













Freno a pressa idraulico CNC 101: Come funziona davvero il piegamento
Formatura a freno a pressione idraulica CNC è uno dei modi pratici per trasformare il foglio piatto in un foglio preciso, Curve ripetibili—quando capisci cosa fa davvero la macchina ad ogni colpo. Presso JS RAGOS, Produciamo freni a pressa per una reale pressione di produzione, Questa guida adatta ai principianti spiega la logica fondamentale del bending in un ordine chiaro, con pochi numeri chiave di cui puoi fidarti e candidarti.
Cosa un Il freno a pressa idraulico CNC sì davvero
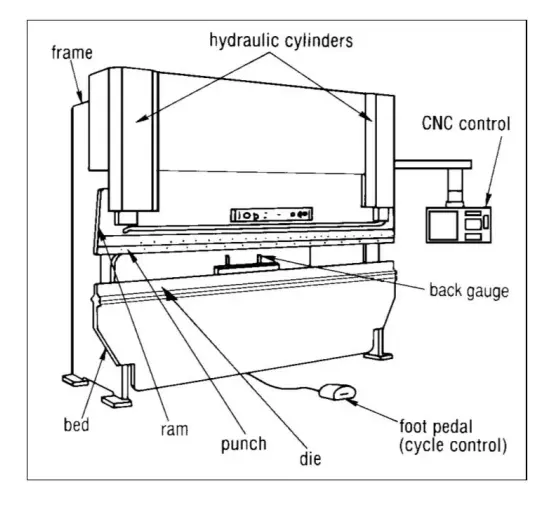
Un freno a pressione forma il metallo azionando un ariete (Trave superiore) e punzare verso un dado sul letto, forzando la lamiera in una linea di curvatura controllata. Il concetto è semplice, Ma i risultati stabili dipendono da tre fattori: Posizionamento accurato, Forza costante, e comportamento prevedibile dei materiali.
La maggior parte della formazione avviene in un ciclo ripetuto:
• Posiziona il blank contro un manometro di fondo
• Il monteone si sposta verso il basso e forma la curva tra punch e die
• La RAM torna così puoi rimuovere e controllare il pezzo
Anche i negozi esperti perdono tempo quando considerano la piegatura come "spingere finché non sembra giusto". Un freno a pressa idraulico CNC sostituisce questa ipotesi con un movimento controllato e una misurazione ripetibile, Quindi ogni curva ha un riferimento chiaro.
Capienza, Lunghezza del letto, une perché sono importanti ion Lavori reali
Per principianti, La selezione delle macchine spesso inizia con due numeri: Tonnellaggio e lunghezza del letto. Nella formatura tipica delle macchine a freno a pressione, Gli intervalli di capacità comuni si trovano intorno 20 A 200 tonnellate, con lunghezze del letto da 4 A 14 piedi (Informazioni 1.2 da m a 4.3 m). Queste gamme coprono una vasta gamma di bracket, Pannelli, Custodie, Fotogrammi, e parti di canale.
Cosa significano quei numeri per te:
✅Il tonnellaggio decide quale spessore e tipo di curvatura puoi usare senza sovraccaricare la macchina. Se il tuo design richiede il bottoming/coniazione, I limiti di tonnellaggio diventano critici.
✅La lunghezza del piano determina la lunghezza massima della parte che puoi piegare, ma influisce anche su come pianifichi la sequenza di piegatura e la rimozione dopo la formazione.
✅La corrispondenza giusta riduce il scrap e il rilavoro, Perché non stai costringendo una piccola macchina a fare lavori pesanti, Oppure pagare per una macchina sovradimensionata che resta inattiva.
Presso JS RAGOS, Consigliamo ai clienti di partire dalla loro gamma di materiali, Intervallo di spessore, e lunghezza tipica dei pezzi, Poi confermare il metodo di piegatura (Flessione dell'aria vs Bottom) prima di bloccare il modello. Questo evita "sorprese di capacità" in seguito.
