













All'interno del freno pressante CNC 4000mm | Come funziona
Il freno a pressione CNC 4000mm è un sistema di precisione per la piegatura della lamiera. Utilizza il controllo computerizzato per guidare la RAM, Utensili, e scartamento di arretramento. Forma angoli accurati su pezzi lunghi. Supporta parti complesse e produzione ripetibile. Integra il controllo idraulico o servocomando per la stabilità. Gestisce sequenze di bend attraverso passaggi programmati. Riduce la variazione e migliora la capacità di produttività. Come si ottiene tanta coerenza e velocità? La risposta risiede nella sua logica di controllo, Sensori, e strategia del movimento. Le sezioni seguenti esaminano la macchina e ne rivelano il metodo.

All'interno del freno pressante CNC 4000mm
- Punch, Le, e Moto Controllato
Alla sua base, Le 4000 mm Il freno a pressione CNC piega il metallo infilando un punzone in un die. Il sistema CNC allinea il movimento del pistone con le posizioni del retrocalibro per bloccare il datum. Un profilo di forza idraulico o servo controllato modella la curvatura, che è definita dalla penetrazione del punzone nell'apertura del disco. La geometria dello strumento e le proprietà del materiale influenzano il risultato finale. Questo approccio supporta sia il piegamento dell'aria che il bassiere, Così le squadre possono raggiungere raggi e angoli diversi con sicurezza.
L'approccio JS RAGOS aggiunge stabilità lungo le parti lunghe. Il freno a pressione CNC 4000mm utilizza un telaio rigido e guide di precisione per limitare la flessione lungo tutta la lunghezza di lavoro. La distribuzione del carico è bilanciata lungo il piano per proteggere l'uniformità dell'angolo da un'estremità all'altra. Quando si formano pannelli larghi o recinti alti, Questa rigidità conta. Previene la deriva dell'angolo e riduce la necessità di ritocchi. Con il raggio di punzone giusto e la larghezza V del die, Gli operatori possono ripetere i risultati turno dopo turno.
- Scartamenti di arretramento, Sequenziamento, e Springback
La precisione è più del semplice controllo dell'angolo. La coerenza della lunghezza delle flange è fondamentale per gli assemblaggi. I retrocalibri azionati da servo posizionano il foglio contro le dita che agiscono come fermaglie. Più si è vicini agli attrezzi, più corta è la flangia. Su parti complesse, il CNC riposiziona il retroscartamento dopo ogni curva alla distanza programmata successiva. Questo mantiene l'accumulo delle dimensioni entro la tolleranza e riduce la manipolazione manuale.
Il ritorno alla primavera è sempre presente. Dipende dallo spessore, Grado, e raggio. Il freno a pressione CNC 4000mm compensa applicando angoli di sovra-flessione o dwell nella parte bassa della corsa. La profondità di penetrazione viene regolata in modo che l'angolo rilasciato corrisponda al disegno. JS RAGOS supporta sia la programmazione on-machine che quella offline CAD/CAM. Sequenze complete di flessione possono essere simulate per verificare il gioco e confermare i raggi previsti prima del primo ciclo.

Capacità, Utensili, e progettazione per l'accuratezza
- Pianificazione delle Forze e Punti di Riferimento Chiave
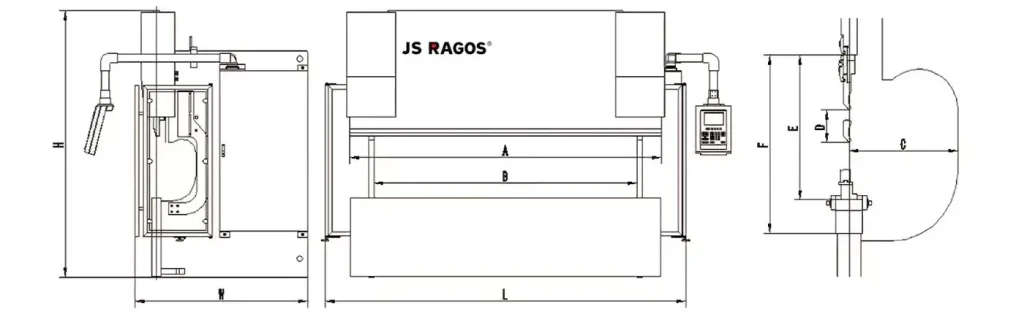
La capacità definisce ciò che può essere formato. La forza massima e la lunghezza di lavoro determinano quale spessore, Lunghezza della curvatura, angolo, e combinazioni di raggio sono fattibili. Con il freno a pressa CNC 4000mm, I team di produzione possono occuparsi di grandi parti fino a 4,000 mm di lunghezza di curvatura e fino a 250 Tonnellate di forza disponibile. La domanda di forza aumenta con lo spessore, Lunghezza della curvatura, e angolo esterno. Scende man mano che l'apertura del dado e il raggio di curvatura aumentano. Pianificare attorno a queste regole minimizza le depressioni e i rifiuti.
I seguenti esempi aiutano a valutare la fattibilità di una piegatura di 90° nell'acciaio dolce:
• Spessore di 1,5 mm a 3,000 mm lunghezza di flessione con 2 Il raggio interno di mm di solito richiede circa 45 tonnellate.
•spessore di 5,0 mm a 3,000 mm lunghezza di flessione con 4 Il raggio interno di mm di solito richiede circa 150 tonnellate.
Questi benchmark supportano decisioni precoce sulla selezione del dado, Raggio di punzione, e parzialmente nidificazione. Allineando materiale, Geometria, e capacità di forza in anticipo, Le squadre riducono le interruzioni della linea e proteggono il tempo di Takt. Scelte degli Utensili e Strategia di Spazio

