













初心者ガイド: 金属加工用CNCプレスブレーキ
CNCプレスブレーキは、安定した精度で板金を曲げます. CNCはバックゲージや工具を整列します. パンチからダイへの動きが各角度を作り出します. このガイドでは、工具の選択肢を解説しています, 明確なベンドオーダー, そして信頼性の高い品質チェック. この本は、典型的な現場の問題とそれを回避する方法に取り上げています. 慎重にパンチやダイの選択が干渉を減らすことがわかります, スプリングバックの操作, 仕上げを保護しつつ、処理量を増加させます.

金属製造用CNCプレスブレーキの金型基礎
JS RAGOSは、まずは工具の規律から始めることを推奨しています. 右パンチとダイは衝突を防ぎます, 標識を減らす, 角度を安定化させる. 初心者チームはパンチの作り方を理解しておくべきです, 先端の形状, そして生産前のVグルーブ選択.
- 初心者向けのパンチの選択肢
インテグラルパンチは高い安定性と迅速なセットアップをサポートします. 一般的な積分長は次の通りです。 415 mm および 835 ミリメートル. スプリットパンチは短いフランジや複雑な部品に柔軟性をもたらします. 典型的な分割セグメントには以下があります 10, 15, 20, 40, 50, 100 (左角), 100 (右角), 200, そして 300 ミリメートル. 曲げ長さに合わせてセグメントを組み合わせて隙間を避けることができます.
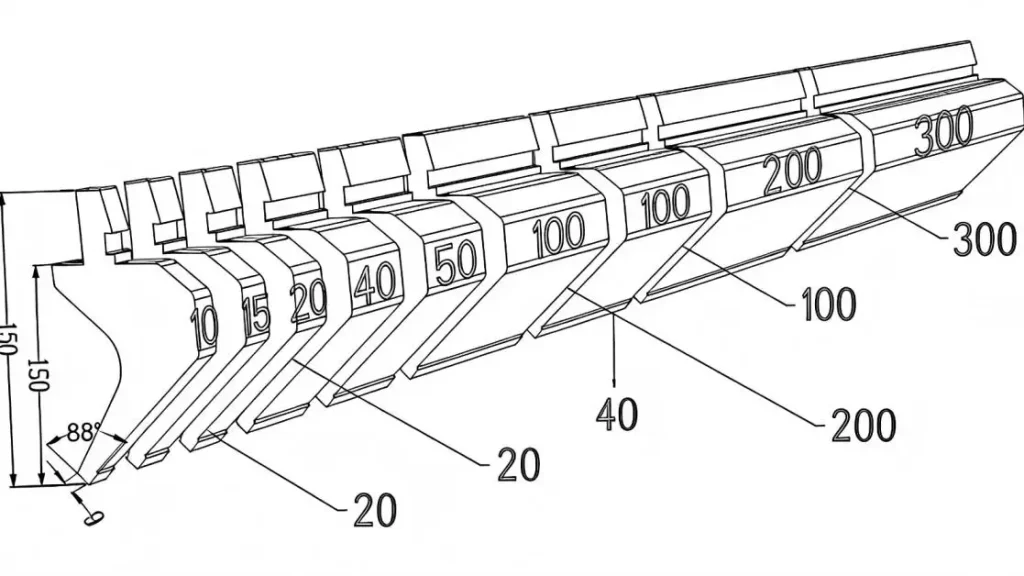
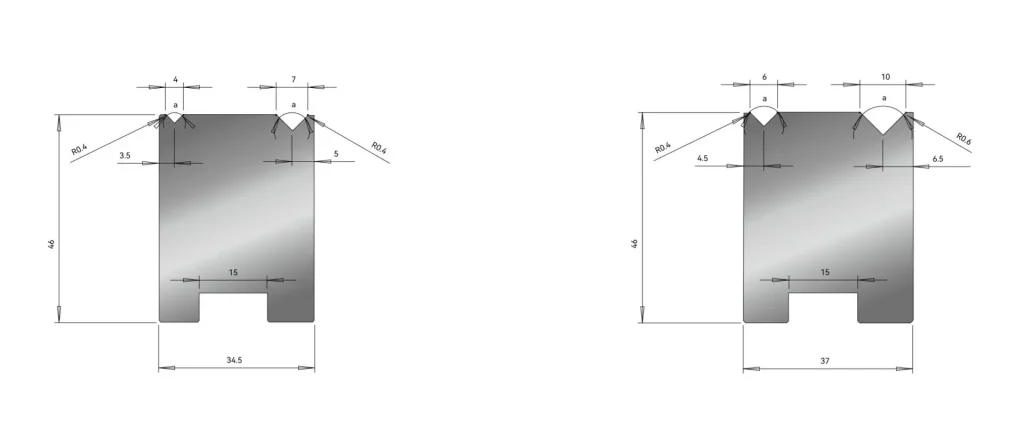
パンチタイプはまっすぐカバーします, ベンディング, アーク, および特別プロファイル. 88°の先端とR0.2のストレートパンチは、開口部が密く、フランジがシャープでクリアになります. 対称部品や小さな開口幅に適しています. 小角度パンチ, 例えば、30°または45°の先端で、先端半径は約R0.67です, 穴の周りのクリアランスを確保, スタッド, そしてボスたち. また、深い挿入作業を助け、フランジが短くなった場合の衝突リスクも軽減します.
