













Freno a pressione a 4 assi con manometro posteriore CNC con X, R, Z1, Diagramma dell'asse Z2
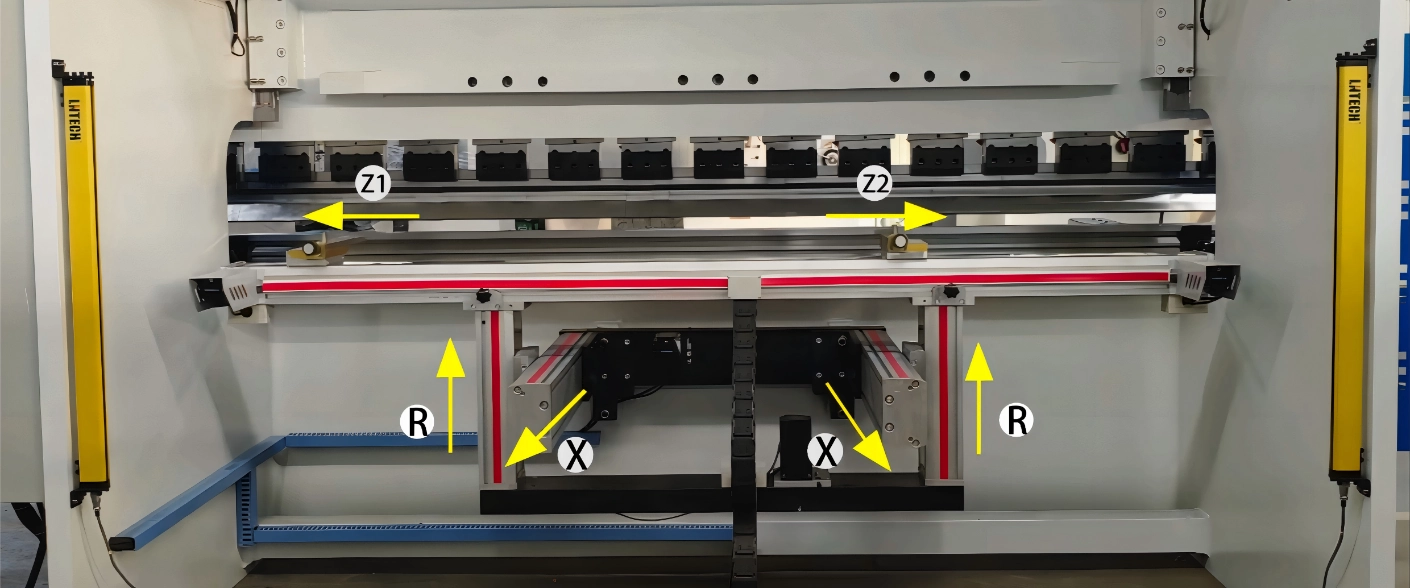
1. Componenti di Movimento ad Alta Precisione
Dotato di viti a sfera e guide lineari sugli assi X e R per una scivolezza, Posizionamento accurato.
2. Nastrie di precisione e trasmissione YYC a cremagliera
Gli assi Z1–Z2 utilizzano cinghie di precisione e sistemi YYC a cremagliera e pignone per un movimento affidabile e sincronizzato.
3. Fermate avanzate per le dita
Ogni dito è dotato di doppi registri con regolazione micrometrica, Permettendo un posizionamento fine delle parti con eccezionale precisione.
4. Accuratezza meccanica
Precisione complessiva del sistema di ±0,03 mm, Garantire risultati di flessione coerenti.
5. Movimento ad alta velocità
- Velocità sugli assi Z1–Z2: fino a 1000 mm/s
- Velocità dell'asse X: fino a 500 mm/s
6. Portata
Ogni supporto può gestire in sicurezza pezzi da lavoro fino a 30 Storia medica.
Freno a pressione a 6 assi con manometro posteriore CNC con X1, X2, R1, R2, Z1, Asse Z2

- Asse X – Posizione del Backgauge (Controllo della profondità)
Controlla il Movimento anteriore–posteriore delle dita di fondo.
Determina quanto lontano la lamiera viene inserita nella macchina prima di piegarsi — definendo così Lunghezza della flangia. - Asse Y – Movimento a Ram
Controlla il movimento verticale dell'ariete (Trave superiore).
Gli assi Y1 e Y2 (Cilindri sinistro e destro) determinare Profondità di flessione e parallelismo, Garantire angoli accurati. - Asse Z – Movimento delle dita con il calibro posteriore (Posizione laterale)
Controlla il Movimento sinistra–destra delle dita di fondo (Z1 e Z2).
Permette di posizionare la lastra per più pieghe in diverse posizioni lungo la sua lunghezza. - Asse R – Regolazione dell'altezza del calibro
Controlla il Movimento su–giù delle dita di fondo.
Usata per sostenere parti di altezze diverse o esibirsi Piegatura dei gradini Operazioni. - Asse V (Sistema di bombatura)
Controlli Compensazione da tavolo o dado per contrastare la deviazione durante la piegatura.
Garantisce angolo e precisione costanti su tutta la lunghezza di piegatura, Soprattutto per le parti lunghe.
Soluzione per presse piegatrici tandem
La gamma di controllori di sicurezza integrati PCSS-A amplia le possibilità di controllo della macchina con la soluzione di nuova generazione per presse piegatrici tandem. L'ultima soluzione tandem comprende un adattatore tandem che sincronizza le funzioni di sicurezza e il controllo su entrambe le macchine e un sistema ottico dedicato per una protezione flessibile sia in configurazione singola che tandem.


