













CNC Hydraulic Press Brake 101: How Bending Really Works
CNC hydraulic press brake forming is one of the practical ways to turn flat sheet into precise, repeatable bends—when you understand what the machine is really doing at every stroke. At JS RAGOS, we manufacture press brakes for real production pressure, so this beginner-friendly guide explains the core bending logic in a clear order, with a few key numbers you can trust and apply.
What a CNC Hydraulic Press Brake Really Does
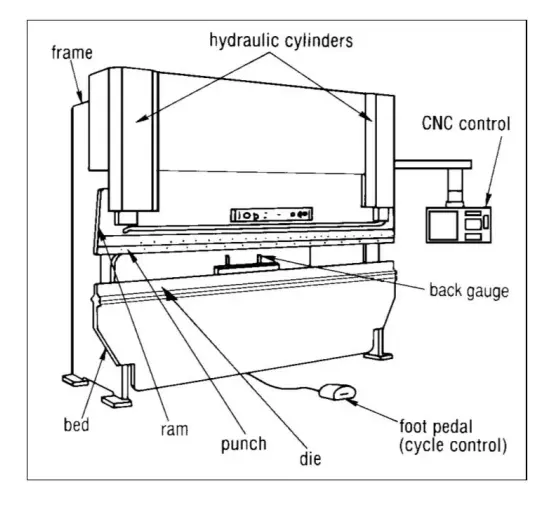
A press brake forms metal by driving a ram (upper beam) and punch toward a die on the bed, forcing sheet metal into a controlled bend line. The concept is simple, but stable results depend on three things: accurate positioning, consistent force, and predictable material behavior.
Most forming happens in a repeated cycle:
•You locate the blank against a backgauge
•The ram moves down and forms the bend between punch and die
•The ram returns so you can remove and check the part
Even experienced shops still lose time when they treat bending as “push until it looks right.” A CNC hydraulic press brake replaces that guesswork with controlled motion and repeatable gauging, so every bend has a clear reference.
Capacity, Bed Length, and Why They Matter in Real Jobs
For beginners, machine selection often starts with two numbers: tonnage and bed length. In typical press brake machine forming, common capacity ranges sit around 20 to 200 tons, with bed lengths from 4 to 14 feet (about 1.2 m to 4.3 m). Those ranges cover a wide variety of brackets, panels, enclosures, frames, and channel parts.
What those numbers mean for you:
✅Tonnage decides what thickness and bend type you can run without overloading the machine. If your design requires bottoming/coining, tonnage limits become critical.
✅Bed length decides the maximum part length you can bend, but also affects how you plan your bend sequence and removal after forming.
✅The right match reduces scrap and rework, because you are not forcing a small machine to do heavy work, or paying for an oversized machine that sits idle.
At JS RAGOS, we advise customers to start from their material range, thickness range, and typical part length, then confirm the bending method (air bending vs bottoming) before locking the model. This prevents “capacity surprises” later.
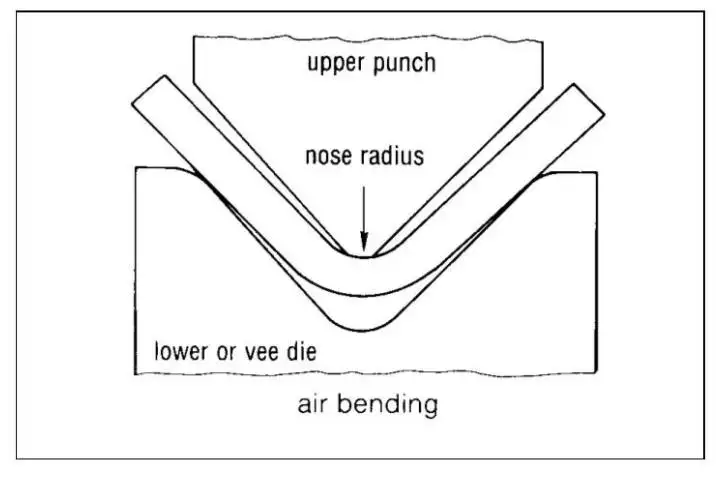
The Bending Methods: Air Bending Vs Bottoming (Coining)
Most daily production bending is air bending, because it is flexible and fast. In air bending, the punch pushes the sheet into the die opening, but the sheet only contacts:
The punch tip
The two top edges of the vee-die
Because the sheet is not fully pressed into the die angle, the part will spring back slightly after pressure is released. Spring-back is normal, and it changes with material type, thickness, grain direction, and temper.
