How to Choose
The decision on whether to use a fiber laser or a CO 2 laser is dependent on the type of what you will cut, the thickness of the material, volume of production and the cost of operation in the long term. The two technologies are very popular in fabrication in modern times, but their varying wavelengths, efficiency, maintenance and compatibility of materials, differ greatly.
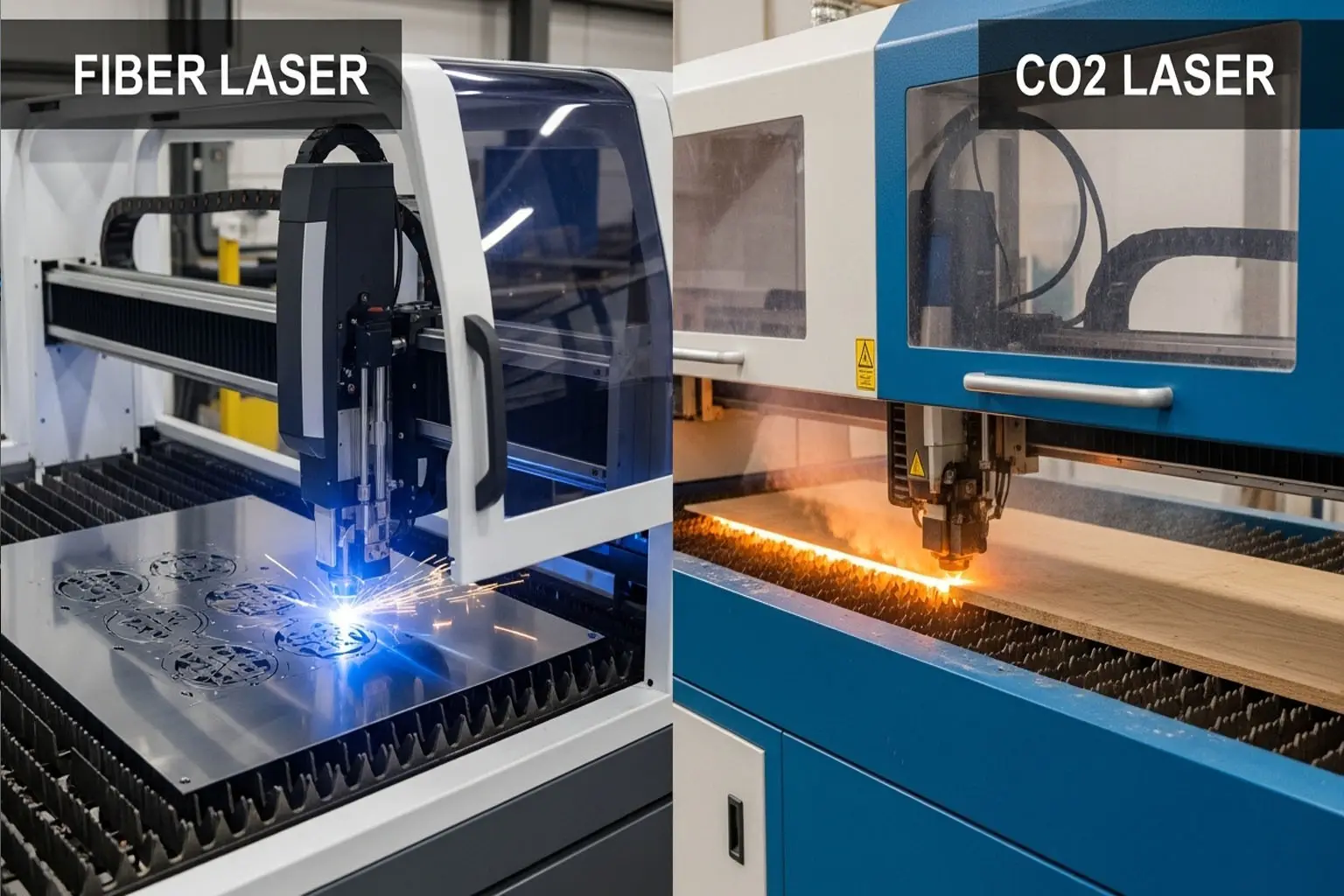
Comparison made by ACCURL shows that fiber lasers utilise solid-state technology and optical fibres to provide laser energy whereas CO 2 lasers are based on a gas filled tube and mirror delivery of the beam. These performances vary in design that has a direct impact on performance and operating economics.
1. Core Technology Differences
Fiber Laser
A fiber laser is a solid-state laser that generates light using a laser diode and amplifies it through fiber optic cables . This design creates a compact beam path with minimal alignment requirements.
Fiber lasers typically operate in the infrared range around 780–2200 nm , which improves absorption in metals—especially reflective materials like aluminum and copper .