I Metodi di Piegamento: Flessione dell'aria vs Bottomdown (Coniazione)
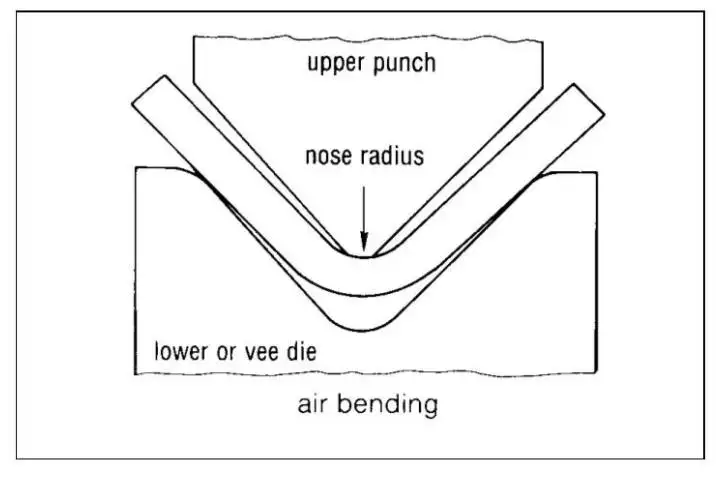
La maggior parte delle pieghe di produzione quotidiana è piegatura dell'aria, Perché è flessibile e veloce. Nel dominio dell'aria, Il punzone spinge il foglio nell'apertura del dado, Ma il foglio contatta solo:
La punta del punzone
I due bordi superiori del dado a V
Perché la lastra non è completamente premuta nell'angolo del die, Il pezzo riprenderà leggermente la pressione dopo il rilascio della pressione. Il ritorno a molletta è normale, e cambia con il tipo di materiale, Spessore, Direzione del grano, e temperamento.
Per ridurre i tempi di installazione, Molti set di strumenti per la piegatura dell'aria utilizzano angoli di die standardizzati. Una pratica comune è utilizzare un angolo di diee di 80° o 85° per ottenere una piegatura finale di 90°, Lasciando spazio per la retromarcia senza cambiare utensili per ogni lavoro.
Bottom (Chiamato anche coniazione in molti negozi) è diverso. Il punch e il die sono prodotti per l'angolo finale, e la macchina spinge il foglio completamente dentro il dado. Questo riduce il ritorno a balanza, ma richiede un tonnellaggio maggiore ed è limitato dalla capacità della macchina. La conclusione pratica è semplice:
Piegatura dell'aria = flessibile ed efficiente
Bottoming/coniazione = maggiore precisione con maggiori requisiti di forza
Un freno a pressa idraulico CNC è prezioso in entrambi i metodi perché ti dà stabilità, Controllo programmabile su posizione e ripetibilità.
Scartamenti di arretramento: La parte silenziosa che controlla la ripetibilità
Se vuoi lunghezze di flange costanti, Serve un posizionamento costante. Questo è il compito del backgauge. Molte macchine possono utilizzare diversi tipi di backgauge, dalla regolazione manuale ai perni che si posizionano attraverso i fori, fino alle unità programmabili CNC che si muovono dopo ogni corsa.
Nella maggior parte dei workshop, Il processo è manuale: l'operatore tiene il pezzo da lavorare, lo posiziona contro la corretta posizione del scartamento posteriore, E poi si fa la piega. Ecco perché la qualità del backgauge conta più di quanto i principianti si aspettino.
Modi pratici in cui un backgauge CNC ti aiuta:
✅Meno misurazioni tra una piega e l'altra, perché la macchina "ricorda" le posizioni
✅Meno errori cumulativi, Soprattutto su parti multi-bend
✅Configurazione più veloce di piccoli lotti, dove di solito si perde tempo
Presso JS RAGOS, Ci concentriamo sulla stabilità del backgauge e sul flusso di programmazione perché il backgauge è dove la ripetibilità viene costruita—o persa—.
