













Dentro do freio de pressão CNC 4000mm | Como funciona
O Freio de Pressão CNC 4000mm é um sistema de precisão para dobra de chapa metálica. Ele utiliza controle por computador para guiar a RAM, ferramental, e bitola de fundo. Ele forma ângulos precisos em peças longas. Suporta peças complexas e produção repetível. Ele integra controle hidráulico ou servo para estabilidade. Ele gerencia sequências de dobra por meio de etapas programadas. Reduz a variação e melhora o throughput. Como ela alcança tanta consistência e velocidade? A resposta está em sua lógica de controle, Sensores, e estratégia de movimento. As seções seguintes examinam a máquina e revelam seu método.

Dentro do freio de pressão CNC 4000mm
- Punch, O, e Movimento Controlado
No seu núcleo, o 4000 mm Freio de pressão CNC dobra metal ao empurrar um punção em um matriz.. O sistema CNC alinha o movimento do ram com as posições do retro-calibre para travar o datum. Um perfil controlado de força hidráulica ou servo molda a curvatura, que é definido pela penetração do punção na abertura do cunque. A geometria da ferramenta e as propriedades do material influenciam o resultado final. Essa abordagem suporta tanto a dobra de ar quanto a baixada do fundo, assim, as equipes podem alcançar diferentes raios e ângulos com confiança.
A abordagem JS RAGOS adiciona estabilidade ao longo de partes longas. O Freio de Pressão CNC 4000mm utiliza uma estrutura rígida e guias de precisão para limitar a deflexão ao longo do comprimento de trabalho. A distribuição da carga é equilibrada ao longo da plataforma para proteger a uniformidade do ângulo de ponta a ponta. Ao formar painéis largos ou enceinos altos, Essa rigidez importa. Ele evita o desvio do ângulo e reduz a necessidade de retoques. Com o raio de punção certo e largura em V do die, Os operadores podem repetir resultados turno após turno.
- Atrasos, Sequenciamento, e Springback
Precisão vai além do controle do ângulo. A consistência do comprimento da flange é crítica para montagens. Osciladores de fundo acionados por servo posicionam a folha contra os dedos que atuam como paradas. Quanto mais perto da parada das ferramentas, quanto mais curta a flange. Em partes complexas, a CNC reposiciona o retro-medidor após cada curva para a próxima distância programada. Isso mantém o empilhamento das dimensões dentro da tolerância e reduz o manuseio manual.
O retorno de energia está sempre presente. Depende da espessura, Grau, e raio. O Freio de Pressão CNC 4000mm compensa aplicando ângulos de sobrecurvação ou dwell na base do curso. A profundidade de penetração é ajustada para que o ângulo liberado corresponda ao desenho. O JS RAGOS suporta tanto programação on-machine quanto CAD/CAM offline. Sequências completas de curvatura podem ser simuladas para verificar a folga e confirmar os raios planejados antes do primeiro ciclo.

Capacidade, Ferramental, e Design para Precisão
- Planejamento de Forças e Principais Referências
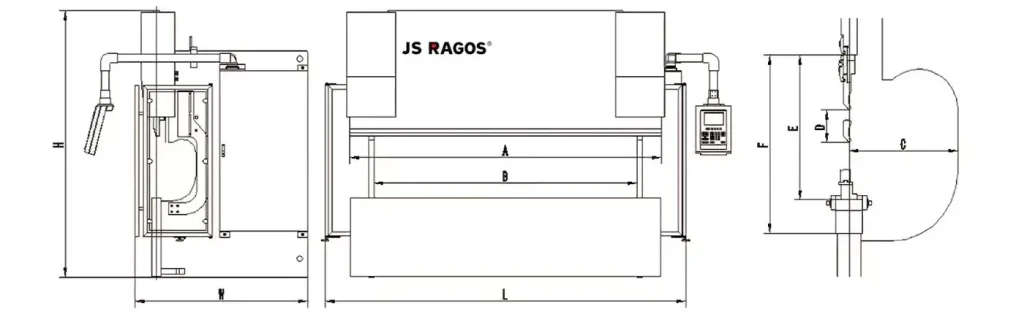
A capacidade define o que pode ser formado. A força máxima e o comprimento de trabalho determinam qual espessura, Comprimento da curva, ângulo, e combinações de raio são viáveis. Com o freio de pressão CNC 4000mm, Equipes de produção podem lidar com grandes partes com até 4,000 mm comprimento de curvatura e até 250 Muita força disponível. A demanda por força aumenta com a espessura, Comprimento da curva, e ângulo externo. Ela cai conforme a abertura do dado e o raio de curvatura aumentam. Planejar em torno dessas regras minimiza as curvas e sucata do ensaio.
Os exemplos a seguir ajudam a avaliar a viabilidade para uma curvatura de 90° em aço macio:
• 1,5 mm de espessura em 3,000 mm comprimento de curvatura com 2 O raio interno de mm normalmente precisa de cerca de 45 Toneladas.
•5,0 mm de espessura em 3,000 mm comprimento de curvatura com 4 O raio interno de mm normalmente precisa de cerca de 150 Toneladas.
Esses benchmarks apoiam decisões antecipadas na seleção do dado, Raio de punção, e aninhamento parcial. Alinhando material, Geometria, e capacidade de força antecipada, As equipes reduzem interrupções na linha e protegem o tempo de Takt. Escolhas de Ferramentas e Estratégia de Folga

