













Frein à pression hydraulique CNC 101: Comment fonctionne vraiment le bending
Formage CNC par frein à pression hydraulique est l’un des moyens pratiques de transformer une feuille plate en une précision, Courbes répétables — quand on comprend vraiment ce que fait la machine à chaque coup. À JS RAGOS, Nous fabriquons des freins à pression pour une réelle pression de production, Ce guide adapté aux débutants explique donc la logique de flexion de base dans un ordre clair, avec quelques chiffres clés auxquels vous pouvez avoir confiance et appliquer.
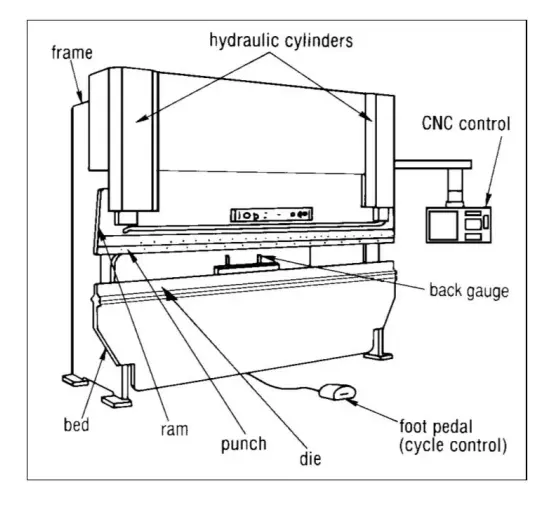
Quoi un Le frein à pression hydraulique CNC en fait vraiment
Un frein à pression forme du métal en entraînant un bélier (Poutre supérieure) et frappe vers un dé sur le lit, forçant la tôle dans une ligne de courbure contrôlée. Le concept est simple, Mais les résultats stables dépendent de trois facteurs: Positionnement précis, Force constante, et comportement prévisible des matériaux.
La plupart des formations se produisent dans un cycle répété:
• Vous localisez le blanc contre un cartolier de fond
• Le bélier descend et forme la courbure entre le poinçon et la matrice
• La RAM revient donc vous permettre de retirer et de vérifier la pièce
Même les ateliers expérimentés perdent encore du temps lorsqu’ils considèrent la flexion comme « pousser jusqu’à ce que ça ait l’air bien ». Un frein à pression hydraulique CNC remplace cette incertitude par un mouvement contrôlé et un calibrage répétable, Ainsi, chaque courbe a une référence claire.
Capacité, Longueur du lit, unet pourquoi ils comptent Jen Emplois réels
Pour les débutants, La sélection de la machine commence souvent par deux nombres: Tonnage et longueur du lit. Dans le formage typique des machines à frein à presse, Les plages de capacité courantes sont présentes 20 à 200 Tonnes, avec des longueurs de lit de 4 à 14 pieds (À propos 1.2 de m à 4.3 m). Ces plages couvrent une grande variété de tranches, Panneaux, Enceintes, Cadres, et parties de chenal.
Ce que ces chiffres signifient pour vous:
✅Le tonnage détermine l’épaisseur et le type de courbure que vous pouvez utiliser sans surcharger la machine. Si votre design nécessite un « bottom » ou un « Piece », Les limites de tonnage deviennent critiques.
✅La longueur du plateau détermine la longueur maximale de la pièce que vous pouvez plier, Mais cela influence aussi la façon dont vous planifiez votre séquence de courbure et votre retrait après la formation.
✅La bonne correspondance réduit les ferrailles et les remaniements, Parce que vous ne forcez pas une petite machine à faire un travail lourd, Ou payer pour une machine surdimensionnée qui reste inactive.
À JS RAGOS, Nous conseillons aux clients de commencer par leur gamme de matériaux, Plage d’épaisseur, et la longueur typique des pièces, Puis confirmez la méthode de flexion (Manipulation de l’air vs Descente en dessous) Avant de verrouiller le modèle. Cela évite les « surprises de capacité » ultérieures.
