













Guida per principianti: Freno a pressione CNC per la fabbricazione di metalli
Un freno a pressione CNC piega la lamiera con una precisione stabile. La CNC allinea gli strumenti di retrogradazione e gli utensili. Il movimento punch-to-die crea ogni angolo. Questa guida illustra la selezione degli strumenti, un ordine di piega chiaro, e controlli di qualità affidabili. Affronta i problemi tipici del laboratorio e come evitarli. Vedrai come una selezione accurata di punch and die riduca le interferenze, Controlla la retrossa, e protegge le finiture aumentando la capacità produttiva.

Fondamenti degli utensili per freno a pressione CNC per la fabbricazione di metalli
JS RAGOS consiglia di iniziare con la disciplina degli utensili. Il punch e il dado giusto prevengono le collisioni, Riduzione della marcatura, e stabilizzare gli angoli. Le squadre principianti dovrebbero comprendere la costruzione dei pugni, Geometria della punta, e selezione delle scanalature a V prima di iniziare la produzione.
- Scelte di pugni per principianti
I punzoni integrali supportano alta stabilità e una rapida regolazione. Le lunghezze integrali comuni sono 415 mm e 835 millimetro. I punzoni split aggiungono flessibilità per flange corte e parti complesse. I segmenti tipici di divisione includono 10, 15, 20, 40, 50, 100 (Corno sinistro), 100 (Corno destro), 200, e 300 millimetro. Puoi combinare segmenti per adattarli alla lunghezza della flessione ed evitare spazi.
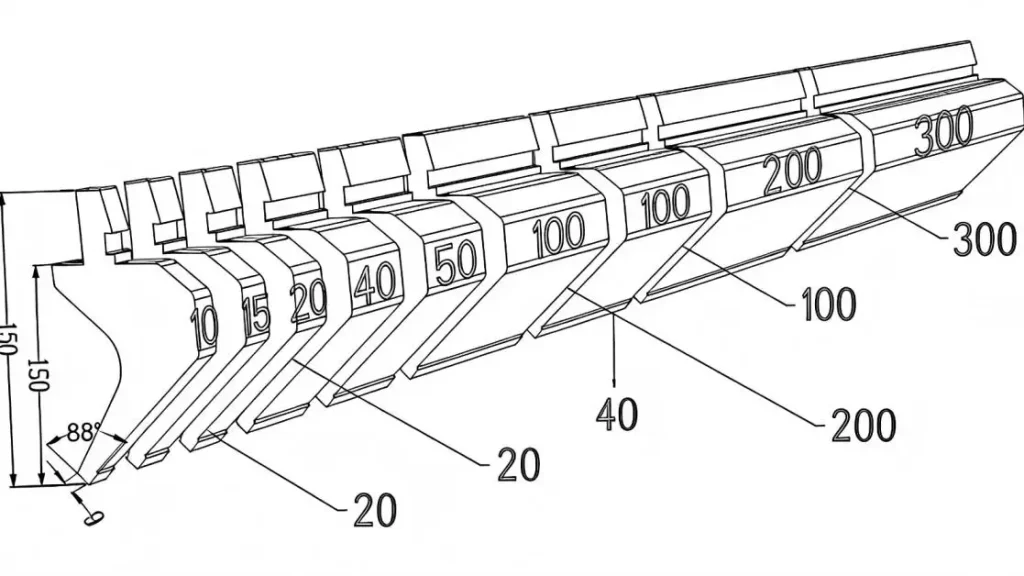
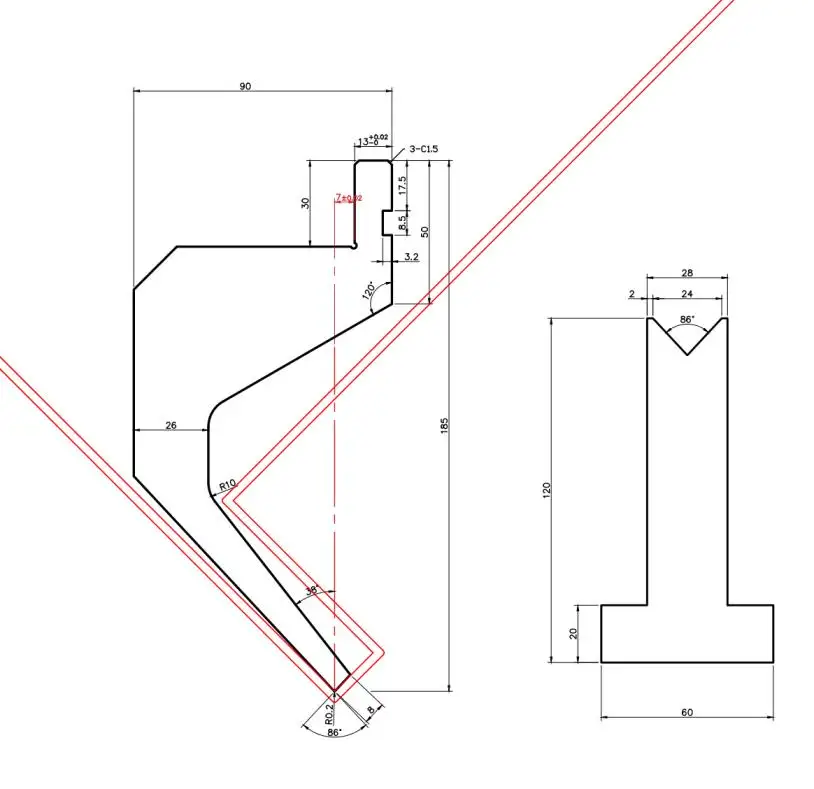
I tipi di punzoni coprono dritto, flessione, Arco narrativo, e profili speciali. Un punzone dritto con punta di 88° e raggio R0.2 offre aperture strette e flange nitide. È adatto per parti simmetriche e larghezze di apertura ridotte. Punzoni a piccolo angolo, come punte di 30° o 45° con un raggio di punta intorno a R0,67, Permettere spazio intorno ai fori, Studs, e boss. Aiutano anche le operazioni di inserimento profondo e riducono il rischio di collisione quando la flangia è corta.
