













Guía para principiantes: Freno de prensa CNC para fabricación de metales
Un freno de presión CNC dobla chapa metálica con una precisión estable. El CNC alinea los calibres de fondo y las herramientas. El movimiento de punzón a matriz crea cada ángulo. Esta guía explica la selección de herramientas, un orden claro de curvatura, y controles de calidad fiables. Aborda problemas típicos en la planta de taller y cómo evitarlos. Verás cómo la selección cuidadosa de punzonados y dados reduce la interferencia, Controla el resorte, y protege los acabados mientras aumenta el rendimiento.

Fundamentos de la maquinaria para freno de prensa CNC para fabricación de metales
JS RAGOS recomienda empezar con la disciplina de las herramientas. El punzón y el dado adecuados evitan colisiones, reducir marcado, y estabilizar ángulos. Los equipos principiantes deberían entender la construcción de los puñetazos, Geometría de la punta, y selección de ranura en V antes de la producción.
- Opciones de puñetazo para principiantes
Las perforadoras integradas permiten alta estabilidad y un ajuste rápido. Las longitudes integrales comunes son 415 mm y 835 milímetro. Los punzones divididos añaden flexibilidad para bridas cortas y piezas complejas. Los segmentos divididos típicos incluyen 10, 15, 20, 40, 50, 100 (Cuerno izquierdo), 100 (Cuerno derecho), 200, y 300 milímetro. Puedes combinar segmentos para que coincidan con la longitud de flexión y evitar huecos.
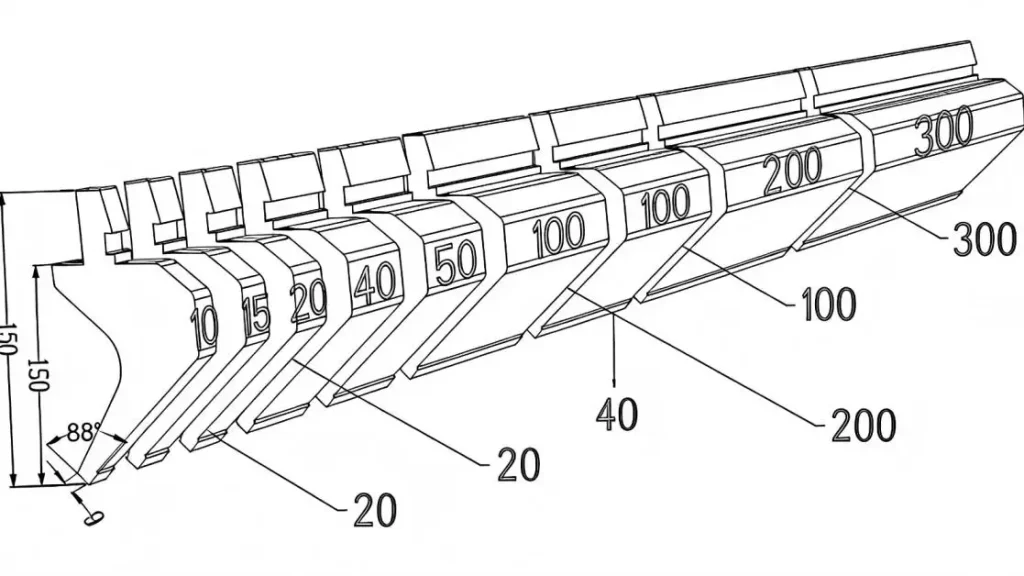
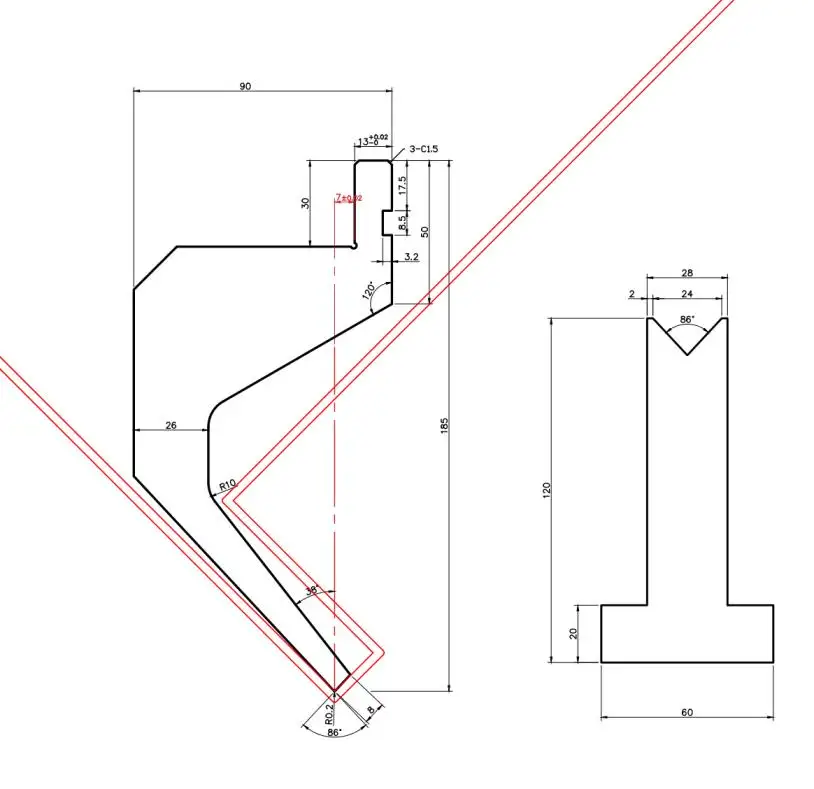
Los tipos de punzón cubren recto, doblamiento, Arco, y perfiles especiales. Un punzón recto con punta de 88° y radio de punta R0.2 ofrece aberturas estrechas y bridas nítidas. Es adecuado para piezas simétricas y anchos de apertura pequeños. Punzones de ángulo pequeño, como puntas de 30° o 45° con un radio de punta alrededor de R0,67, Permitir espacio alrededor de los agujeros, Studs, y jefes. También ayudan a las operaciones de inserción profunda y reducen el riesgo de colisión cuando la brida está corta.