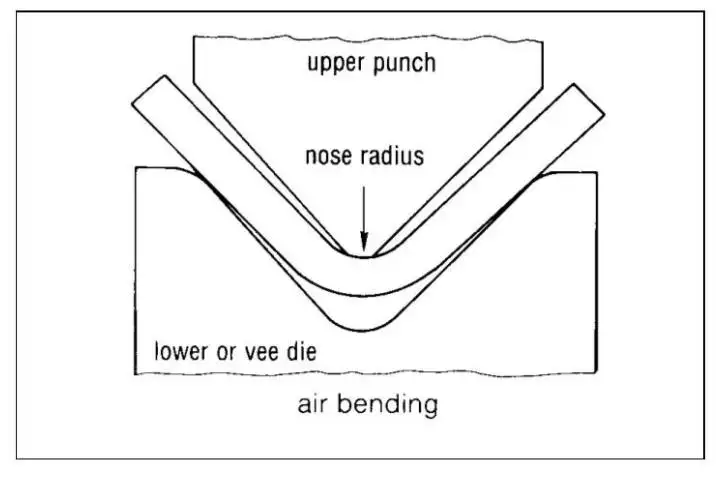
Les méthodes de flexion: Pliage de l’air vs Descente en dessous (Création)
La plupart des flexions de production quotidienne sont des maîtrises de l’air, Parce qu’il est flexible et rapide. En maîtrise de l’air, Le poinçon pousse la feuille dans l’ouverture de la matrice, Mais la feuille ne fait que contact:
La pointe de pointe
Les deux bords supérieurs du dé en V
Parce que la feuille n’est pas complètement pressée dans l’angle de la matrice, La pièce reprendra légèrement après la relâchement de la pression. Le retour à ressort est normal, et elle change selon le type de matériau, épaisseur, Direction du grain, et le tempérament.
Pour réduire le temps d’installation, De nombreux ensembles d’outils de flexion à l’air utilisent des angles de puces standardisés. Une pratique courante consiste à utiliser un angle de puce de 80° ou 85° pour obtenir une courbure finale de 90°, Laissant de la place au rebond sans changer d’outillage pour chaque travail.
Passage en bas (aussi appelée monnaie dans de nombreuses boutiques) est différent. Le poinçonnage et la matrice sont fabriqués pour l’angle final, et la machine force la feuille complètement dans la matrice. Cela réduit le retour de ressort, mais elle exige un tonnage plus élevé et est limitée par la capacité des machines. La conclusion pratique est simple:
Maîtrise de l’air = flexible et efficace
Bottoming/Fortune = plus grande précision avec des exigences de force plus élevées
Un frein à pression hydraulique CNC est précieux dans les deux méthodes car il vous assure une stabilité, Contrôle programmable de la position et de la répétabilité.
Écartements en arrière: La partie silencieuse qui contrôle la répétabilité
Si vous voulez des longueurs de bride constantes, Il faut un positionnement constant. C’est le rôle du backgauge. De nombreuses machines peuvent utiliser différents types de cartoliers, du réglage manuel aux goupilles qui se positionnent à travers les trous, aux unités programmables CNC qui bougent après chaque course.
Dans la plupart des ateliers, Le procédé est un alimentation manuelle: l’opérateur tient la pièce, Le place contre la bonne position de la cartoique arrière, Et puis le pliage est fait. C’est pourquoi la qualité du backgauge compte plus que ce que les débutants attendent.
Façons pratiques dont un manomètre CNC vous aide:
✅Moins de mesures entre les coudes, Parce que la machine « se souvient » des positions
✅Moins d’erreurs cumulatives, Surtout sur les pièces multi-courbes
✅Installation plus rapide sur de petits lots, où le temps est généralement perdu
À JS RAGOS, Nous nous concentrons sur la stabilité de la jauge et le flux de programmation car c’est là que la répétabilité est soit construite—soit perdue.
