













Yield Strength of Metal: What It Means and Why It Matters in Fabrication
When referring to metal fabrication, strength is frequently considered a general term, but strength can be understood in various ways, based on the way a material is loaded and the manner in which it will be shaped. When you are running a bending operation, setting up press brake programs, or specifying materials on parts that have to survive actual service loads, yield strength is one of the most convenient values of material that you can learn. It informs you of the amount of stress which a certain metal will be able to accept before it starts to deform, permanently--and when you reach that point the part will no longer bounce back to its original form.
At the JSRAGOS intelligent equipment, we are dealing with fabricators in the global market that require consistent bending performance on mild steel and stainless to the stronger alloy materials. This tutorial describes the yield strength in simple terms, depicts the relationship of yield strength with tensile strength, and underscores the influence of the former on the process of bending, rolling, and success in general forming.
Strength vs Hardness: Don’t Confuse the Two
A common misunderstanding is assuming “hard” means “strong.” Hardness describes a material’s resistance to surface indentation or wear, while strength describes how the material behaves under load—especially tension and bending. A metal can be very hard yet prone to cracking if it lacks ductility, which matters when you form it on a press brake.
What Is Yield Strength?
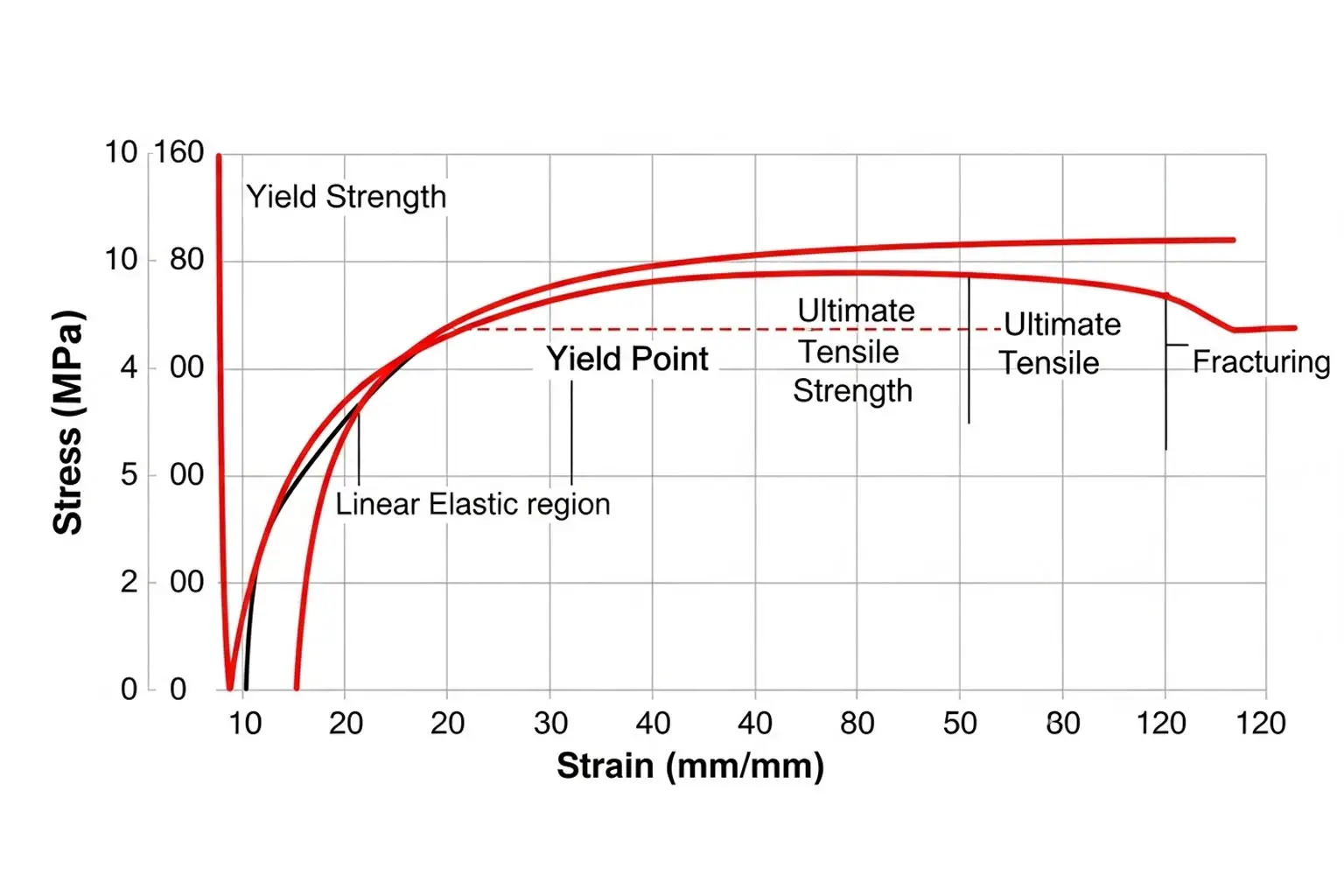
Yield strength is the stress level at which a metal transitions from elastic behavior to plastic behavior. Below yield, the metal behaves like a spring: remove the force, and it returns (mostly) to its original shape. Above yield, the metal “gives” and a permanent change remains after the force is removed.