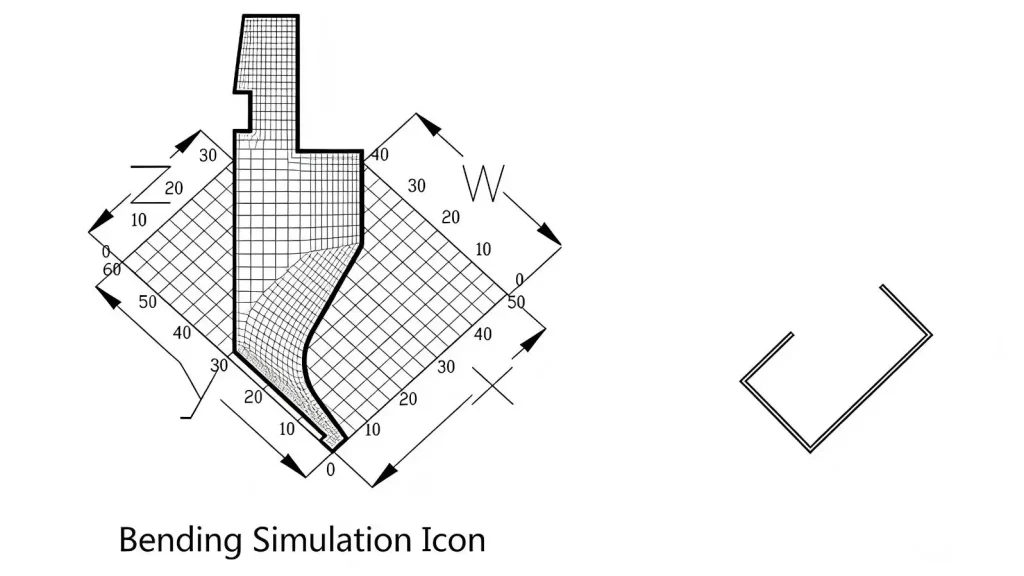
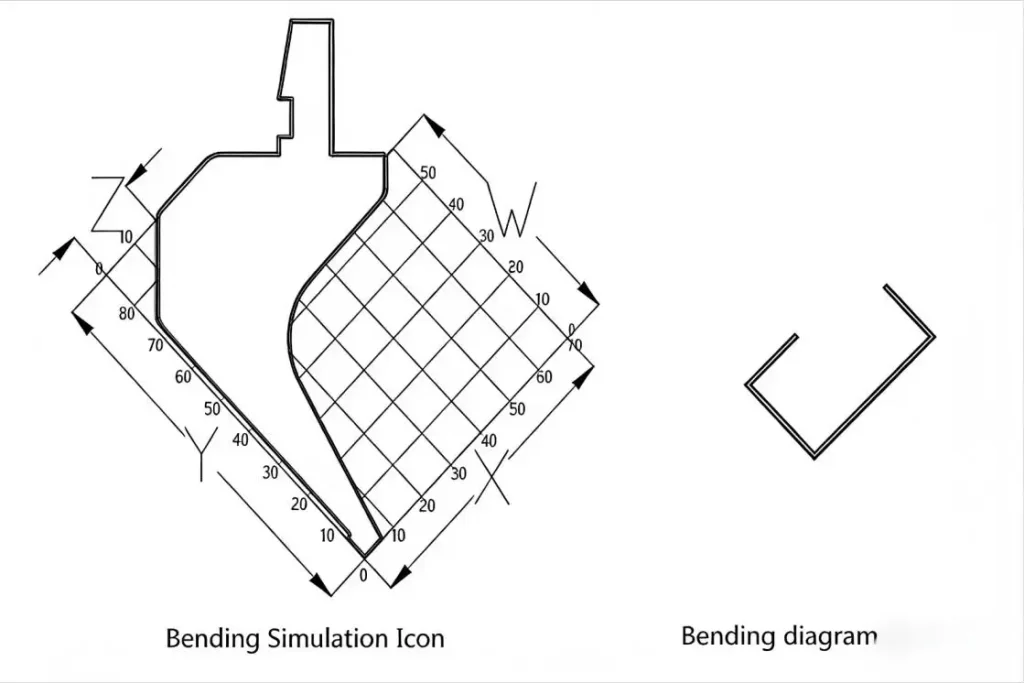
I coltelli piegatori gestiscono l'altezza dello spazio lungo la direzione W. Per il piccolo coltello piegabile, l'evitamento è affidabile fino a X > 15 millimetro, e le condizioni di flessione sono soddisfatte quando Y > 30 millimetro. Per il grande coltello piegatore, l'evitamento si degrada quando X > 25 millimetro, e le condizioni di flessione sono soddisfatte quando Y > 75 millimetro. Queste soglie aiutano i pianificatori a scegliere il coltello corretto per evitare che l'utensile colpisca indietro durante il colpo.
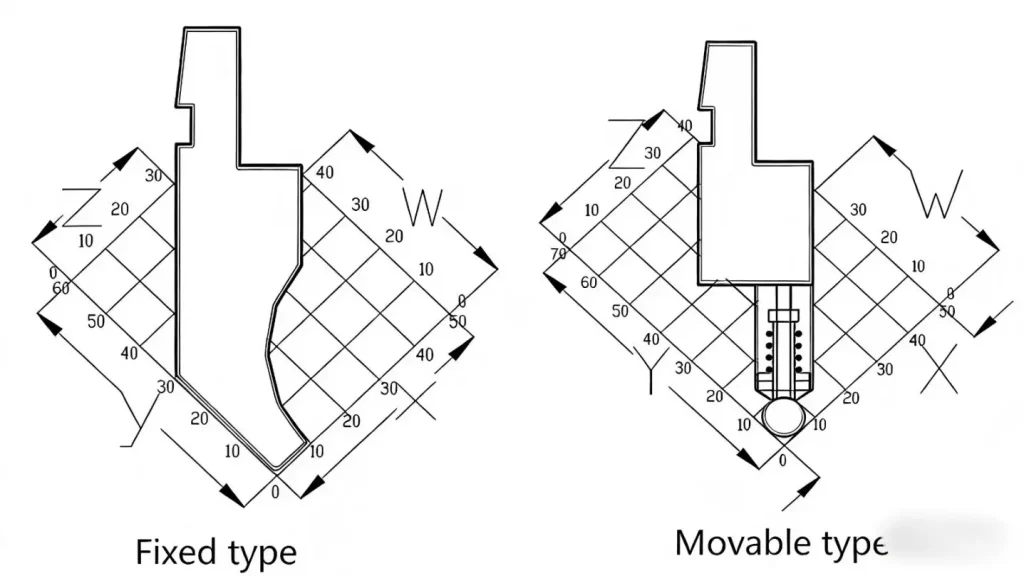
Coltelli ad arco, fisso o mobile, Consentire una formazione costante ad arco con una barra rotonda sostitutiva. Una regola pratica per la scelta della scanalatura a V nel lavoro ad arco è il diametro della barra rotonda più il doppio dello spessore della piastra. Questa coppia stabilisce il contatto e la diffusione, minimizzazione dei segni e delle zone piatte nella tangente.