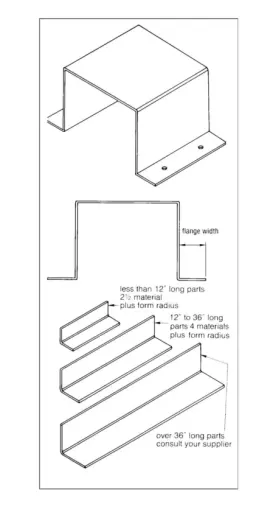
Règles de conception qui évitent les problèmes de flexion coûteux
De nombreux défauts de flexion commencent dans le dessin, Pas à la machine. Un frein à pression hydraulique CNC peut fonctionner rapidement, Mais il ne peut pas « corriger » une mauvaise fabricabilité. Voici quelques règles de conception qui réduisent systématiquement la distorsion, Dommages à l’outil, et une variation inattendue:
✅Utilisez un rayon intérieur commun entre les courbes autant que possible. Des rayons intérieurs serrés en dessous des minimums recommandés peuvent provoquer des problèmes d’écoulement des matériaux dans les métaux tendres et des fissures dans les métaux plus durs.
✅Largeur de la bride: ≥ 4× épaisseur + Rayon (Évite la surcharge et la déformation des brides).
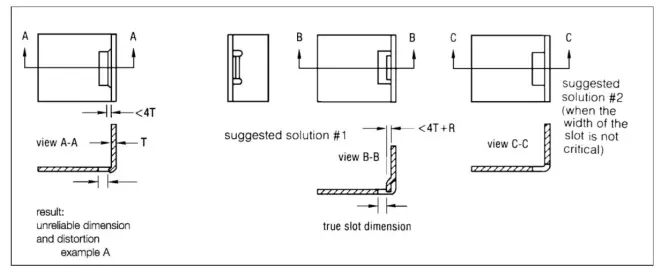
✅Caractéristiques proches des virages: ≥ 3× d’épaisseur + Rayon à partir de la ligne de courbe (Réduit la déformation des trous/fentes).
✅Angles: Par défaut à 90°; Les angles spéciaux peuvent nécessiter des outils supplémentaires pour bien se répéter.
Ces directives ne sont pas théoriques. Ils reflètent ce qui se passe lorsque la feuille est forcée de couler pendant la flexion. Quand on respecte la physique, le programme CNC devient plus simple, et le sol devient plus prévisible.
Comment JS RAGOS aide les débutants à obtenir des flexions stables plus rapidement
Le plus grand avantage du formage par frein à pression est la flexibilité. Avec des dies en V standard, Vous pouvez installer de petits lots et des prototypes de façon économique, puis des échelles avec des jauges programmables modernes et des configurations à plusieurs étapes. Le compromis est que chaque courbe est évaluée séparément, Ainsi, la variation peut s’accumuler si votre processus manque d’une stratégie de référence claire et d’un positionnement reproductible.
C’est là que les produits et support JS RAGOS se concentrent sur des résultats pratiques:
✅Plus de confiance dans l’approbation de la première pièce, car l’approche de flexion est structurée, Pas un essai-erreur
✅Temps de préparation plus court pour les commandes mixtes, Utilisation de jauge stable et logique de course répétable
✅Meilleure communication entre la conception et la production, en appliquant tôt les règles de flange/caractéristiques transparentes
CTA: Si vous envisagez d’acheter votre premier frein à pression hydraulique CNC — ou si vous souhaitez améliorer la constance de la flexion sur votre ligne actuelle — contactez JS RAGOS pour une recommandation de modèle basée sur votre gamme de matériaux, Longueur de la partie, et méthode de courbure de cible. Partagez quelques dessins typiques, Et nous vous aiderons à choisir une longueur de tonnage/lit pratique ainsi qu’une approche de mise en place qui réduit la ferraille et rend la flexion contrôlable.

