













Innenseite der CNC-Pressbremse 4000 mm | Wie es funktioniert
Die CNC Press Brake 4000mm ist ein präzises Blechbiegsystem. Er nutzt Computersteuerung, um den RAM zu steuern, werkzeugbestückung, und Rückspur. Er bildet präzise Winkel über lange Werkstücke. Es unterstützt komplexe Teile und wiederholbare Produktion. Es integriert hydraulische oder Servosteuerung für Stabilität. Es verwaltet Bend-Sequenzen durch programmierte Schritte. Es reduziert Variation und verbessert den Durchsatz. Wie erreicht es diese Konstanz und Geschwindigkeit? Die Antwort liegt in seiner Steuerungslogik, Sensoren, und Bewegungsstrategie. Die folgenden Abschnitte untersuchen die Maschine und enthüllen ihre Methode.

Innenseite der CNC-Pressbremse 4000 mm
- Schlagen, Die, und kontrollierte Bewegung
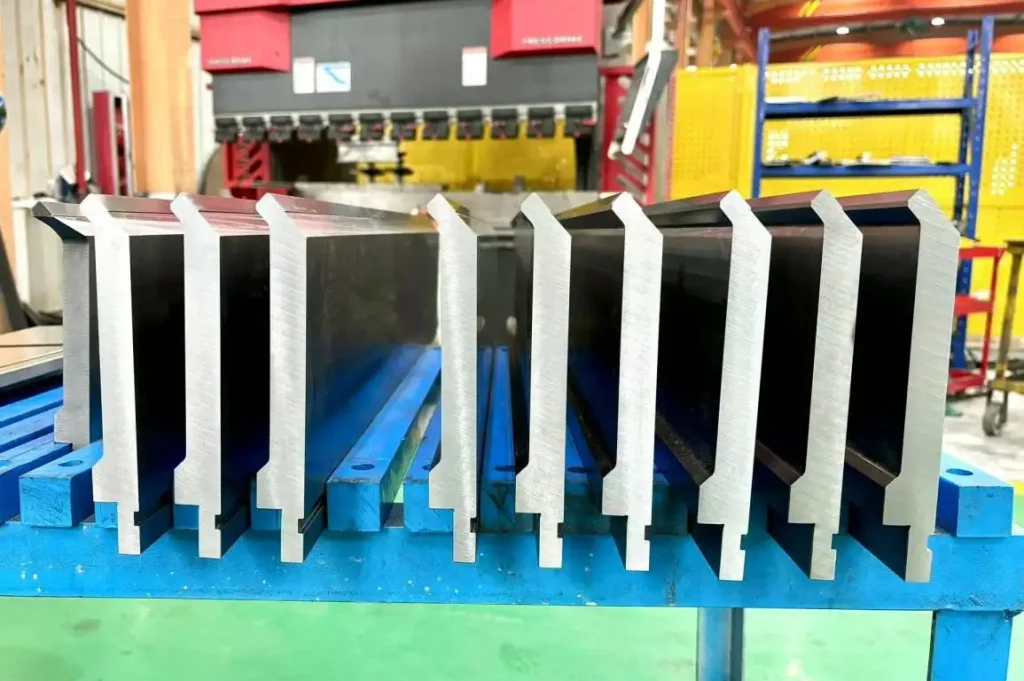
Im Kern, das 4000 mm CNC-Pressbremse biegt Metall, indem ein Stempel in eine Matrize geschlagen wird. Das CNC-System richtet die Rammbewegung mit den Backgauge-Positionen aus, um den Befund zu blockieren. Ein kontrolliertes hydraulisches oder Servokraftprofil formt die Biegung, dies wird durch die Stanzdurchdringung in die Öffnung der Matrizen definiert. Werkzeuggeometrie und Materialeigenschaften beeinflussen das Endergebnis. Dieser Ansatz unterstützt sowohl Luftbiegung als auch Bottoming, so können Teams mit Sicherheit unterschiedliche Radien und Winkel erreichen.
Der JS-RAGOS-Ansatz sorgt für Stabilität auf langen Abschnitten. Die CNC Press Brake 4000mm verwendet einen starren Rahmen und präzise Führungen, um die Durchbiegung über die Arbeitslänge zu begrenzen. Die Lastverteilung ist über das gesamte Ladebett ausgewogen, um die Winkelgleichmäßigkeit von Ende zu Ende zu gewährleisten. Beim Bau breiter Paneele oder hoher Gehäuse, Diese Steifigkeit spielt eine Rolle. Es verhindert Winkelabweichungen und reduziert den Ausbesserungsbedarf. Mit dem richtigen Stanzradius und der V-Breite der Stanze, Operatoren können Ergebnisse wiederholen, Verschiebung um Verschiebung.
