













CNC-Hydraulikpresse 101: Wie Biegen wirklich funktioniert
CNC-hydraulisches Pressbremsformen ist eine der praktischen Methoden, um flaches Blech in präzise zu verwandeln, Wiederholbare Biegungen – wenn man bei jedem Hub versteht, was die Maschine wirklich macht. Bei JS RAGOS, Wir stellen Presspressen für echten Produktionsdruck her, Dieser anfängerfreundliche Leitfaden erklärt also die Logik des Kernbändigen in klarer Reihenfolge, Mit ein paar wichtigen Zahlen, denen du vertrauen kannst und die du anwenden kannst.
Was ein CNC Hydraulic Press Brake funktioniert wirklich
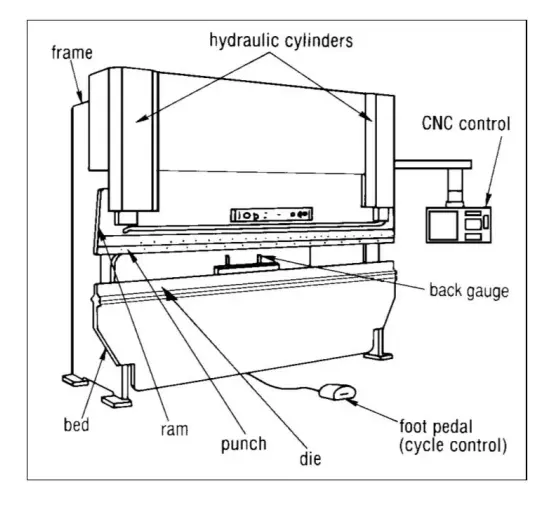
Eine Pressbremse bildet Metall, indem sie einen Rammbock antreibt (Fernlicht) und auf einen Würfel auf dem Bett zuschlagen, Blech in eine kontrollierte Biegelinie zu pressen. Das Konzept ist einfach, aber stabile Ergebnisse hängen von drei Dingen ab: Genaue Positionierung, konstante Kraft, und vorhersehbares Materialverhalten.
Die meiste Bildung erfolgt in einem wiederholten Zyklus:
•Du lokalisierst den Rohling an einer Rückspur
•Der Stoßstöcker bewegt sich nach unten und bildet die Biegung zwischen Stanz und Matrize.
•Der RAM kehrt zurück, damit du das Teil entfernen und überprüfen kannst
Selbst erfahrene Werkstätten verlieren Zeit, wenn sie das Biegen als "Drücken, bis es richtig aussieht" behandeln. Eine CNC-Hydraulikpresse ersetzt dieses Rätselraten durch kontrollierte Bewegung und wiederholbare Messung, Jede Biegung hat also eine klare Referenz.
Kapazität, Bettlänge, einund Warum sie wichtig sind Ichn Reale Arbeitsplätze
Für Anfänger, Die Maschinenauswahl beginnt oft mit zwei Zahlen: Tonnage und Bettlänge. In einer typischen Pressbremsmaschine zum Formen, Übliche Kapazitätsbereiche liegen bei 20 An 200 Tonnen, mit Bettlängen von 4 An 14 Füße (Über 1.2 M to 4.3 m). Diese Bereiche decken eine große Bandbreite an Kategorien ab, paneele, Einschlüsse, Rahmen, und Kanalteile.
Was diese Zahlen für dich bedeuten:
✅Die Tonnage bestimmt, welche Dicke und welche Biegung man verwenden kann, ohne die Maschine zu überlasten.. Wenn dein Design eine Bottoming/Coining erfordert., Tonnagegrenzen werden entscheidend.
✅Die Bettlänge bestimmt die maximale Teillänge, die du biegen kannst, beeinflusst aber auch, wie du deine Biegsequenz und das Entfernen nach dem Formen planst.
✅Die richtige Übereinstimmung reduziert Verschrottung und Überarbeitungen, Weil man eine kleine Maschine nicht zwingt, schwere Arbeit zu verrichten., Oder für eine übergroße Maschine zu bezahlen, die stillsteht.
Bei JS RAGOS, Wir raten unseren Kunden, mit ihrem Materialsortiment zu beginnen, Dickebereich, und typische Teillänge, Dann bestätigen Sie die Biegemethode (Luftbiegen vs. Bottoming) Vor dem Sperren des Modells. Dies verhindert spätere "Kapazitätsüberraschungen".