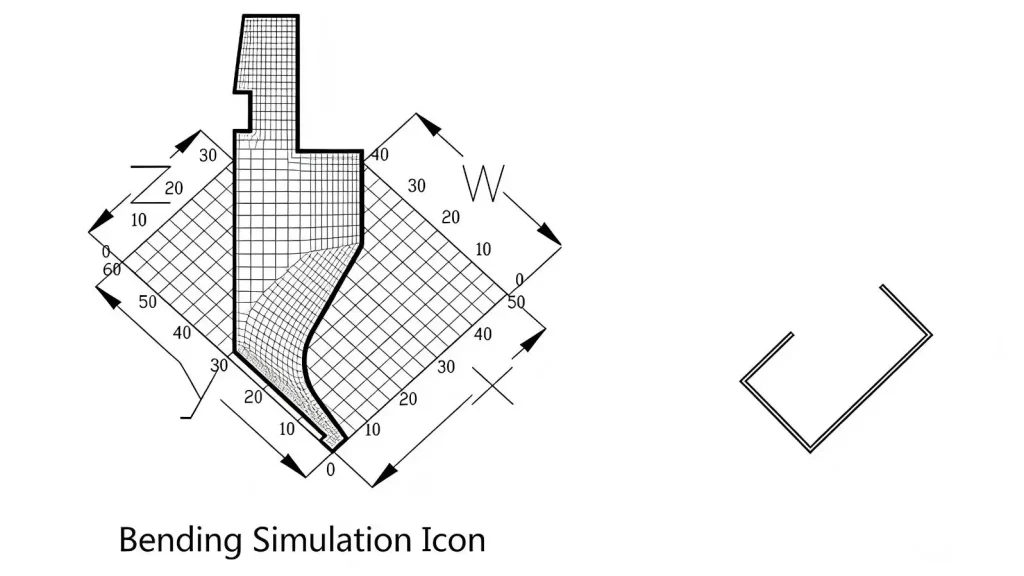
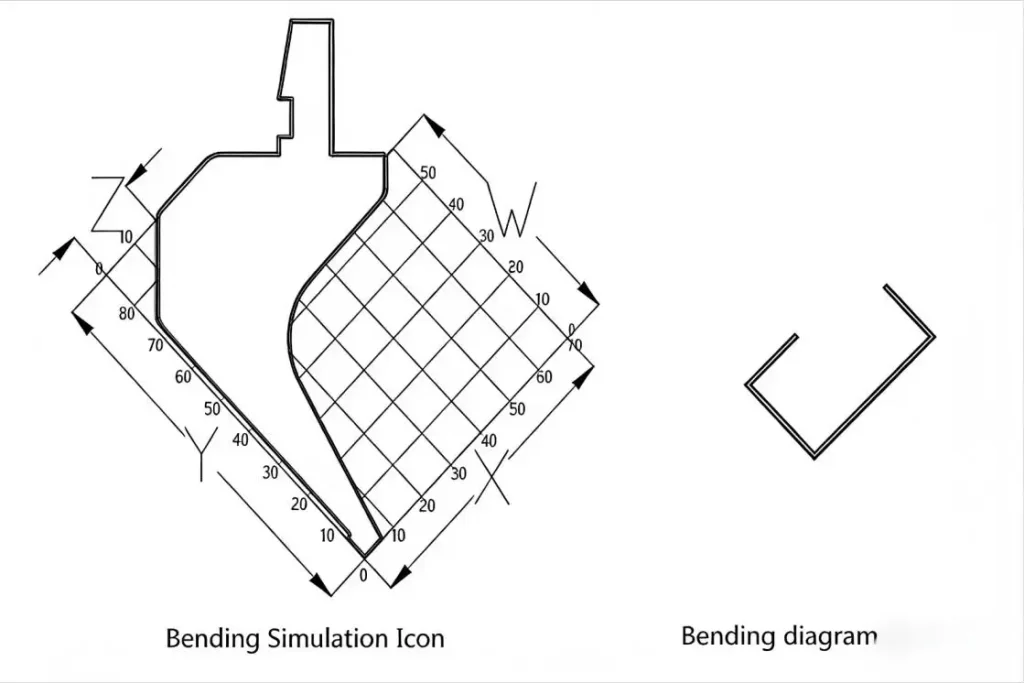
曲げナイフはW方向のクリアランスを管理します. 小さな曲げナイフのために, 回避はXまでは信頼できる > 15 ミリメートル, 曲げ条件はYのときに満たされます > 30 ミリメートル. 大きな曲げナイフのために, 回避はXのときに劣化します > 25 ミリメートル, 曲げ条件はYのときに満たされます > 75 ミリメートル. これらの閾値は、ストローク中に工具をバックさせるのを防ぐために適切なナイフを選ぶのに役立ちます.