Regole di progettazione che prevengono costosi problemi di flessione
Molti difetti di flessione iniziano nel disegno, Non alla macchina. Un freno a pressione idraulico CNC può funzionare velocemente, ma non può "rimediare" la scarsa produzione. Ecco alcune regole di progettazione che riducono costantemente la distorsione, Danni agli utensili, e variazioni inaspettate:
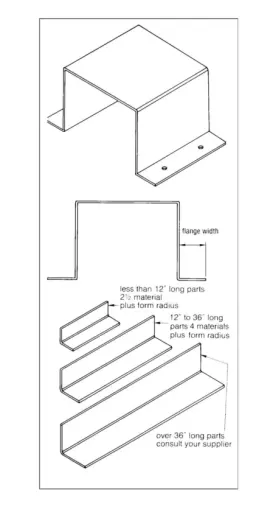
✅Usa un raggio interno comune tra le curve ogni volta che è possibile. Raggi interni stretti al di sotto dei minimi raccomandati possono causare problemi di flusso di materiali nei metalli molli e crepe in quelli più duri.
✅Larghezza della flangia: ≥ spessore 4× + Raggio (Previene sovraccarico e distorsione della flangia).
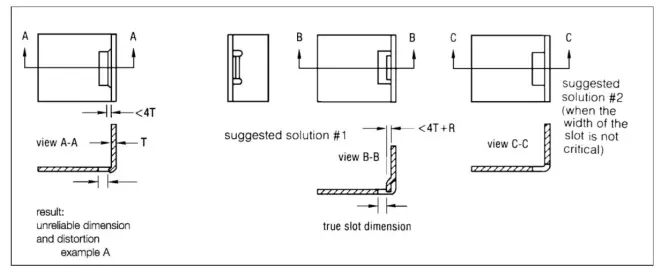
✅Caratteristiche vicino a Curve: ≥ 3× spessore + Raggio dalla linea di curvatura (riduce la deformazione di buchi/fessure).
✅Angoli: Impostazione predefinita a 90°; angoli speciali possono richiedere attrezzi aggiuntivi per essere ripetuti bene.
Queste linee guida non sono teorie. Riflettono ciò che accade quando il foglio è costretto a scorrere durante la piegatura. Quando rispetti la fisica, il programma CNC diventa più semplice, e il reparto diventa più prevedibile.
Come JS RAGOS aiuta i principianti a ottenere pieghe stabili più velocemente
Il vantaggio più grande della formatura del freno a pressione è la flessibilità. Con i die a V standard, Puoi allestire piccoli lotti e prototipi in modo economico, Poi scale eseguite con calibri programmabili moderni e configurazioni a più passi. Il compromesso è che ogni piega viene misurata separatamente, Quindi può accumularsi variazione se il tuo processo manca di una strategia di riferimento chiara e di un posizionamento ripetibile.
Qui i prodotti e il supporto JS RAGOS si concentrano su risultati pratici:
✅Maggiore fiducia nell'approvazione del primo pezzo, Perché l'approccio di piegamento è strutturato, Non tentativi ed errori
✅Tempi di preparazione più bassi per ordini misti, Uso di gauge stabile e logica a corsa ripetibile
✅Migliore comunicazione tra progettazione e produzione, applicando fin dall'inizio regole di flangia trasparente/caratteristiche
CTA: Se stai pianificando il tuo primo acquisto di freno a pressa idraulico CNC—o vuoi migliorare la consistenza della flessione sulla tua linea attuale—contatta JS RAGOS per una raccomandazione di modello in base alla tua gamma di materiali, Lunghezza del pezzo, e metodo del target bend. Condividi qualche disegno tipico, E ti aiuteremo a scegliere una lunghezza pratica di tonnellaggio/letto e un approccio allestimento che riduca i rottami e renda la piegatura controllabile.

