













Dentro del freno de prensa CNC 4000mm | Cómo funciona
El freno de presión CNC 4000 mm es un sistema de flexión de chapa metálica de precisión. Utiliza control informático para guiar la RAM, utillaje, y ancho de salida. Forma ángulos precisos a través de piezas largas. Soporta piezas complejas y producción repetible. Integra control hidráulico o servo para mayor estabilidad. Gestiona secuencias de flexión mediante pasos programados. Reduce la variación y mejora el rendimiento. ¿Cómo consigue tanta consistencia y rapidez?? La respuesta está en su lógica de control, sensores, y estrategia de movimiento. Las siguientes secciones examinan la máquina y revelan su método.

Dentro del freno de prensa CNC 4000mm
- Punch, El, y Movimiento Controlado
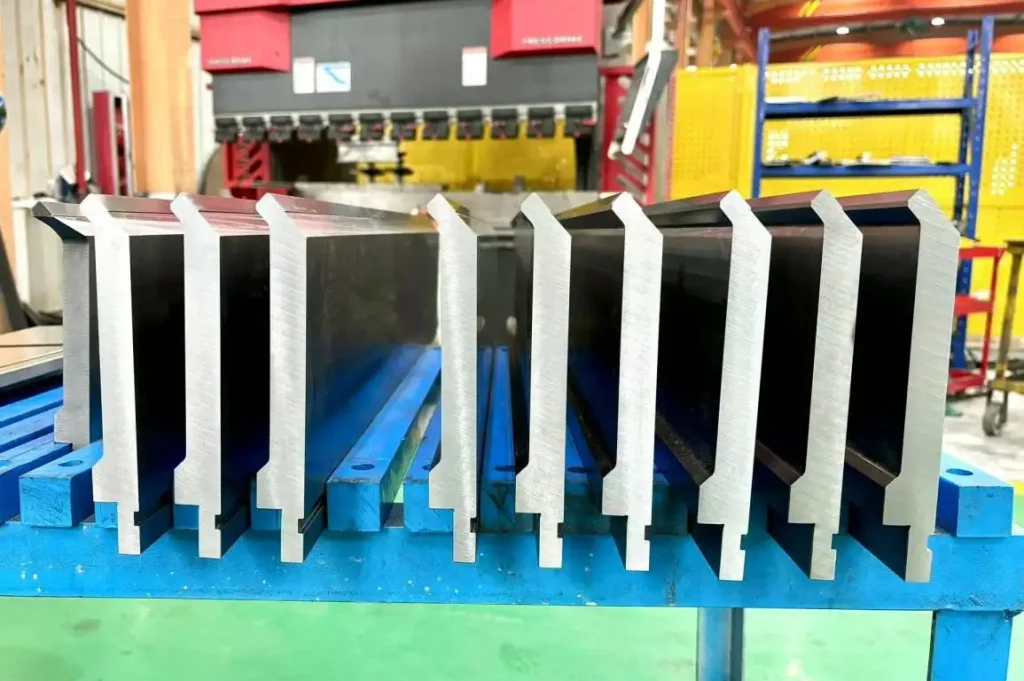
En su núcleo, el 4000 mm El freno de prensa CNC dobla el metal introduciendo un punzón en un troquel. El sistema CNC alinea el movimiento del ram con las posiciones del medidor de fondo para bloquear el datum. Un perfil de fuerza hidráulica o servo controlado moldea la curvatura, que se define por la penetración del punzón en la abertura del troquel. La geometría de la herramienta y las propiedades del material influyen en el resultado final. Este enfoque soporta tanto el control del aire como el bottom, Así que los equipos pueden alcanzar diferentes radios y ángulos con confianza.
El enfoque JS RAGOS añade estabilidad a lo largo de las partes largas. El freno de presión CNC 4000 mm utiliza un bastidor rígido y guías de precisión para limitar la deflexión a lo largo de toda la longitud de trabajo. La distribución de la carga se equilibra a lo largo de la cama para proteger la uniformidad del ángulo de extremo a extremo. Al formar paneles anchos o recintos altos, Esta rigidez importa. Evita el desplazamiento del ángulo y reduce la necesidad de retoques. Con el radio de punzón y el ancho de V del chip adecuados, Los operadores pueden repetir los resultados turno tras turno.