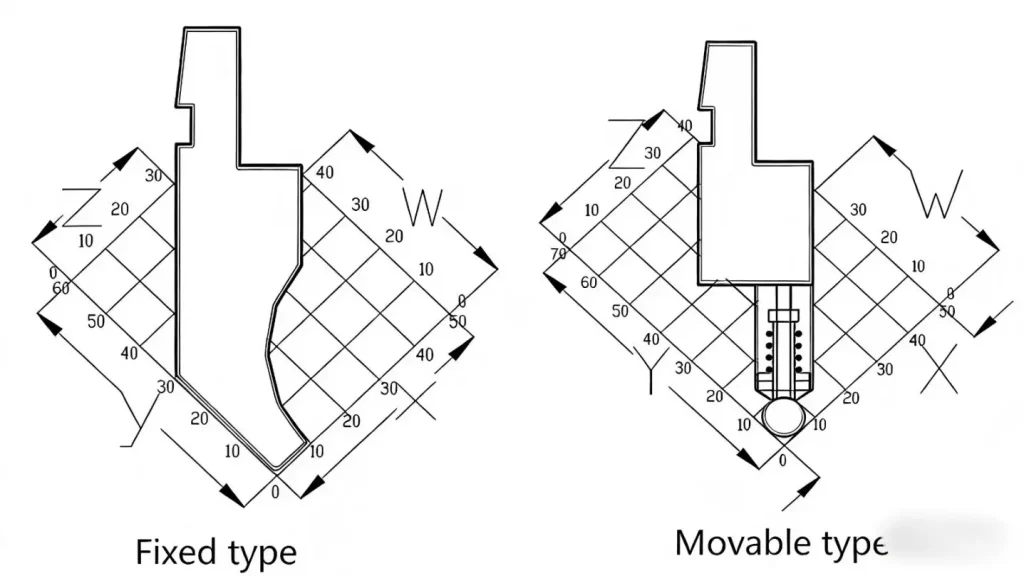
アークナイフ, 固定式か可動性か, ラウンドバーの交換で安定したアーク形成を可能にします. アークジョブにおけるダイV溝選択の実用的なルールは、丸棒径に板厚を2倍加えることです. この組み合わせは接触と拡散を安定させます, 接線部分での痕や平らな部分を最小化すること.
特殊なパンチにはオフセットやヘミングのオプションがあります. オフセットパンチは、以下のような整数長で提供されています。 415 mm および 835 ミリメートル. それらは指定された描画された形状を形成します, しかし、Tの周りの厚い物質は=。 2.0 力の集中により強いへこみが見られることがあります. ヘミングパンチは、前曲げの後に刃を平らにします. 専用のヘミングダイがない場合, 一般的な曲げダイを使うことができます, しかし、印痕線を防ぐためにV字溝は避けなければなりません.