As ferramentas definem o raio alcançável e a qualidade da superfície. Materiais mais grossos frequentemente exigem um raio de ponta de punção maior e uma largura em V maior. Para ângulos agudos ou raios pequenos, Dobrar demais ferramentas com ângulos mais agudos incluídos pode contrabalançar a recuperação elástica. Peças multi-dobradas introduzem outra restrição. Sem autorização, uma flange existente pode atingir o punção durante uma curvatura posterior. Os punções gooneck resolvem isso criando espaço para a flange formada. Para casos extremos, Grampos estendidos ou suspensos elevam o corpo da ferramenta para aumentar a folga dos portais, desde que o curso se adapte à altura total.
A seleção e a configuração das ferramentas não devem atrasar a produção. A classificação de material dos links de controle JS RAGOS, espessura, e o ângulo do alvo para uma biblioteca de punções e matrizes. Combinações recomendadas são apresentadas na IHM. Isso reduz as trocas e reduz o risco de escolha incorreta de ferramentas em ambientes de alta mistura. Os IDs das ferramentas são confirmados por listas de verificação na tela e escaneamento opcional de código de barras para garantir que a máquina e a configuração estejam alinhadas com o programa.
Decisões de design também moldam o sucesso do dobramento. O desenvolvimento em branco deve levar em conta o raio formado no freio de pressão. Raios maiores cortam a superfície plana desenvolvida. Quando o raio chamado conflita com o conjunto de dados, Assemblies podem desalinhar. No JS RAGOS, colocamos o alinhamento frontal do raio/ferramentas para que padrões planos permaneçam fiéis e o retrabalho seja minimizado.
De Pontos Problemáticos na Loja às Vantagens do JS RAGOS
Onde a Flexão Frequentemente Falha
Os fabricantes enfrentam obstáculos recorrentes que desperdiçam tempo e material. As questões mais comuns incluem:
• Desvio angular ao longo de painéis longos devido à deflexão e distribuição desigual da carga. • Colisões entre ferramentas e flanges já formadas em peças com múltiplas curvas.
• Tempo excessivo de troca ao trocar materiais e geometrias.
• Subestimação de recuo que leva a reformulações e ângulos inconsistentes.
• Gargalos de programação em alta mixagem, pedidos de baixo volume.
Cada um desses problemas reduz o débito e aumenta o custo. Eles também criam riscos de qualidade que podem alcançar o cliente caso não controlled.JS o RAGOS enfrente esses desafios com um projeto mecânico equilibrado e controle inteligente. O Freio de Pressão CNC 4000mm mantém rigidez ao longo do comprimento de trabalho para ângulos consistentes. O controle em tempo real dos perfis de profundidade de penetração e movimento mantém a estabilidade. Bibliotecas de ferramentas e configuração guiada encurtam as trocas. Ferramentas de afastamento e opções de pescoço de ganso evitam interferências. Programação offline com simulação visualiza toda a sequência antes que a primeira parte seja dobrada.
Fluxo de Trabalho Comprovado e Chamada à Ação
Um processo disciplinado converte a capacidade da máquina em saída estável. Os operadores começam com a configuração selecionando o punção e o die corretos e carregando o programa. A máquina verifica as posições do backgauge e exibe um mapa de curvas. O operador carrega o material e o alinha ao fundo do calibre. O aríete avança- hidráulico ou servo- para produzir o ângulo por penetração precisa. O overbend ou o hold-at-bottom compensa o springback. A peça é removida para verificação de qualidade ou processamento subsequente. Quando necessário, o CNC indexa para a próxima curva e move automaticamente o retro-medidor. Isso reduz as entradas manuais e melhora a segurança.
Além da mecânica, Apoio e treinamento são importantes. O JS RAGOS fornece bibliotecas padrão de bend, Orientação de parâmetros para materiais comuns, e modelos de melhores práticas. Esses recursos ajudam novos operadores a alcançarem sucesso em primeira fase rapidamente e ajudam equipes experientes a aumentar o fluxo de clientes. Para plantas que escalam a produção, Oferecemos automação opcional e integração com células de corte a laser ou perfuração a montante. Os dados do freio de pressão podem ser vinculados ao MES para rastreabilidade e análise OEE.
Chamada to Action: Se seu time está buscando ângulos mais apertados, Trocas mais rápidas, e resultados confiáveis em peças longas, converse com JS RAGOS. O freio de pressão CNC 4000mm ajuda a unificar a estratégia de ferramentas, Planejamento de capacidade, e sequenciamento de curvatura. Solicite uma consulta, Configurar uma demo ao vivo, ou peça uma cotação personalizada. Nossa equipe de engenharia irá revisar suas peças, Propõe ferramentas e raios, e suportar um confiável, Processo de flexão eficiente.