This is exactly why yield strength is so important in forming: bending requires pushing the material past the yield point so it keeps the new angle, but you must avoid pushing too far toward failure.
Elastic vs Plastic Deformation: The Stress–Strain Story
Metals respond to force through a relationship between stress (force per area) and strain (deformation). At first, the relationship is mostly linear—stress rises and the material stretches or compresses proportionally. This early region is the elastic range. As stress continues to increase, the material approaches an elastic limit and begins to plastically deform.
You’ll also hear terms like “proportional limit” and “elastic limit.” In real materials, the change from elastic to plastic isn’t always a sharp corner on the curve, which is why yield can be defined using standardized methods.
The 0.2% Offset Yield: Why It’s Used
Because many metals don’t show a perfectly clear yield point, engineers often define yield strength using an offset method (commonly 0.2%). This method establishes yield at a small, specified amount of permanent strain so different materials can be compared consistently. This is often called proof strength in specifications.
In practical shop terms: if a datasheet lists yield strength, it may be a true yield point—or it may be the 0.2% proof yield. Either way, the number is used to predict how the material will behave in forming.
Upper and Lower Yield Strength: Why Mild Steel Can Act “Different”
Some metals—especially certain mild steels—can show upper and lower yield points. Plastic deformation begins at the upper yield, then settles into a more stable lower yield region as deformation continues. In many structural engineering calculations, the lower yield is used because it is more consistent and reliable for design.
This can matter in forming because the onset of yielding can look “sudden,” and the way the metal flows may change quickly once it starts.
Yield Strength vs Tensile Strength: What’s the Difference?
While yield strength defines the point of permanent deformation, tensile strength describes how much stress a metal can withstand under tension before it breaks.
For forming operations, the most useful mental model is:
-
You must exceed yield strength to bend the part into shape.
-
You must stay safely below tensile strength to avoid tearing, cracking, or fracture.
That’s why yield and tensile strength are often discussed together when planning bending, rolling, or other forming processes.
Why Yield Strength Matters on a Press Brake
Yield strength shows up in press brake work in three direct ways:
1) Tonnage and Force Planning
Higher yield strength generally means the metal resists deformation more—so it typically requires more forming force for a given thickness, bend length, and die opening. When fabricators calculate tonnage for bending, material properties (including yield/tensile behavior) are part of the logic behind “material factors.”
2) Springback
Springback is the tendency of metal to “relax” after bending. Materials with higher yield strength often show greater springback, so you may need compensation (over-bend) or CNC angle correction strategies.
3) Risk of Cracking or Surface Damage
High-strength materials can be less forgiving if bend radii are too tight or tooling is mismatched. Correct die selection, punch radius choice, and bend method help reduce risk—especially when you’re pushing near material limits.
Practical Shop Tips to Manage Yield Strength in Forming
-
Confirm material grade and spec before programming (don’t assume “steel is steel”).
-
Choose die openings and punch radii appropriate for thickness and strength level.
-
Use test bends to validate springback and angle consistency before running a batch.
-
Watch tooling condition—worn tooling can increase friction and marking, and it can change forming behavior.
-
Use CNC controls and compensation features for repeatability across operators and shifts.
Final Takeaway
Yield strength is not just a textbook concept—it’s a day-to-day variable that affects how much force your press brake needs, how much springback you’ll fight, and how consistent your parts will be. By understanding the yield point (and how it’s defined), fabricators can choose better tooling, program bends more accurately, reduce scrap, and protect part quality.