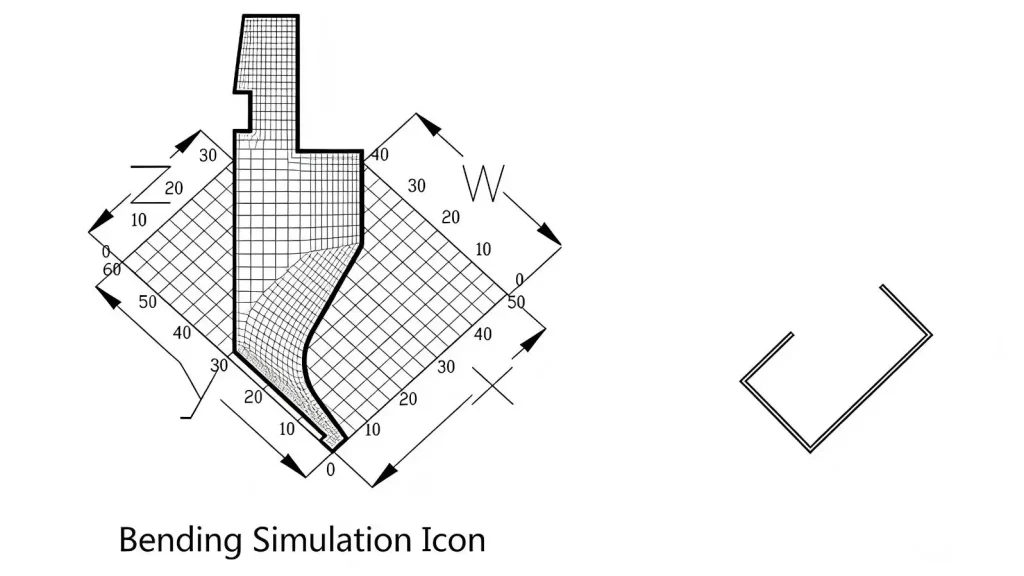
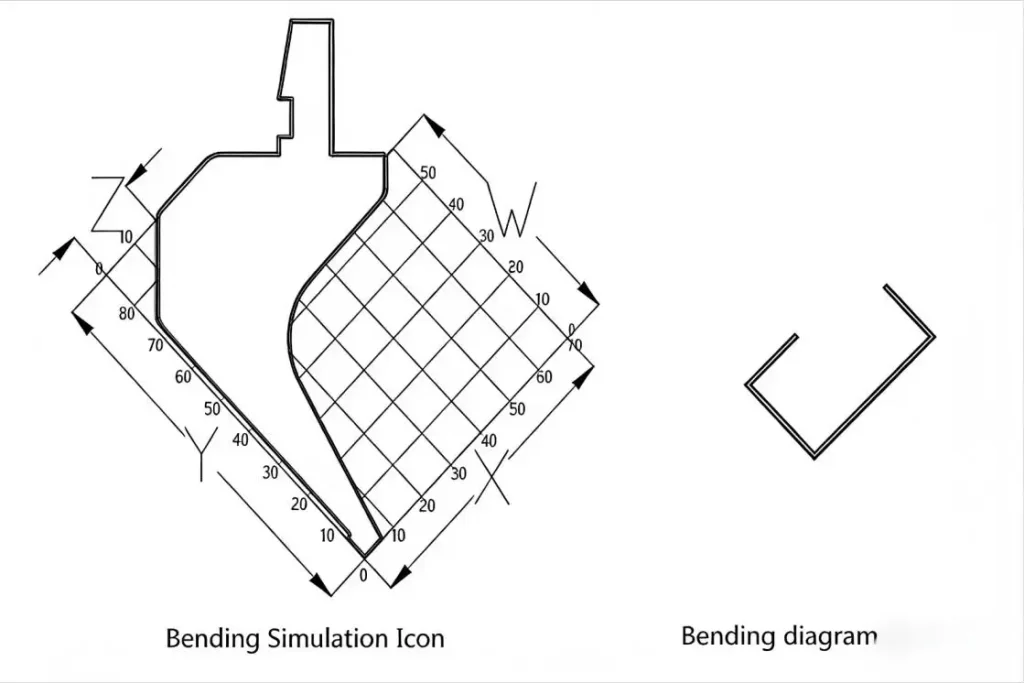
Los cuchillos de flexión gestionan el espacio libre en la dirección W. Para el cuchillo pequeño de flexión, la evitación es fiable hasta X > 15 milímetro, y se cumplen las condiciones de flexión cuando Y > 30 milímetro. Para el cuchillo de doble mano grande, la evitación se degrada cuando X > 25 milímetro, y se cumplen las condiciones de flexión cuando Y > 75 milímetro. Estos umbrales ayudan a los planificadores a elegir el cuchillo correcto para evitar golpear la herramienta hacia atrás durante la carrera.
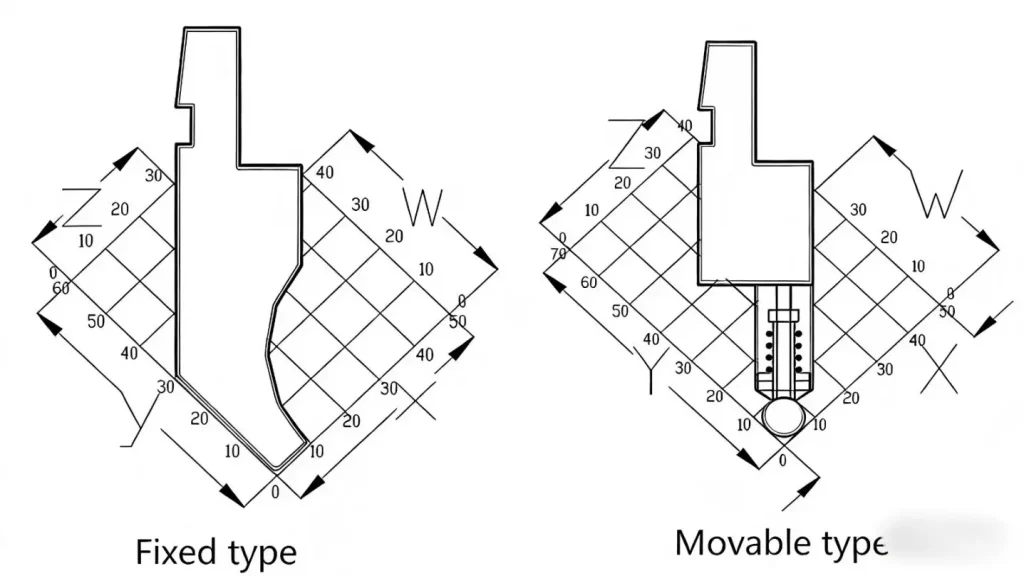
Cuchillos de arco, fijo o móvil, Permitir una formación de arco consistente con una barra redonda de reemplazo. Una regla práctica para la selección de ranuras en V en troquel en trabajos de arco es el diámetro de la barra redonda más el doble de grosor de la placa. Este emparejamiento estabiliza el contacto y la propagación, minimización de marcas y puntos planos en la tangente.
