













داخل مبحلة CNC Press Brake 4000 مم | كيف تعمل
مكبح CNC Press Brake 4000mm هو نظام ثني دقيق للصفائح المعدنية. يستخدم التحكم الحاسوبي لتوجيه الذاكرة العشوائية, تولنج, والعداد الخلفي. يشكل زوايا دقيقة عبر قطع العمل الطويلة. يدعم أجزاء معقدة وإنتاجا قابلا للتكرار. يدمج التحكم الهيدروليكي أو التحكم في السيرفو لتحقيق الاستقرار. تدير تسلسلات الانحناء من خلال خطوات مبرمجة. يقلل من التنوع ويحسن معدل النقل. كيف تحقق هذه الاتساق والسرعة؟? الإجابة تكمن في منطق التحكم الخاص بها, اجهزه الاستشعار, واستراتيجية الحركة. تفحص الأقسام التالية الجهاز ويكشف عن طريقته.

داخل مبحلة CNC Press Brake 4000 مم
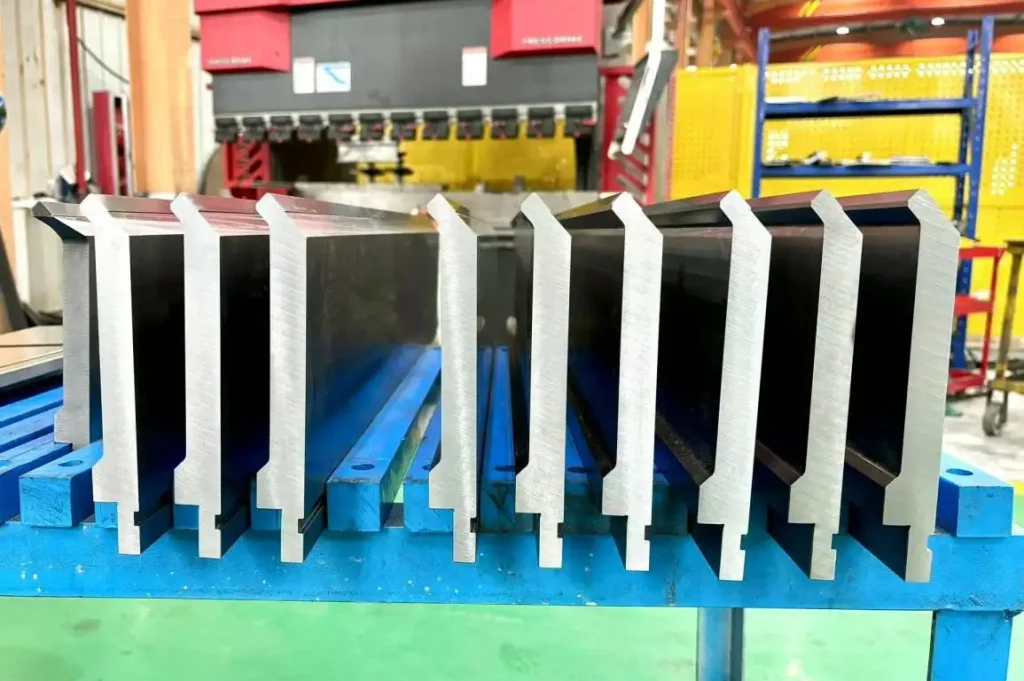
- لكمة, ال, والحركة المسيطرة
في جوهره, ال 4000 مكبح الضغط CNC MM ينحني المعدن عن طريق دفع ثقب في قالب. يقوم نظام CNC بمحاذاة حركة الرام مع مواقع عداد الظهر لقفل المرجع. يشكل ملف هيدروليكي أو قوة سيرفو متحكم بها الانحناء, والذي يعرف باختراق الثقب في فتحة القالب. تؤثر هندسة الأدوات وخصائص المواد على النتيجة النهائية. تدعم هذه الطريقة كل من التحكم في الهواء والتحكم في القاع, لذا يمكن للفرق الوصول إلى أنصاف أنصاف وزوايا مختلفة بثقة.
نهج JS RAGOS يضيف الاستقرار على الأجزاء الطويلة. يستخدم جهاز CNC Press Brake 4000mm إطارا صلبا وأدلة دقيقة للحد من الانحراف عبر طول العمل. يتم توزيع الحمل بشكل متوازن عبر القاعدة لحماية تجانس الزاوية من طرف إلى طرف. عند تشكيل ألواح عريضة أو حواجز طويلة, هذه الصلابة مهمة. يمنع انحراف الزاوية ويقلل الحاجة إلى التعديل. مع نصف قطر ثقب مناسب وعرض القالب V, يمكن للمشغلين تكرار النتائج بعد تحول تلو الآخر.