Die Biegemethoden: Luftbiegen vs. Bottoming (Prägung)
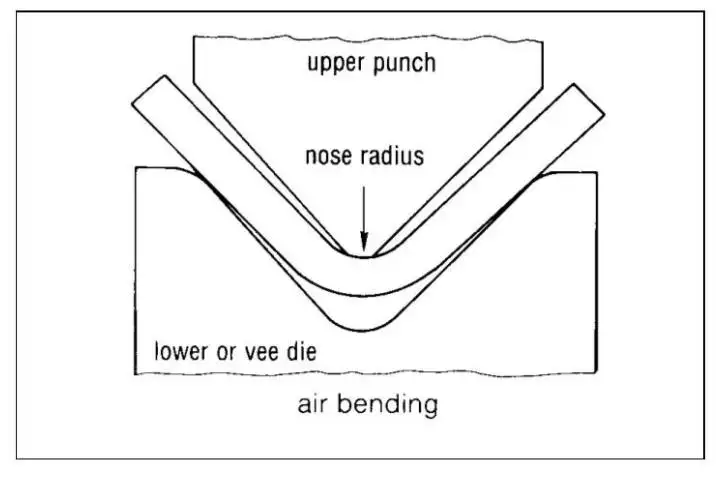
Die meisten täglichen Produktionsbiegungen sind Luftbiegen, weil es flexibel und schnell ist. Beim Luftbändigen, Der Locher drückt das Blatt in die Öffnung der Matrize., aber das Blatt berührt nur:
Die Stanzspitze
Die beiden oberen Kanten des V-Stempels
Weil das Blech nicht vollständig in den Stempelwinkel gedrückt ist, Das Teil springt leicht zurück, wenn der Druck entweicht ist. Der Rücksprung ist normal, und sie variiert je nach Materialtyp, Dicke, Kornrichtung, und Temper.
Um die Einrichtungszeit zu verkürzen, Viele Luftbiegewerkzeugsätze verwenden standardisierte Stanzwinkel. Eine gängige Praxis ist die Verwendung eines Matrizenwinkels von 80° oder 85°, um eine Endbiegung um 90° zu erzielen, Raum für Rückfederung zu schaffen, ohne die Werkzeuge bei jeder Aufgabe zu wechseln.
Bottoming (In vielen Läden auch als Münzprägung bezeichnet) ist anders. Stanz und Werkzeug werden für den Endwinkel hergestellt, und die Maschine presst das Blatt vollständig in die Matrize.. Dadurch wird die Rückfederung reduziert, aber sie erfordert höhere Tonnage und ist durch die Maschinenkapazität begrenzt. Die praktische Erkenntnis ist einfach:
Luftbiegung = flexibel und effizient
Bottoming/Coining = höhere Präzision bei höheren Kraftanforderungen
Eine CNC-Hydraulikpresse ist in beiden Methoden wertvoll, da sie stabil ist, Programmierbare Steuerung von Position und Wiederholbarkeit.
Rückspuren: Der leise Teil, der die Wiederholbarkeit steuert
Wenn du gleichmäßige Flanschlängen möchtest, Du brauchst eine konstante Positionierung. Das ist die Aufgabe des Rückenverbands. Viele Maschinen können unterschiedliche Rückspurtypen verwenden, von manueller Einstellung bis hin zu Pins, die Durchgangslöcher platzieren, bis zu CNC-programmierbaren Einheiten, die sich nach jedem Hub bewegen.
In den meisten Workshops, Der Prozess erfolgt manuell zugeführt: Der Bediener hält das Werkstück, setzt sie an die korrekte Rückspurposition, und dann wird die Biegung gemacht. Deshalb ist die Qualität des Backgauge wichtiger als Anfänger erwarten.
Praktische Möglichkeiten, wie dir ein CNC-Nachrichter hilft:
✅Weniger Messen zwischen den Biegungen, Weil die Maschine sich Positionen "merkt"
✅Weniger kumulative Fehler, Vor allem bei Mehrbiegungsteilen
✅Schnellere Small-Lot-Anlage, wo meist Zeit verloren geht
Bei JS RAGOS, Wir konzentrieren uns auf Backgauge-Stabilität und Programmierung des Flusses, weil Backgauge der Punkt ist, an dem die Wiederholbarkeit entweder aufgebaut oder verloren geht.