I punzoni speciali includono opzioni offset e di orlo. I punzoni offset sono disponibili in lunghezze integrali come 415 mm e 835 millimetro. Formano forme disegnate specificate, ma materiali spessi intorno a T = 2.0 può mostrare una rientranza più forte dovuta alla concentrazione della forza. I punzoni a orlo appiattisconono il bordo dopo una pre-piegatura. Quando non è disponibile un condo dedicato all'orlo, Si può usare un comune die per piegatura, ma bisogna evitare la scanalatura a V per evitare linee di impronta.

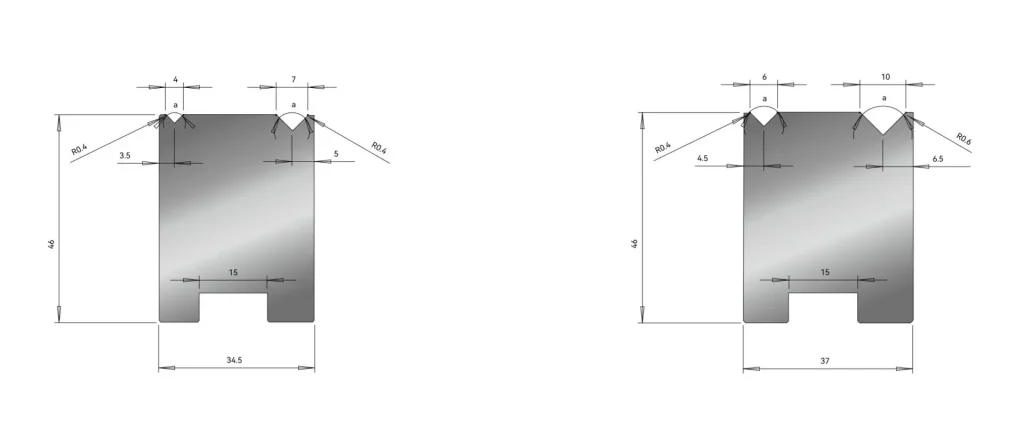
- Nozioni di base sul die e sulla scanalatura a V
Scegliere il die giusto determina il tonnellaggio, Controllo a ritorno a molle., e qualità del raggio interno. Per freni a pressa CNC per la fabbricazione di metalli, selezionare le scanalature a V per spessore, Resistenza dei materiali, e il raggio necessario. Le aperture a V di riferimento sono 4V, 6V, 7V, 8V, 10V, 12V, 16V, e 25V. I conigli sono tipicamente 26 mm o 46 mm di altezza, Influenza della luce diurna, autorizzazione, e intervallo di scartamento posteriore. Inserire die profondi con 4V, 6V, 8V, e 12 Le scanalature permettono angoli acuti da 30° a 180° preservando la qualità della superficie.
• Utilizzare punzoni a corpo singolo per precisione. 415 mm e 835 Configurazioni generali di copertura mm.
• Scegliere sezioni segmentate (10 - 300 millimetro) per flange strette e caratteristiche varie.
• Scelga le aperture a V nel 4V - 25Banda V per bilanciare forza e raggio.
• Scegli 26 mm o 46 Altezza del die in mm per adattarsi alla luce diurna della macchina e all'altezza del pezzo da lavoro.
•Per archi, impostare la scanalatura a V dal diametro della barra rotonda + 2T per contatto liscio.
Flusso di lavoro pratico e punti dolenti nel freno a pressione CNC per la fabbricazione del metallo
Molti difetti alla prima esecuzione derivano da errori di sequenza, Scarso allineamento dello scartamento di arretramento, o utensili inadeguati. JS RAGOS forma i team a convalidare ogni fase prima della produzione completa. L'obiettivo è semplice: eliminare le interferenze, Angoli di stabilizzazione, e minimizzare la deriva cumulativa di tolleranza.
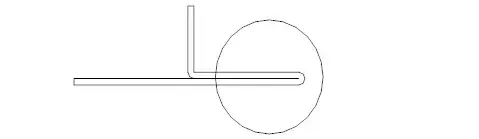
- Nozioni di base per la configurazione L-Bend
L-bending è l'operazione più comune e pone le basi per le sequenze Z e N. Posiziona con due dita di backgauge e mantieni la dimensione della curva sulla stessa linea centrale. Per flange piccole, L'elaborazione della posizione inversa è spesso più stabile. Gli angoli acuti richiedono un die profondo a inserimento e un punch acuto per una piega pulita; 88I punzoni di punta ° o 30° aiutano a ridurre le collisioni intorno a fori o dadi.