- العدادات الخلفية, التسلسل, وسبرينغباك
الدقة أكثر من مجرد تحكم في الزوايا. اتساق طول الحافة أمر حاسم في التجميعات. تضع عدادات الخلفية التي تعمل بسيرفو الورقة مقابل أصابع تعمل كتوقفات. كلما اقتربت المحطة من الأدوات, كلما كانت الحافة أقصر. على الأجزاء المعقدة, يقوم CNC بإعادة وضع المقياس الخلفي بعد كل منعطف إلى المسافة المبرمجة التالية. هذا يحافظ على تراكم الأبعاد ضمن حدود التسامح ويقلل من التعامل اليدوي.
سبرينغباك دائما حاضر. يعتمد ذلك على السماكة, الدرجة, ونصف القطر. تعوض فرامل CNC Press Brake 4000mm عن ذلك بتطبيق زوايا انحناء فوق أو تثبيت في أسفل الشوط. يتم ضبط عمق الاختراق بحيث تتطابق زاوية الإطلاق مع الرسم. يدعم JS RAGOS كل من البرمجة على الجهاز وCAD/CAM غير المتصلة بالإنترنت. يمكن محاكاة تسلسلات الانحناء الكاملة للتحقق من المسافة وتأكيد أنصاف القطر المخططة قبل الدورة الأولى.

سعة, تولنج, والتصميم من أجل الدقة
- تخطيط القوة والمعايير الرئيسية
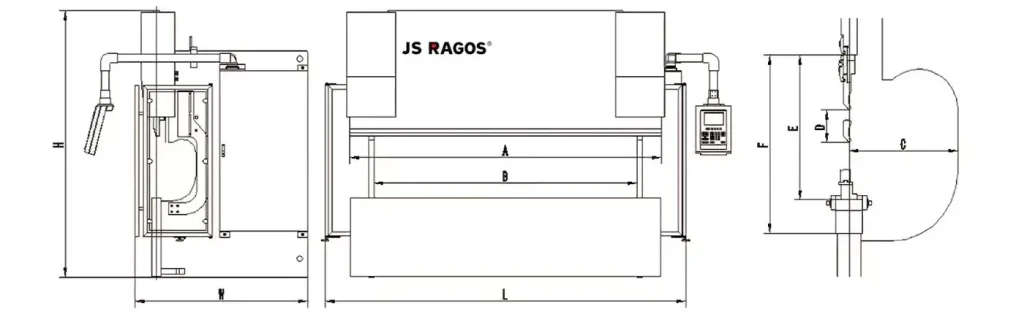
السعة تحدد ما يمكن تشكيله. أقصى قوة وطول العمل يحددان أي سمك, طول الانحناء, زاوية, وتركيبات نصف القطر ممكنة. مع فرامل الضغط CNC 4000 مم, يمكن لفرق الإنتاج معالجة أجزاء كبيرة حتى 4,000 طول الانحناء ب مم وحتى 250 أطنان من القوة المتاحة. الطلب على القوة يزداد مع زيادة السمك, طول الانحناء, والزاوية الخارجية. تسقط مع زيادة فتحة القالب ونصف قطر الانحناء. التخطيط بناء على هذه القواعد يقلل من الانحناءات التجريبية والمشاكل.
تساعد الأمثلة التالية في تقييم جدوى انحناء 90° في الفولاذ الطري:
•سمك 1.5 مم عند 3,000 طول انحناء مم مع 2 عادة ما يحتاج نصف قطر القطر الداخلي إلى حوالي 45 الكثير.
•5.0 مم سماكة عند 3,000 طول انحناء مم مع 4 عادة ما يحتاج نصف قطر القطر الداخلي إلى حوالي 150 الكثير.
تدعم هذه المعايير القرارات المبكرة بشأن اختيار القوالب, نصف قطر الضربة, وجزئيا تعشيش. عن طريق محاذاة المادة, الهندسة, والقدرة على القوة مسبقا, تقلل الفرق من انقطاعات الصف وتحمي وقت التاكت. خيارات الأدوات واستراتيجية التصريح

الأدوات تحدد نصف القطر الممكن وجودة السطح. المواد السميكة غالبا ما تتطلب نصف قطر رأس ثقب أكبر وعرض V أوسع. للزوايا الحادة أو أقطار القطر الصغير, الأدوات التي تثني أكثر من اللازم مع زوايا أكثر حدة يمكن أن تعيق استعادة المرونة. الأجزاء متعددة الانحناء تقدم قيدا آخر. بدون تصريح, يمكن للحافة الموجودة أن تضرب الضربة أثناء الانحناء اللاحق. تحل ضربات عنق الإوزة هذه المشكلة بخلق مساحة للحافة المكونة. للحالات القصوى, المشابك الممتدة أو المعلقة ترفع جسم الأداة لزيادة خلو المدخل, بشرط أن يتناسب الشوط مع الارتفاع الكلي.