Los punzones especiales incluyen opciones de offset y de dobladillo. Los punzones desplazados están disponibles en longitudes integrales como 415 mm y 835 milímetro. Forman formas dibujadas especificadas, pero materiales gruesos alrededor de T = 2.0 puede mostrar una mayor hendidura debido a la concentración de la fuerza. Los punzones de dobladillo aplanan el filo tras una pre-flexión. Cuando no hay un troquel dedicado para dobladillo disponible, Se puede usar un troquel de flexión común, pero debe evitarse la ranura en V para evitar líneas de impresión.

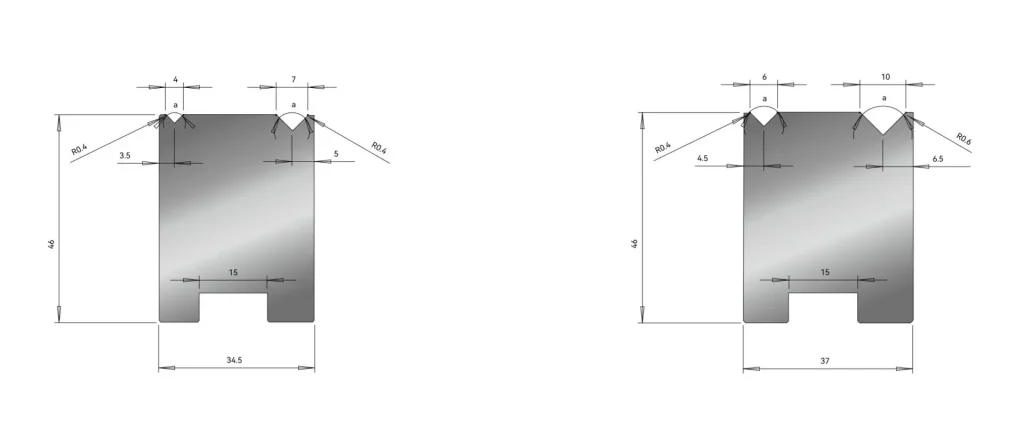
- Fundamentos del chip y la ranura en V
Elegir el troquel adecuado determina el tonelaje, Control de resorte, y calidad del radio interior. Para freno de prensa CNC para fabricación de metales, seleccionar las ranuras en V por grosor, Resistencia de materiales, y el radio necesario. Las aberturas en V de acceso son de 4V, 6V, 7V, 8V, 10V, 12V, 16V, y 25V. Los troqueles suelen ser 26 mm o 46 mm de alto, Afectando a la luz diurna, Despeje, y rango de ancho de fondo. Inserta chips profundos con 4V, 6V, 8V, y 12 Las ranuras permiten ángulos agudos desde 30° hasta 180° preservando la calidad superficial.
• Utilizar punzones de un solo cuerpo para mayor precisión. 415 mm y 835 Configuraciones generales de cubierta mm.
• Elegir secciones segmentadas (10 - 300 milímetro) para bridas ajustadas y características variadas.
• Aberturas en V de pick en el 4V - 25Banda V para equilibrar la fuerza y el radio.
•Elige 26 mm o 46 Altura de troquel de mm para adaptarse a la luz diurna de la máquina y al espacio libre para piezas.
•Para arcos, establecer la ranura en V a partir del diámetro de la barra redonda + 2T de contacto suave.
Flujo de trabajo práctico y puntos problemáticos en el freno de presión CNC para fabricación de metales
Muchos defectos en la primera ejecución provienen de errores de secuencia, Mal alineado del ancho de retrovío, o herramientas inadecuadas. JS RAGOS entrena a los equipos para validar cada paso antes de la producción completa. El objetivo es sencillo: eliminar interferencias, estabilizar ángulos, y minimizar la deriva acumulada de tolerancias.
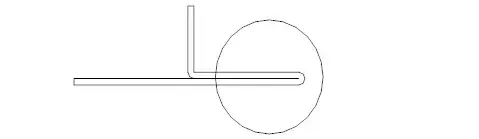
- Fundamentos de la configuración de L-Bend
La L-bending es la operación más común y sienta las bases para las secuencias Z y N. Coloca con dos dedos de la barra trasera y mantén la dimensión de la curvatura en la misma línea central. Para bridas pequeñas, El procesamiento por posición inversa suele ser más estable. Los ángulos agudos necesitan un troquel profundo insertado y un punzón agudo para un pliegue limpio; 88Los punzones de punta ° o 30° ayudan a reducir las colisiones alrededor de agujeros o tuercas.