- Rückspuren, Sequenzierung, und Springback
Genauigkeit ist mehr als nur Winkelkontrolle. Die Konsistenz der Flanschlänge ist für Baugruppen entscheidend. Servogetriebene Rückspuren positionieren das Blatt an Fingern, die als Stopps fungieren. Je näher der Halt an den Werkzeugen ist, je kürzer der Flansch. Auf komplexen Teilen, die CNC positioniert das Nachmaß nach jeder Biegung auf die nächste programmierte Distanz. Dadurch bleibt das Stapeln der Maße innerhalb der Toleranzen und die manuelle Handhabung reduziert.
Springback ist immer vorhanden. Es hängt von der Dicke ab, Steigung, und Radius. Die CNC Press Brake 4000 mm kompensiert das durch Überbiegewinkel oder Verweilen am unteren Hub. Die Durchschlagstiefe wird so angepasst, dass der freigegebene Winkel zur Zeichnung passt. JS RAGOS unterstützt sowohl On-Machine-Programmierung als auch Offline-CAD/CAM. Vollständige Biegsequenzen können simuliert werden, um die Freiräume zu überprüfen und die geplanten Radien vor dem ersten Zyklus zu bestätigen.

Fassungsvermögen, Werkzeugbestückung, Und Design für Genauigkeit
- Streitkräfteplanung und wichtige Benchmarks
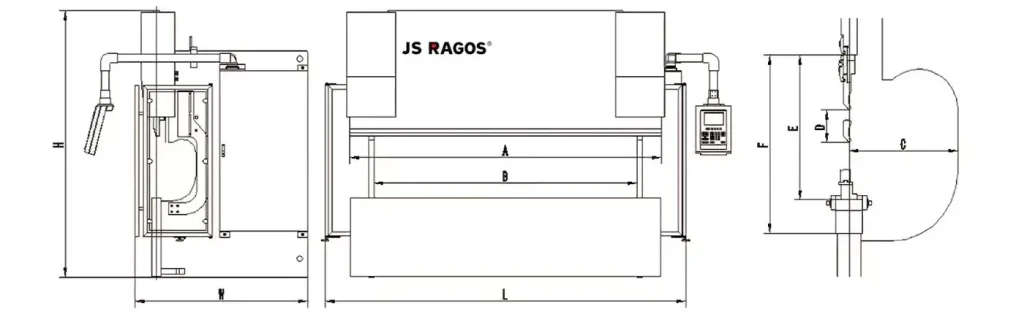
Kapazität definiert, was gebildet werden kann. Die maximale Kraft und die Arbeitslänge bestimmen, welche Dicke, Biegelänge, Winkel, und Radiuskombinationen sind machbar. Mit der CNC-Presspresse 4000 mm, Produktionsteams können große Teile mit bis zu 4,000 mm Biegelänge und bis zu 250 Unmengen verfügbarer Truppen. Die Kraftnachfrage steigt mit der Dicke, Biegelänge, und Außenwinkel. Er fällt ab, wenn die Öffnung des Würfels und der Biegradius zunehmen. Die Planung um diese Regeln herum minimiert Probebiegungen und Schrott.
Die folgenden Beispiele helfen, die Machbarkeit einer 90°-Biegung in Edelstahl zu beurteilen:
• 1,5 mm Dicke bei 3,000 mm Biegelänge mit 2 Der innere Radius von mm benötigt typischerweise etwa 45 Tonnen.
• 5,0 mm Mächtigkeit bei 3,000 mm Biegelänge mit 4 Der innere Radius von mm benötigt typischerweise etwa 150 Tonnen.
Diese Benchmarks unterstützen frühe Entscheidungen zur Stempelauswahl, Stanzradius, und teilweise verschachtelt. Durch Ausrichtung des Materials, Geometrie, und im Voraus die Kraftkapazität, Teams reduzieren Linienunterbrechungen und schützen Takt-Zeit. Werkzeugwahl und Clearance-Strategie

Werkzeuge legen den erreichbaren Radius und die Oberflächenqualität fest. Dickere Materialien erfordern oft einen größeren Stanzspitzenradius und eine größere V-Breite. Für scharfe Winkel oder kleine Radien, Überbiegende Werkzeuge mit spitzeren Einbauwinkeln können die elastische Rückgewinnung ausgleichen. Mehrfachbiegungsteile bringen eine weitere Einschränkung mit sich. Ohne Freigabe, ein vorhandener Flansch kann den Stempel bei einer späteren Biegung treffen. Schwanenhals-Stanzen lösen das, indem sie Platz für den geformten Flansch schaffen. Für Extremfälle, Ausgefahrene oder aufgehängte Klemmen heben den Werkzeugkörper an, um die Portalfreiheit zu erhöhen, Vorausgesetzt, der Hub passt die Gesamthöhe an.
