













ЧПУ-гидравлический пресс-тормоз 101: Как на самом деле работает изгиб
ЧПУ гидравлическое пресс-тормозное формирование — один из практических способов превратить плоский лист в точный, Повторяющиеся изгибы — когда понимаешь, что машина на самом деле делает при каждом ударе. В JS RAGOS, Мы производим пресс-тормоза для реального производственного давления, Итак, это руководство, удобное для начинающих, объясняет логику изгибания ядра в чётком порядке, С несколькими ключевыми цифрами, которыми можно доверять и подать заявку.
Что a Гидравлический пресс-тормоз с ЧПУ действительно помогает
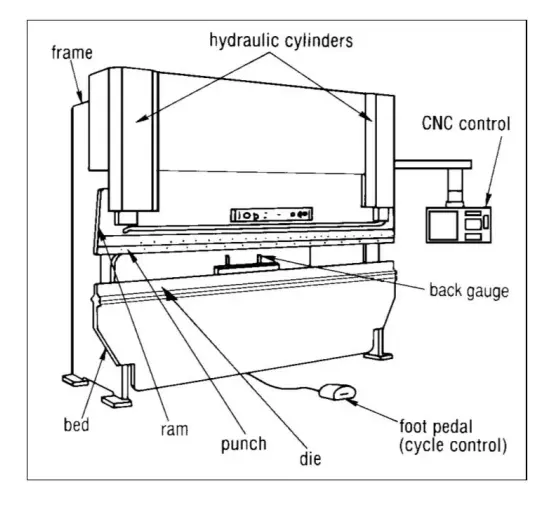
Пресс-тормоз формирует металл, приводя в движение тарана (Верхняя балка) и ударить кулаком к кости на кровати, проталкивание листового металла в контролируемую линию изгиба. Концепция проста, Но стабильные результаты зависят от трёх факторов: Точное позиционирование, Постоянная сила, и предсказуемое поведение материалов.
Большая часть формирования происходит в повторяющемся цикле:
• Вы находите заготовку на заднем шкале
• Таран смещается вниз и образует изгиб между пуансом и штампом
• Оперативная память возвращается, чтобы вы могли снять и проверить деталь
Даже опытные мастерские всё равно теряют время, когда воспринимают изгиб как «толкай, пока не будет правильно». Гидравлический пресс-тормоз с ЧПУ заменяет эти догадки на контролируемое движение и повторяемую оценку, Так что каждый изгиб имеет чёткий ориентир.
Вместимость, Длина кровати, aи почему они важны яn Реальные вакансии
Для начинающих, Выбор машины часто начинается с двух чисел: Тоннаж и длина ложа. В типичной формовке пресс-тормозных машин, Общие диапазоны пропускной способности расположены примерно 20 Кому 200 тонны, с длинами кровати от 4 Кому 14 ноги (О компании 1.2 m to 4.3 m). Эти диапазоны охватывают широкий спектр скоток, Панели, Корпуса, Кадров, и части канала.
Что эти цифры значат для вас:
✅Тоннаж определяет, какую толщину и тип изгиба можно использовать без перегрузки машины. Если в вашем дизайне требуется нижнее/монетное использование, Пределы тоннажа становятся критически важными.
✅Длина стола определяет максимальную длину детали, которую можно сгибать, но также влияет на планирование последовательности изгиба и удаления после формирования.
✅Правильное совпадение снижает количество схватки и переработки, Потому что вы не заставляете маленькую машину выполнять тяжёлую работу, Или платить за огромную машину, которая простоит.
В JS RAGOS, Мы советуем клиентам начинать с ассортимента материалов, Диапазон толщины, и типичная длина партии, затем подтвердите метод сгибания (Воздушное изгибание против подавления снизу) Перед блокировкой модели. Это предотвращает «сюрпризы с вместимостью» в будущем.
Методы изгиба: Воздушное изгибание против дна (Чеканка)
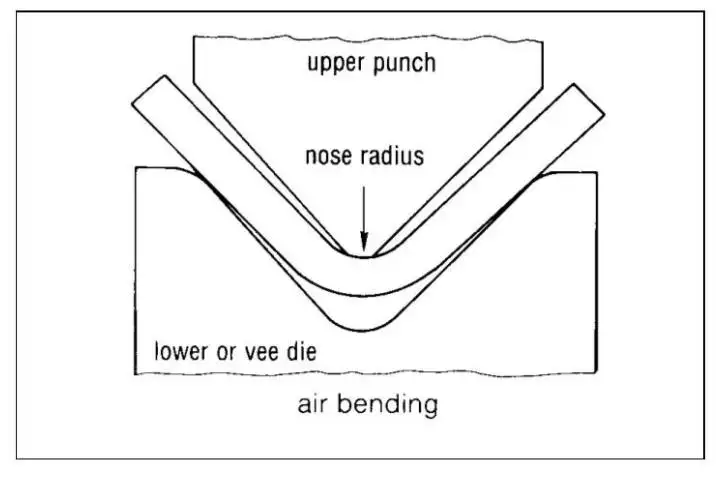
Большинство ежедневных производственных изгибов — это воздушное изгибание, Потому что он гибкий и быстрый. В воздушном изгибании, Пуансон толкает лист в отверстие штемпела, но лист только контактирует:
Наконечник перфора
Два верхних края V-кристалла
Потому что лист не полностью вдавлен в угол штампа, После снятия давления деталь немного отскочит назад. Пружинный откат — это нормально, и он меняется в зависимости от типа материала, толщина, Направление зерна, и темперамент.