اختيار الأدوات وإعدادها لا يجب أن يبطئ الإنتاج. تصنيف المواد في رابطة JS RAGOS, سمك, وزاوية الهدف إلى مكتبة من اللكمات والنرد. يتم تقديم التركيبات الموصى بها في HMI. هذا يقصر فترات التبديل ويقلل من خطر اختيار الأدوات غير الصحيح في البيئات ذات المزيج العالي. يتم تأكيد معرفات الأدوات من خلال قوائم التحقق على الشاشة ومسح الباركود الاختياري لضمان تطابق الجهاز والإعداد مع البرنامج.
كما أن قرارات التصميم تشكل نجاح الانحناء. يجب أن يأخذ التطور الفارغ في الاعتبار نصف القطر المتكون على فرامل الضغط. أنصاف القطر الأكبر تقطع المسطح المطور. عندما يتعارض نصف قطر النص مع مجموعة القوالب, يمكن أن تكون التجميعات غير متناسقة. في JS RAGOS نقوم بمحاذاة نصف القطر/الأدوات في التحميل الأمامي حتى تبقى الأنماط المسطحة صحيحة وتقليل إعادة العمل.
من نقاط الألم في المتجر إلى مزايا JS RAGOS
حيث غالبا ما يفشل الانحناء
يواجه المصنعون عقبات متكررة تضيع الوقت والمواد. تشمل المشاكل الأكثر شيوعا:
• انحراف الزاوية على الألواح الطويلة بسبب الانحراف وتوزيع الأحمال غير المتساوية. • تصادمات بين الأدوات والحواف المتكونة مسبقا على أجزاء متعددة الانحناءات.
• وقت التغيير المفرط عند تبديل المواد والهندسات.
• التقليل من تقدير الربطة الذي يؤدي إلى إعادة العمل وزوايا غير متسقة.
• عنق الزجاجة البرمجية على المزيج العالي, الطلبات منخفضة الحجم.
كل من هذه المشكلات يقلل من معدل النقل ويزيد التكلفة. كما أنها تخلق مخاطر جودة يمكن أن تصل إلى العميل إن لم تصل controlled.JS تعالج RAGOS هذه التحديات بتصميم ميكانيكي متوازن وتحكم ذكي. تحافظ فرامل CNC Press Brake 4000mm على الصلابة عبر طول العمل لتوفير زوايا ثابتة. التحكم في عمق الاختراق وملفات الحركة في الوقت الحقيقي يحافظ على الاستقرار. مكتبات الأدوات والإعداد الموجه تقصر التغييرات. أدوات التصريح وخيارات عنق الإوزة تمنع التداخل. البرمجة غير المتصلة بالمحاكاة تصور التسلسل بأكمله قبل أن يتم ثني الجزء الأول.
سير عمل مثبت ودعوة للعمل
عملية منضبطة تحول قدرة الآلة إلى مخرج مستقر. يبدأ المشغلون بالإعداد باختيار الضربة والقالب الصحيحين وتحميل البرنامج. تقوم الآلة بالتحقق من مواقع القياس الخلفي وتعرض خريطة الانحناء. يقوم المشغل بتحميل المادة ويربطها بمقياس الخلفية. الكبش يتقدم- هيدروليكي أو سيرفو- لإنتاج الزاوية من خلال اختراق دقيق. الانحناء الزائد أو التثبيت في القاع يغير الارتداد. يتم إزالة الجزء للتحقق من الجودة أو المعالجة اللاحقة. عند الحاجة, يقوم CNC بتوجيه المؤشر إلى المنعطف التالي ويحرك العيار الخلفي تلقائيا. هذا يقلل من المدخلات اليدوية ويحسن السلامة.
ما وراء الميكانيكا, الدعم والتدريب هما. يوفر JS RAGOS مكتبات انحناء قياسية, إرشادات المعلمات للمواد الشائعة, وقوالب أفضل الممارسات. تساعد هذه الموارد المشغلين الجدد على تحقيق النجاح في المرحلة الأولى بسرعة وتساعد الفرق ذات الخبرة على زيادة معدل النقل. للمصانع التي توسع الإنتاج, نقدم أتمتة اختيارية وتكامل مع خلايا القطع أو التثقيب بالليزر في أعلى التيار. يمكن ربط بيانات فرامل الضغط بنظام MES للتتبع وتحليل OEE.
اتصل tالحدث: إذا كان فريقك يبحث عن زوايا أكثر ضيقة, التغييرات الأسرع, ونتائج موثوقة على الأجزاء الطويلة, تحدث مع JS RAGOS. ساعد CNC Press Brake 4000mm في توحيد استراتيجية الأدوات, تخطيط القدرات, وتسلسل الانحناء. اطلب استشارة, إعداد عرض تجريبي مباشر, أو اطلب عرض سعر مخصص. فريق الهندسة لدينا سيراجع أجزائك, اقتراح الأدوات وأقطار القطر, ودعم الاعتماد, عملية الانحناء الفعالة.