• Allinearsi con scartamento a due punti; Evitare il skew durante il colpo.
• Controllare l'interferenza tra il punch e il backgauge per dimensioni molto piccole.
•Se un foro è vicino alla linea di curvatura o la dimensione del bordo è inferiore a metà di una scanalatura a V, Aspettati una trazione; Regolare il metodo o pre-premere la linea con un taglio a 88°.
• Quando piccoli slot a V causano espansione, prima piega a un grande angolo con la piccola V, poi rifinisci con un dado normale per stabilizzare la dimensione.
- Sequenziamento Z-Bend reso semplice
Una curva a Z forma una flangia inversa dopo una curva a L. Completa la curva a L a 89,5°- 90° per controllare il ritorno a balanza. Per il secondo colpo, Il pezzo e il conno devono rimanere piatti per evitare torsioni. Pianifica la sequenza per minimizzare le interferenze della piattaforma. Se si verifica un'interferenza, piega 1 a un angolo più grande per prima, Poi formare Bend 2, e infine pressurizzare la curvatura 1 per il bersaglio. Questa sequenza protegge le superfici e mantiene la linea di scartamento.
• Creare inizialmente la curva a L; procedere con la contropiega.
• Validare l'autorizzazione delle piattaforme; se il cassone o il coprire ostacolano, Riassegnazione.
• Per curve Z acute, Prima raggiungimento di 90°, Poi profondità di posizione 2, Poi la profondità 1.
- Gestione delle curve ad arco
La formazione ad arco può utilizzare un die a 90° o una barra rotonda dedicata con un coltello ad arco. Alcune parti non raggiungeranno la geometria finale solo con un die a 90°; Una spinta manuale o un die a 88° può aiutare a portare l'arco in tolleranza. Usa un dispositivo di rilevamento per controllare la corda ad arco e assicurarti che la linea visiva corrisponda alla stampa. Per archi a 90°, una regola di selezione semplice è V = 2(R + T), che bilancia raggio e spessore del materiale.
Oltre la sequenza, I principianti affrontano la marcatura superficiale e la deriva dell'angolo accumulata. Fogli spessi intorno a T = 2.0 tendono a mostrare rientrazioni più marcate. Utilizzare pellicole protettive, Raggi del die più morbidi, oppure scanalature a V più larghe per ridurre i segni. Evita i centri di utensili misti; conferma che i punti di punzione si trovano su una sola linea per proteggere la coerenza degli angoli tra le stazioni.
Controllo qualità, Manutenzione, e supporto JS RAGOS
Il freno a pressa CNC per la fabbricazione del metallo richiede misurazioni costanti e macchine stabili. JS RAGOS raccomanda l'ispezione del primo articolo su ogni nuova configurazione, insieme ai controlli giornalieri degli indicatori e alla calibrazione programmata. Scegli le macchine in base alla larghezza di flessione, Lunghezza, Pressione richiesta, Stazioni disponibili, e bisogni di evitamento. Una buona disposizione riduce rilavori e rottami.
• Convalidare la dimensione dello spazio vuoto in ogni fase del processo per evitare che gli errori si accumulino.
• Re-zero degli scartamenti; verifica ripetibilità e stabilità prima del lancio.
• Selezionare un freno a pressione in base alla larghezza, Lunghezza massima, stazza, e spazio per evitare utensili/pezzi.
• Eseguire ispezioni del primo articolo e monitorare gli angoli durante il lotto.
• Semplificare la disposizione: piega dall'interno verso l'esterno, Piccole a grandi, e da generale a complesso.
Un metodo attento, abbinata a strumenti corretti, Trasforma la produttività e la qualità. Se il tuo team è nuovo al CNC press Brake per la Fabbricazione Metallica, JS RAGOS può aiutare. I nostri ingegneri applicativi forniscono formazione in loco, Simulazioni di curvatura, e audit degli utensili. Adattiamo il punch- L'Ambientazione, valida la sequenza del bend, e protegge la qualità delle finiture nelle tue costruzioni reali in officina.
Chiamata all'azione: Collaborare con JS RAGOS per programmare una demo dal vivo, Richiedi esempi di pieghe con i tuoi materiali, oppure prenota una recensione degli utensili. Illustreremo un piano chiaro per la rampa, Iterazioni di limite, e accelerare i risultati al primo tentativo a destra.