Чтобы сократить время настройки, Многие наборы инструментов для воздушного изгиба используют стандартизированные углы штрица. Распространённая практика — использовать угол штемпеля 80° или 85° для достижения финального изгиба 90°, Оставляя место для пружинного отката без смены инструментов для каждой работы.
Дно (Во многих магазинах это также называют чеканкой монет) это другое. Пуансон и штамп изготавливаются под финальный угол, и машина полностью втягивает лист в штамп. Это уменьшает откат пружины, но требует большего тоннажа и ограничено мощностью машины. Практический вывод прост:
Воздушное изгибание = гибкое и эффективное
Нижняя система/чеканка = более высокая точность с более высокими требованиями к силе
ЧПУ-гидравлический пресс-тормоз ценен в обоих методах, так как обеспечивает стабильность, программируемое управление положением и повторяемостью.
Задняя колея: Тихая часть, управляющая повторяемостью
Если хотите одинаковую длину фланцов, Нужно стабильное позиционирование. Это задача заднего калибра. Многие станки могут использовать разные типы задней манометрии, От ручной регулировки до штифтов, находящихся через отверстия, к программируемым блокам с ЧПУ, которые перемещаются после каждого удара.
В большинстве мастер-классов, Процесс подачи осуществляется вручную: оператор держит заготовку, Устанавливает её на правильное положение заднего датчика, и затем делается изгиб. Вот почему качество задней части важнее ожидания новичков.
Практические способы, которыми помогает ЧПУ с задней манометрией:
✅Меньше измерений между изгибами, Потому что машина «запоминает» позиции
✅Меньшее количество накопленных ошибок, особенно на многоизгибных деталях
✅Более быстрая установка небольших партий, где обычно теряется время
В JS RAGOS, Мы сосредотачиваемся на стабильности и потоке программирования в обратном датчике, потому что именно там либо формируется повторяемость, либо теряется.
Правила проектирования, предотвращающие дорогостоящие проблемы с изгибом
Многие дефекты изгиба начинаются с чертежа, Не у машины. ЧПУ гидравлический пресс-тормоз может работать быстро, Но он не может «исправить» плохую производственность. Вот несколько правил дизайна, которые стабильно снижают искажения, Повреждение инструмента, и неожиданные вариации:
✅Используйте общий внутренний радиус через изгибы, когда это возможно. Плотные внутренние радиусы ниже рекомендуемых минимумов могут вызвать проблемы с течением материала в мягких металлах и трещины в более твёрдых.
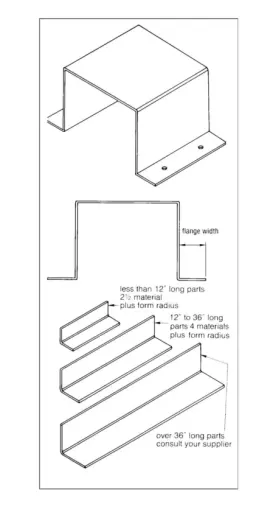
✅Ширина фланца: ≥ толщина 4× + радиус (Предотвращает перегрузку и искажение фланцев).
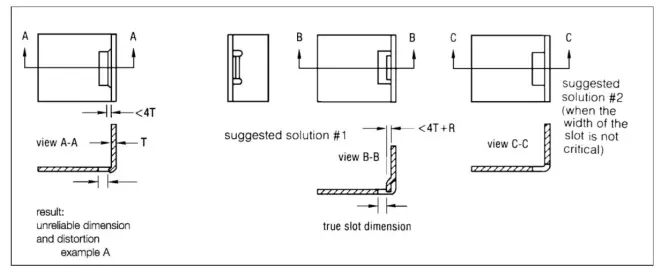
✅Особенности Неуэр-Бендс: ≥ толщина 3× + радиус от линии изгиба (уменьшает деформацию отверстий и щели).
✅Углы: По умолчанию 90°; Специальные углы могут требовать дополнительной работы для хорошего повторения.
Эти рекомендации не являются теорией. Они отражают, что происходит, когда лист вынужден течь во время сгибания. Когда уважаешь физику, программа с ЧПУ становится проще, и производственный зал становится более предсказуемым.
Как JS RAGOS помогает новичкам быстрее достигать стабильных изгибов
Главное преимущество формования пресс-тормозом — это гибкость. С обычными V-кристаллами, Вы можете организовать небольшие партии и прототипы экономно, затем масштабирование запускается с современными программируемыми измерениями и многоступенчатыми настройками. Компромисс в том, что каждый изгиб измеряется отдельно, Поэтому вариации могут накапливаться, если у вашего процесса нет чёткой стратегии данных и повторяемого позиционирования.
Именно здесь продукты и поддержка JS RAGOS сосредоточены на практических результатах:
✅Больше уверенности в одобрении первой части, потому что подход изгибания структурирован, Не методом проб и ошибок
✅Меньшее время настройки для смешанных заказов, используя стабильную оценку и повторяемую логику ударов
✅Лучшая коммуникация между дизайном и производством, Применяя прозрачные правила для фланцев и элементов на раннем этапе
CTA: Если вы планируете первую покупку гидропрессового тормоза с ЧПУ или хотите улучшить согласованность изгиба на текущей линии — свяжитесь с JS RAGOS для рекомендации модели с учетом ассортимента материалов, Длина части, и метод изгиба мишени. Поделитесь несколькими типичными рисунками, И мы поможем вам выбрать практичный тоннаж/длину стола и подход к установке, который уменьшит обломки и делает изгиб контролируемым.