Designregeln, die kostspielige Biegeprobleme verhindern
Viele Biegefehler beginnen in der Zeichnung, Nicht an der Maschine. Eine CNC-hydraulische Pressenbremse kann schnell laufen, aber sie kann die schlechte Herstellungsfähigkeit nicht "beheben". Hier sind einige Designregeln, die die Verzerrung konsequent reduzieren, Werkzeugschäden, und unerwartete Variation:
✅Verwenden Sie wann immer möglich einen gemeinsamen Innenradius über Kurven. Enge Innenradien unterhalb der empfohlenen Mindestwerte können bei weichen Metallen zu Materialflussproblemen und zu Rissbildung bei härteren Metallen führen.
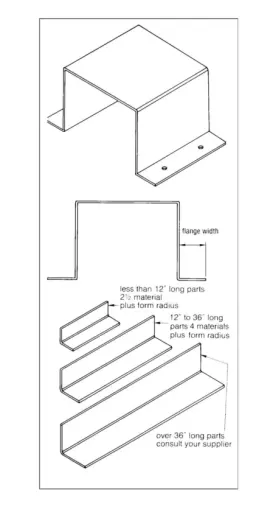
✅Flanschbreite: ≥ 4× Dicke + Radius (verhindert Überlastung und Flanschverzerrung).
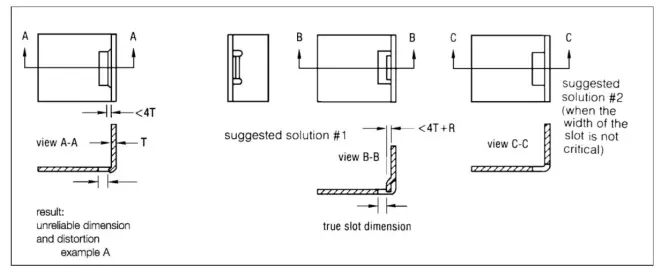
✅Merkmale in der Nähe von Bends: ≥ 3× Dicke + Radius von der Bend-Linie (reduziert die Verformung von Löchern und Schlitzen).
✅Angles: Standard auf 90°; Spezielle Winkel erfordern möglicherweise zusätzliche Werkzeuge, um sich gut wiederholen zu können.
Diese Richtlinien sind keine Theorie. Sie spiegeln wider, was passiert, wenn das Blatt beim Biegen zum Fließen gezwungen wird. Wenn man die Physik respektiert, das CNC-Programm wird einfacher, und der Werkstattboden wird vorhersehbarer.
Wie JS RAGOS Anfängern hilft, schneller stabile Biegungen zu bekommen
Der größte Vorteil des Pressbremsenformens ist die Flexibilität. Mit Standard-V-Matrizen, Man kann kleine Grundstücke und Prototypen wirtschaftlich errichten, Dann läuft die Skala mit moderner programmierbarer Mess- und Mehrstufe-Konfiguration. Der Kompromiss ist, dass jede Biegung separat gemessen wird, Daher kann sich Variation ansammeln, wenn Ihr Prozess keine klare Datumsstrategie und eine wiederholbare Positionierung besitzt..
Hier konzentrieren sich die Produkte und der Support von JS RAGOS auf praktische Ergebnisse:
✅Mehr Vertrauen in die Zustimmung des ersten Stücks, Weil der Biegenansatz strukturiert ist, kein Versuch und Irrtum
✅Kürzere Aufbauzeit für gemischte Bestellungen, Verwendung stabiler Gauging und wiederholbarer Schlaglogik
✅Bessere Kommunikation zwischen Design und Produktion, durch frühe Anwendung klarer Flansch-/Merkmalsregeln
CTA: Wenn Sie Ihren ersten Kauf einer CNC-Hydraulikpressbremse planen – oder die Biegkonsistenz Ihrer aktuellen Linie verbessern möchten – kontaktieren Sie JS RAGOS für eine Modellempfehlung basierend auf Ihrer Materialpalette, Teillänge, und Zielbiegungsmethode. Teilen Sie einige typische Zeichnungen, Und wir helfen Ihnen, eine praktische Tonnage/Bettlänge und einen Aufbauansatz zu wählen, der Schrott reduziert und das Biegen kontrollierbar macht..