- Derivadores de respaldo, Secuenciación, y Springback
La precisión es más que el control del ángulo. La consistencia de la longitud de la brida es fundamental para los ensamblajes. Los retromanómetros accionados por servo colocan la lámina contra los dedos que actúan como topes. Cuanto más cerca esté el tope de las herramientas, cuanto más corta sea la brida. En partes complejas, la CNC reposiciona el medidor posterior tras cada curva a la siguiente distancia programada. Esto mantiene la acumulación de dimensiones dentro de la tolerancia y reduce el manejo manual.
El resorte siempre está presente. Depende del grosor, Grado, y radio. El freno de presión CNC 4000 mm compensa aplicando ángulos de sobreflexión o dwell en la parte inferior de la carrera. La profundidad de penetración se ajusta para que el ángulo liberado coincida con el dibujo. JS RAGOS soporta tanto programación en máquina como CAD/CAM offline. Se pueden simular secuencias completas de flexión para verificar el espacio libre y confirmar los radios previstos antes del primer ciclo.

Capacidad, Utillaje, y diseño para la precisión
- Planificación de fuerzas y puntos clave
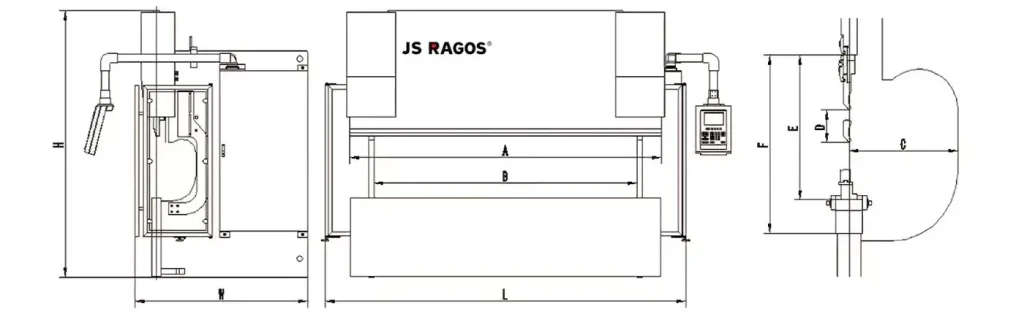
La capacidad define lo que puede formarse. La fuerza máxima y la longitud de trabajo determinan qué grosor, Longitud de curvatura, ángulo, y las combinaciones de radio son factibles. Con el freno de presión CNC de 4000 mm, Los equipos de producción pueden gestionar grandes partes con hasta 4,000 mm de longitud de curvatura y hasta 250 Mucha fuerza disponible. La demanda de fuerza aumenta con el espesor, Longitud de curvatura, y el ángulo externo. Cae a medida que aumentan la apertura del dado y el radio de curvatura. Planificar en torno a estas normas minimiza los doblajes y chatarra.
Los siguientes ejemplos ayudan a evaluar la viabilidad de una curvatura de 90° en acero dulce:
•1,5 mm de espesor en 3,000 Longitud de flexión mm con 2 El radio interior de mm suele necesitar aproximadamente 45 Toneladas.
•5,0 mm de espesor en 3,000 Longitud de flexión mm con 4 El radio interior de mm suele necesitar aproximadamente 150 Toneladas.
Estos puntos de referencia apoyan decisiones tempranas sobre la selección de troqueles, Radio de punzón, y anidamiento parcial. Alineando material, Geometría, y capacidad de fuerza por adelantado, Los equipos reducen las interrupciones en la línea y protegen el tiempo de takt. Elecciones de herramientas y estrategia de espacio libre

Las herramientas fijan el radio alcanzable y la calidad superficial. Los materiales más gruesos suelen requerir un radio de punta de punzón mayor y un ancho en V más amplio. Para ángulos agudos o radios pequeños, Sobredoblar herramientas con ángulos más agudos incluidos puede contrarrestar la recuperación elástica. Las piezas multi-bend introducen otra restricción. Sin autorización, una brida existente puede golpear el punzón durante una curva posterior. Los punzones de cuello de ganso solucionan esto creando espacio para la brida formada. Para casos extremos, Las abrazaderas extendidas o suspendidas elevan el cuerpo de la herramienta para aumentar la distancia del portafiltro, siempre que la carrera se adapte a la altura total.