Key traits:
-
High beam quality
-
Strong metal absorption
-
Minimal optical alignment
-
Long source lifespan (often 100,000+ hours)
CO₂ Laser
CO₂ lasers generate laser light by electrically stimulating a gas mixture inside a tube . The beam is directed to the cutting head using mirrors.
CO₂ lasers operate at a longer wavelength (around 10,600 nm) , which interacts more effectively with non-metallic materials like wood, acrylic, leather, and textiles .
Key traits:
-
Excellent for non-metals
-
Smooth edge finish on thick materials
-
Proven technology in signage and woodworking
2. Cutting Speed and Productivity
Fiber lasers consistently outperform CO₂ lasers in thin metal cutting speed. One performance comparison shows fiber lasers cutting thin steel up to five times faster than CO₂ systems .
For example:
-
Fiber laser: ~1,417 IPM on 16-gauge steel
-
CO₂ laser: ~260 IPM on 16-gauge steel
A Reddit comparison also notes that a 2 kW fiber can cut as fast as a 5–6 kW CO₂ laser in thin material scenarios .
Implication:
For high-volume metal fabrication—especially thin to medium sheet—fiber lasers offer major productivity advantages.
3. Thickness Capability
Thickness performance depends heavily on power level.
-
High-power fiber lasers (20 kW and above) can cut steel approaching 1.5 inches (≈38 mm) .
-
Industry data also shows fiber systems cutting carbon steel up to 20 mm with excellent quality at 15 kW .
However, CO₂ lasers often provide smoother finishes when cutting thicker materials or non-metals .
General trend:
-
Fiber → best for thin to medium metal
-
CO₂ → preferred for thick non-metals and aesthetic edge finish
4. Energy Efficiency and Operating Cost
Energy efficiency is one of the biggest differentiators.
Fiber lasers typically achieve 25–35% wall-plug efficiency , while CO₂ systems operate at roughly 8–15% .
In real-world terms:
-
A 6 kW fiber system may consume ~20–25 kW total system power
-
A 4 kW CO₂ system may consume 40–50 kW
Over 10,000 operating hours, this can result in energy cost differences exceeding $15,000–25,000 .
Conclusion:
Fiber lasers generally provide lower total cost of ownership for metal fabrication.
5. Maintenance Requirements
Fiber lasers have fewer moving parts and no gas tubes. Maintenance is typically limited to nozzle replacement and protective window cleaning .
CO₂ lasers require:
-
Gas refills
-
Mirror cleaning and alignment
-
Tube replacement every 2,000–10,000 hours
This leads to higher maintenance labor and downtime for CO₂ systems.
Reddit users frequently emphasize fiber’s lower maintenance and operational simplicity .
6. Cut Quality and Edge Finish
Fiber lasers excel in precision and produce clean, narrow kerf cuts in metals .
However, CO₂ lasers often produce smoother edges in thick acrylic or wood . A user example cutting 3/8" acrylic showed noticeable differences in edge polish based on lens and setup .
In practice:
-
Metal precision → Fiber
-
Aesthetic edge quality on organics → CO₂
7. Material Compatibility
Fiber lasers are optimized for:
-
Carbon steel
-
Stainless steel
-
Aluminum
-
Copper
CO₂ lasers remain the dominant solution for:
-
Wood
-
Acrylic
-
MDF
-
Leather
-
Rubber
If your business cuts mostly non-metal materials, fiber may not be suitable.
8. Initial Investment
Fiber lasers typically require a higher upfront investment . CO₂ systems often have lower initial costs but higher long-term energy and maintenance expenses .
Example 5-year cost comparison:
-
6 kW Fiber: ~$165,000 total
-
4 kW CO₂: ~$185,000 total
Despite higher initial cost, fiber often wins in long-term ROI for metal cutting.
Quick Comparison Summary
| Category | Fiber Laser | CO₂ Laser |
|---|---|---|
| Best For | Metals | Non-metals |
| Cutting Speed | Very fast (thin metals) | Slower |
| Energy Efficiency | 25–35% | 8–15% |
| Maintenance | Low | Higher |
| Initial Cost | Higher | Lower |
| Edge Finish | Precise metal cuts | Smooth on thick non-metals |
Final Recommendation
Choose fiber laser if:
-
You cut mostly metal
-
Speed and productivity matter
-
Energy efficiency is critical
-
You want lower maintenance
Choose CO₂ laser if:
-
You primarily cut wood, acrylic, textiles, or rubber
-
Edge smoothness on thick organic materials is important
-
Budget constraints favor lower initial investment
Both technologies remain relevant—but for modern metal fabrication, fiber lasers have become the dominant solution due to efficiency, speed, and long-term cost advantages