Werkzeugauswahl und -aufbau sollten die Produktion nicht verlangsamen. Die JS RAGOS-Steuerung verbindet Materialqualität, Dicke, und Zielwinkel zu einer Bibliothek von Stempeln und Stempeln. Empfohlene Kombinationen werden im HMI vorgestellt. Dies verkürzt die Umstellungen und verringert das Risiko falscher Werkzeugwahl in Umgebungen mit hoher Mischung. Werkzeug-IDs werden durch Checklisten auf dem Bildschirm und optionale Barcode-Scans bestätigt, um sicherzustellen, dass Maschine und Setup mit dem Programm übereinstimmen.
Designentscheidungen prägen auch den Erfolg beim Bändigen. Die Blankentwicklung muss den Radius der Pressbremse berücksichtigen. Größere Radien kürzen die entwickelte Ebene. Wenn der aufgerufene Radius mit dem Würfelsatz kollidiert, Baugruppen können sich verschieben. Bei JS RAGOS laden wir Radius- und Werkzeugausrichtung voran, damit flache Muster treu bleiben und Nachbearbeitungen minimiert werden.
Von Shop Pain Points zu JS RAGOS Vorteilen
Wo das Bögen oft scheitert
Hersteller stehen immer wieder vor Hindernissen, die Zeit und Material verschwenden. Die häufigsten Probleme sind:
• Winkeldrift entlang langer Platten aufgrund von Durchbiegung und ungleichmäßiger Lastverteilung. • Kollisionen zwischen Werkzeugen und bereits geformten Flanschen auf Mehrbiegungsteilen.
• Übermäßige Umstellungszeit beim Wechsel von Materialien und Geometrien.
•Springback-Unterschätzung, die zu Überarbeitungen und inkonsistenten Winkeln führt.
•Programmierengpässe bei hohem Mix, Bestellungen mit geringem Volumen.
Jedes dieser Probleme verringert den Durchsatz und erhöht die Kosten. Sie schaffen auch Qualitätsrisiken, die den Kunden erreichen können, wenn nicht controlled.JS RAGOS diese Herausforderungen mit einem ausgewogenen mechanischen Design und intelligenter Steuerung adressiert.. Die CNC Press Brake 4000mm hält die Steifigkeit über die gesamte Arbeitslänge hinweg für konstante Winkel. Die Echtzeitsteuerung der Durchschlagstiefe und der Bewegungsprofile sorgt für die Stabilität. Werkzeugbibliotheken und geführte Einrichtungen verkürzen Umstellungen. Freistellungswerkzeuge und Schwanenhals-Optionen verhindern Störungen. Offline-Programmierung mit Simulation visualisiert die gesamte Sequenz, bevor der erste Teil gebogen wird.
Bewährter Arbeitsablauf und Aufruf zum Handeln
Ein disziplinierter Prozess wandelt die Maschinenfähigkeit in stabile Ausgabe um. Bediener beginnen mit der Einrichtung, indem sie den richtigen Stanzer und die richtige Stanze auswählen und das Programm laden. Die Maschine überprüft die Positionen der Rückspur und zeigt eine Biegungskarte an. Der Bediener lädt das Material und richtet es quadratisch auf die Rückspur. Der Widder rückt vorwärts- hydraulisch oder servo- um den Winkel durch präzise Durchdringung zu erzeugen. Überbiegung oder Halt am Boden versetzt den Federrückgang. Das Teil wird zur Qualitätsüberprüfung oder nachträglichen Verarbeitung entfernt. Wenn nötig, die CNC indexiert zur nächsten Biegung und bewegt das Nachmaß automatisch. Dies reduziert manuelle Eingaben und verbessert die Sicherheit.
Über die Mechanik hinaus, Unterstützung und Ausbildung. JS RAGOS bietet Standard-Bend-Bibliotheken, Parameterführung für gängige Materialien, und Best-Practice-Vorlagen. Diese Ressourcen helfen neuen Anbietern, schnell den ersten Erfolg zu erzielen und unterstützen erfahrene Teams dabei, den Durchsatz zu steigern. Für Pflanzen zur Skalierung der Produktion, Wir bieten optionale Automatisierung und Integration mit Upstream-Laserschneid- oder Stanz-Cellen an. Daten von der Pressebremse können für Rückverfolgbarkeit und OEE-Analyse mit MES verknüpft werden.
Ruf tDie Aktion: Wenn dein Team engere Blickwinkel sucht, Schnellere Wechsel, und verlässliche Ergebnisse bei langen Teilen, sprechen Sie mit JS RAGOS. Die CNC Press Brake 4000mm hilft, die Werkzeugstrategie zu vereinheitlichen, Kapazitätsplanung, und Bend-Sequenzierung. Fordern Sie eine Beratung an, Eine Live-Demo einrichten, Oder bitte um ein maßgeschneidertes Angebot. Unser Ingenieurteam wird Ihre Teile überprüfen, Vorschläge für Werkzeuge und Radien, und eine zuverlässige Unterstützung zu unterstützen, Effizienter Biegeprozess.