La selección y configuración de herramientas no deberían ralentizar la producción. La calidad de material de los enlaces de control JS RAGOS, espesor, y el ángulo del objetivo a una biblioteca de punzones y troqueles. Las combinaciones recomendadas se presentan en la HMI. Esto acorta los cambios y reduce el riesgo de elección incorrecta de herramientas en entornos de alta mezcla. Los identificadores de las herramientas se confirman mediante listas de comprobación en pantalla y escaneo opcional de códigos de barras para asegurar que la máquina y la configuración coinciden con el programa.
Las decisiones de diseño también moldean el éxito del flexión. El revelado en blanco debe tener en cuenta el radio formado en el freno de presión. Radios mayores reducen la superficie plana desarrollada. Cuando el radio declarado entra en conflicto con el conjunto de dados, Los conjuntos pueden desalinearse. En JS RAGOS cargamos hacia adelante el radio/alineación de herramientas para que los patrones planos se mantengan fieles y se minimice el rework.
Desde los puntos de dolor de la tienda hasta las ventajas de JS RAGOS
Donde el doblado suele fallar
Los fabricantes se enfrentan a obstáculos recurrentes que hacen perder tiempo y materiales. Los problemas más comunes incluyen:
• Deriva angular a lo largo de paneles largos debido a la deflexión y distribución desigual de la carga. • Colisiones entre herramientas y bridas ya formadas en piezas con múltiples curvas.
• Tiempo de cambio excesivo al cambiar materiales y geometrías.
• Subestimación de retroceso que lleva a reestructuraciones y ángulos inconsistentes.
• Cuellos de botella en programación en alta mezcla, pedidos de bajo volumen.
Cada uno de estos problemas reduce el rendimiento y aumenta el coste. También crean riesgos de calidad que pueden llegar al cliente si no controlled.JS RAGOS aborda estos desafíos con un diseño mecánico equilibrado y un control inteligente. El freno de presión CNC de 4000 mm mantiene la rigidez a lo largo de toda la longitud de trabajo para mantener ángulos consistentes. El control en tiempo real de la profundidad de penetración y los perfiles de movimiento mantiene la estabilidad. Las bibliotecas de herramientas y la configuración guiada acortan los cambios. Las herramientas de despeje y las opciones de cuello de gallina evitan interferencias. La programación offline con simulación visualiza toda la secuencia antes de que se doble la primera parte.
Flujo de trabajo probado y llamada a la acción
Un proceso disciplinado convierte la capacidad de la máquina en una salida estable. Los operadores comienzan con la configuración seleccionando el punzón y el troquel correctos y cargando el programa. La máquina verifica las posiciones del galopo de fondo y muestra un mapa de curvatura. El operador carga el material y lo cuadra al medidor de fondo. El ariete avanza- hidráulico o servo- para producir el ángulo mediante penetración precisa. Desplazamiento por sobreflexión o sujetar en la parte inferior se desplaza con resorte. La pieza se retira para verificación de calidad o procesamiento posterior. Cuando fuera necesario, el CNC indexa a la siguiente curva y mueve automáticamente el retrogálido. Esto reduce las entradas manuales y mejora la seguridad.
Más allá de la mecánica, Apoyo y Formación. JS RAGOS proporciona bibliotecas estándar de bend, Guía de parámetros para materiales comunes, y plantillas de mejores prácticas. Estos recursos ayudan a los nuevos operadores a alcanzar el éxito en las primeras fases rápidamente y ayudan a equipos experimentados a aumentar el rendimiento. Para la producción de escalado de plantas, Ofrecemos automatización e integración opcional con celdas de corte o punzonado láser aguas arriba. Los datos del freno de presión pueden vincularse a MES para la trazabilidad y el análisis OEE.
Llamada tla acción: Si tu equipo busca ángulos más cerrados, Cambios más rápidos, y resultados fiables en partes largas, habla con JS RAGOS. El freno de presión CNC de 4000 mm ayuda a unificar la estrategia de herramientas, Planificación de la capacidad, y secuenciación de bend. Solicita una consulta, Prepara una demo en directo, o pide un presupuesto personalizado. Nuestro equipo de ingeniería revisará tus piezas, Propone herramientas y radios, y soportar un fiable, Proceso de flexión eficiente.