• Alinearse con el ancho de retrovío de dos puntos; Evita el sesgo durante el impacto.
• Comprobar la interferencia entre el punzón y el calibre trasero para tamaños muy pequeños.
•Si un agujero está cerca de la línea de curvatura o el tamaño del borde es menor a la mitad de una ranura en V, espera tracción; Ajusta el método o prepreimprime la línea con un cortador de 88°.
• Cuando ranuras pequeñas en V provocan expansión, primera curva a un ángulo grande con la V pequeña, Luego termina con un troquel normal para estabilizar el tamaño.
- La secuenciación Z-Bend simplificada
Una curva en Z forma una brida inversa tras una curva en L. Completar la curva en L a 89,5°- 90° para controlar el retroceso. Para el segundo golpe, La pieza y el troquel deben quedar planos para evitar torsión. Planifica la secuencia para minimizar la interferencia de la plataforma. Si ocurre interferencia, Doblar 1 a un ángulo mayor primero, luego forma bend 2, y finalmente presurizar la curva 1 A apuntar. Esta secuencia protege las superficies y sostiene la línea de calibre.
• Crear inicialmente la curva en L; Procede con la contracurva a continuación.
• Validar la autorización de la plataforma; si la cama o el medidor trasero dificultan, Resecuenciación.
• Para curvas agudas en Z, Primero alcanzar 90°, Luego profundidad de posición 2, Luego profundidad 1.
- Gestión de Arc Bends
El conformado por arco puede usar un troquel de 90° o una barra redonda dedicada con un cuchillo de arco. Algunas piezas no alcanzarán la geometría final solo con un chip de 90°; Un empuje manual o un chip de 88° pueden ayudar a que el arco entre en tolerancia. Utiliza un dispositivo de detección para comprobar la cuerda de arco y asegurarte de que la línea visual coincide con la impresión. Para arcos de 90°, una regla de selección simple es V = 2(R + T), que equilibra el radio y el grosor del material.
Más allá de la secuencia, Marcado de superficie de cara para principiantes y deriva acumulada de ángulos. Láminas gruesas alrededor de T = 2.0 tienden a mostrar una hendidura más fuerte. Uso de películas protectoras, Radios de troquel más blandos, o ranuras en V más anchas para reducir marcas. Evita los centros de herramientas mixtas; Confirma que los puntos de punción están en una sola línea para proteger la consistencia del ángulo entre estaciones.
Control de calidad, Mantenimiento, y soporte JS RAGOS
Freno de prensa CNC para fabricación metálica exige medidas consistentes y máquinas estables. JS RAGOS recomienda la inspección del primer artículo en cada nueva configuración, junto con comprobaciones diarias de manómetros y calibración programada. Elige máquinas por ancho de flexión, largura, Presión requerida, Estaciones disponibles, y necesidades de evitación. Un buen diseño reduce los retrabajos y los desguaces..
• Validar el tamaño de los espacios en blanco en cada etapa del proceso para evitar que se acumulen errores.
•Re-cero los atrasos; Verifica la repetibilidad y estabilidad antes del lanzamiento.
• Seleccionar un freno de presión por ancho, Longitud máxima, tonelaje, y el espacio libre para evitar herramientas/piezas.
• Realizar la inspección del primer artículo y monitorizar los ángulos durante el lote.
• Simplificar la disposición: doblar de dentro hacia fuera, De pequeño a grande, y general a complejo.
Un método cuidadoso, Combinado con herramientas correctas, Transforma el rendimiento y la calidad. Si tu equipo es nuevo en CNC Press Brake para Fabricación de Metales, JS RAGOS puede ayudar. Nuestros ingenieros de aplicaciones ofrecen formación in situ, Simulaciones de curvatura, y auditorías de herramientas. Adaptamos el ponche- La preparación, validar secuenciación de bend, y protege la calidad del acabado en tus construcciones reales en el taller.
Llamada a la acción: Colaborar con JS RAGOS para programar una demo en directo, Pide que muestre curvas con tus materiales, o reserva una reseña de herramientas. Vamos a esbozar un plan claro de rampas, Iteraciones límite, y acelerar los resultados a la derecha a la primera.