To reduce setup time, many air-bending tool sets use standardized die angles. A common practice is using an 80° or 85° die angle to achieve a 90° final bend, allowing room for spring-back without changing tooling for every job.
Bottoming (also called coining in many shops) is different. The punch and die are manufactured for the final angle, and the machine forces the sheet fully into the die. This reduces spring-back, but it demands higher tonnage and is limited by machine capacity. The practical takeaway is simple:
Air bending = flexible and efficient
Bottoming/coining = higher precision with higher force requirements
A CNC hydraulic press brake is valuable in both methods because it gives you stable, programmable control over position and repeatability.
Backgauges: The Quiet Part That Controls Repeatability
If you want consistent flange lengths, you need consistent positioning. That is the job of the backgauge. Many machines can use different backgauge types, from manual adjustment to pins that locate through holes, to CNC programmable units that move after each stroke.
In most workshops, the process is manual feed: the operator holds the workpiece, seats it against the correct backgauge position, and then the bend is made. This is why backgauge quality matters more than beginners expect.
Practical ways a CNC backgauge helps you:
✅Less measuring between bends, because the machine “remembers” positions
✅Fewer cumulative errors, especially on multi-bend parts
✅Faster small-lot setup, where time is usually lost
At JS RAGOS, we focus on backgauge stability and programming flow because the backgauge is where repeatability is either built—or lost.
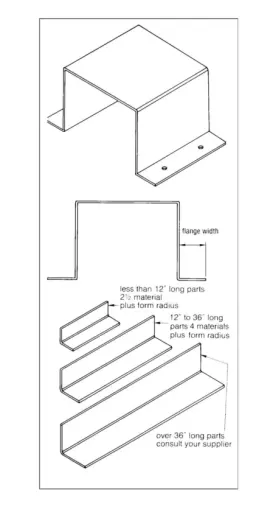
Design Rules That Prevent Costly Bending Problems
Many bending defects start in the drawing, not at the machine. A CNC hydraulic press brake can run fast, but it cannot “fix” poor manufacturability. Here are a few design rules that consistently reduce distortion, tool damage, and unexpected variation:
✅Use a common inside radius across bends whenever possible. Tight inside radii below recommended minimums can cause material flow issues in soft metals and cracking in harder ones.
✅Flange Width: ≥ 4× thickness + radius (prevents overload and flange distortion).
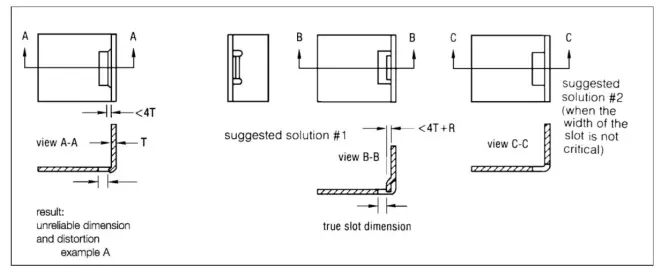
✅Features Near Bends: ≥ 3× thickness + radius from bend line (reduces hole/slot deformation).
✅Angles: Default to 90°; special angles may require extra tooling to repeat well.
These guidelines are not theory. They reflect what happens when the sheet is forced to flow during bending. When you respect the physics, the CNC program becomes simpler, and the shop floor becomes more predictable.
How JS RAGOS Helps Beginners Get Stable Bends Faster
The biggest advantage of press brake forming is flexibility. With standard vee-dies, you can set up small lots and prototypes economically, then scale runs with modern programmable gauging and multi-step setups. The trade-off is that each bend is gauged separately, so variation can accumulate if your process lacks a clear datum strategy and repeatable positioning.
This is where JS RAGOS products and support focus on practical outcomes:
✅More confidence in first-piece approval, because the bending approach is structured, not trial-and-error
✅Lower setup time for mixed orders, using stable gauging and repeatable stroke logic
✅Better communication between design and production, by applying clear flange/feature rules early
CTA: If you are planning your first CNC hydraulic press brake purchase—or you want to improve bending consistency on your current line—contact JS RAGOS for a model recommendation based on your material range, part length, and target bend method. Share a few typical drawings, and we will help you choose a practical tonnage/bed length and a setup approach that reduces scrap and makes bending feel controllable.