Gli utensili stabiliscono il raggio raggiungibile e la qualità della superficie. I materiali più spessi spesso richiedono un raggio di punta di punzone maggiore e una larghezza a V più ampia. Per angoli netti o raggi piccoli, Sovrapiegare gli strumenti con angoli più acuti inclusi può contrastare il recupero elastico. Le parti multi-bend introducono un altro vincolo. Senza autorizzazione, una flangia esistente può colpire il punzone durante una curva successiva. I punzoni a collo d'oca risolvono questo problema creando spazio per la flangia formata. Per casi estremi, Morsetti estesi o sospesi sollevano il corpo dell'utensile per aumentare l'apertura del portale, a patto che la corsa si adatti all'altezza complessiva.
La scelta e la configurazione degli utensili non dovrebbero rallentare la produzione. La qualità dei collegamenti di controllo JS RAGOS per il materiale, Spessore, e l'angolo del bersaglio a una libreria di punzoni e matrici. Le combinazioni raccomandate sono presentate all'HMI. Questo accorcia i cambiamenti e riduce il rischio di scelta errata degli strumenti in ambienti ad alta miscelazione. Gli ID degli strumenti vengono confermati tramite checklist a schermo e scansione opzionale dei codici a barre per assicurarsi che la macchina e la configurazione corrispondano al programma.
Le decisioni progettuali influenzano anche il successo del piegamento. Lo sviluppo a vuoto deve tenere conto del raggio formato sul freno a pressa. Raggi maggiori tagliano la piatta sviluppata. Quando il raggio chiamato fuori entra in conflitto con il set di dadi, Gli assiemi possono disallinearsi. Da JS RAGOS facciamo un allino frontale del raggio/utensile così i pattern piatti restano fedeli e il riwork viene minimizzato.
Dai punti dolenti del negozio ai vantaggi di JS RAGOS
Dove la piegatura spesso fallisce
I produttori affrontano ostacoli ricorrenti che fanno perdere tempo e materiali. I problemi più comuni includono:
• Deriva angolare lungo pannelli lunghi dovuta a deflessione e distribuzione disomogenea del carico. • Collisioni tra utensili e flange già formate su parti a più pieghe.
• Tempi di cambio eccessivi durante lo scambio di materiali e geometrie.
• Sottostima del ritorno di salto, che porta a rilavori e angoli incoerenti.
• Colli di bottiglia di programmazione su high-mix, ordini a basso volume.
Ognuno di questi problemi riduce la capacità di produzione e aumenta i costi. Essi creano anche rischi di qualità che possono raggiungere il cliente se non controlled.JS RAGOS affronta queste sfide con un design meccanico bilanciato e un controllo intelligente. Il freno a pressa CNC 4000mm mantiene la rigidità su tutta la lunghezza di lavoro per angoli costanti. Il controllo in tempo reale della profondità di penetrazione e dei profili di movimento mantiene la stabilità. Le librerie di strumenti e la configurazione guidata accorciano i cambi di utilizzo. Gli attrezzi per la liberazione e le opzioni a collo d'oca prevengono interferenze. La programmazione offline con simulazione visualizza l'intera sequenza prima che la prima parte venga piegata.
Flusso di lavoro collaudato e chiamata all'azione
Un processo disciplinato converte la capacità della macchina in output stabile. Gli operatori iniziano con la configurazione selezionando il punch e il die corretti e caricando il programma. La macchina verifica le posizioni del backgauge e mostra una mappa delle curve. L'operatore carica il materiale e lo squadreggia al backgauge. L'ariete avanza- idraulico o servo- per produrre l'angolo tramite penetrazione precisa. Overbend o hold-at-bottom offessa la springback. Il pezzo viene rimosso per la verifica della qualità o per la successiva lavorazione. Quando necessario, il CNC indica la curva successiva e sposta automaticamente il retrograditore. Questo riduce gli input manuali e migliora la sicurezza.
Oltre la meccanica, Supporto e formazione sono rilevanti. JS RAGOS fornisce librerie di bend standard, Guida parametrica per materiali comuni, e modelli di best practice. Queste risorse aiutano i nuovi operatori a raggiungere rapidamente il successo nelle prime parti e aiutano i team esperti ad aumentare il throughput. Per la produzione di piante, Offriamo un'automazione opzionale e un'integrazione con celle di taglio o perforazione laser a monte. I dati del freno a pressione possono essere collegati al MES per la tracciabilità e l'analisi OEE.
Chiamata tl'Azione: Se la tua squadra cerca angoli più stretti, Cambi di passaggio più rapidi, e risultati affidabili su parti lunghe, parla con JS RAGOS. Il CNC Press Brake 4000mm aiuta a unificare la strategia degli utensili, Pianificazione della capacità, e sequenziamento bend. Richiedi una consulenza, Prepara una demo dal vivo, oppure chiedere un preventivo su misura. Il nostro team di ingegneria esaminerà i tuoi componenti, Propone utensili e raggi, e supporta una soluzione affidabile, Processo di piegatura efficiente.