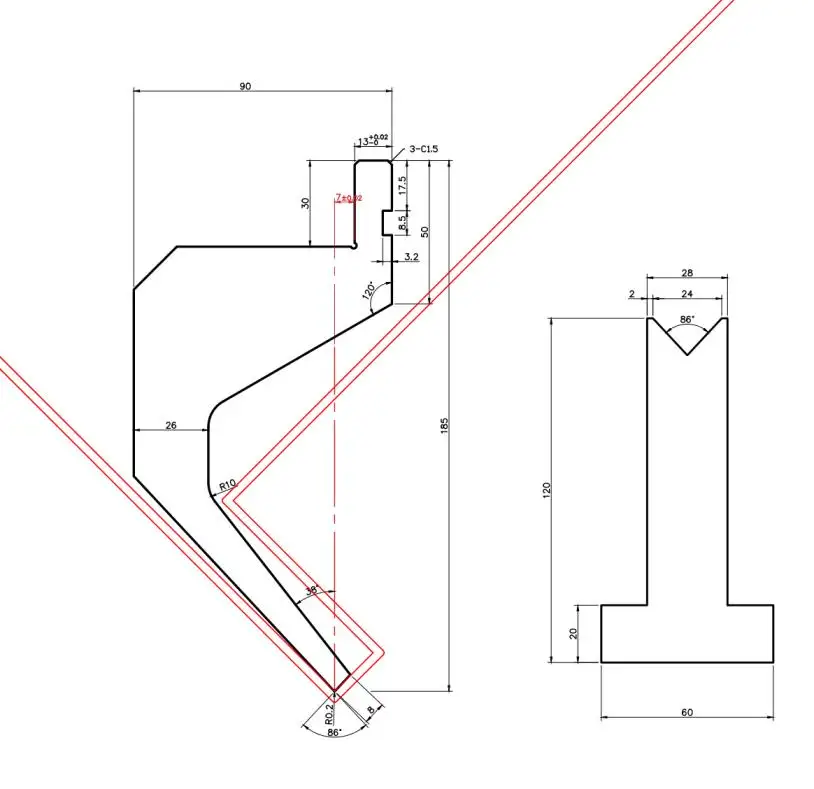
- ダイとVグルーヴの基本
正しいダイを選ぶことでトン数が決まります, スプリングバック制御, および内側半径品質. 金属製造用CNCプレスブレーキ用, 厚さごとにV溝を選択する, 材料強度, および必要な半径. ゴートゥVオープニングは4Vです, 6V, 7V, 8V, 10V, 12V, 16V, および25V. ダイは通常 26 mm または 46 身長はmmです, 日照に影響を与える, クリアランス, およびバックゲージレンジ. 4Vの深ダイを挿入してください, 6V, 8V, そして 12 溝は30°から180°までの鋭角を許容しつつ、表面品質を保つことができます.
・精度のために単一ボディパンチを使用する. 415 mm および 835 MM カバー 一般的なセットアップ.
•区画選択 (10 - 300 ミリメートル) タイトなフランジや多様な特徴のために.
・4VのV字開口部をピックする - 25Vバンドは力と半径のバランスを取る.
・ピック 26 mm または 46 機械の日光とワークピースクリアランスに合わせたMMのダイ高さ.
•弧の場合, ラウンドバー径からのVグルーブセット + 2Tは滑らかな接触を示します.
金属加工用CNCプレスブレーキの実用的なワークフローと課題
多くの初回実行の欠陥はシーケンスエラーから生じます, バックゲージのアライメント不良, または不適切な金型. JS RAGOSは、本格生産前に各ステップを検証するためのチームを訓練しています. 目的はシンプルです: 干渉を排除する, 安定化角度, 累積公差ドリフトを最小化し、.
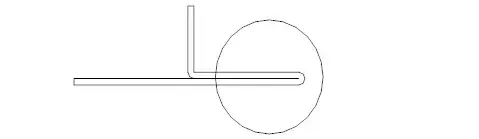
- Lベンドセットアップの基本
Lベンディングは最も一般的な操作であり、Z列とN列の基礎となります. バックゲージの指を2本使って位置を決め、曲げの寸法は同じ中心線に保ちます. 小さなフランジの場合, 逆位置処理はしばしばより安定しています. 鋭角にはインサート、深いダイと鋭いパンチできれいな折り目が必要です; 88先端のパンチは、穴やナット周辺の衝突を減らすのに役立ちます.
・2点バックゲージとアライメント; ヒット中のスキュー回避.
・非常に小さいサイズの場合、パンチとバックゲージ間の干渉をチェック.
・穴が曲げ線の近くにある場合、またはエッジサイズがV溝の半分未満の場合, 引っ張りを期待してください; 方法を調整するか、88°カッターでラインをプレプレスします.
・小さなVスロットが膨張を引き起こす場合, まず小さなVで大きな角度に曲げる, その後、通常のダイで仕上げてサイズを安定させます.
- Zベンドシーケンスのシンプル化
ZベンドはLベンドの後にリバースフランジを形成します. L字ベンドを89.5°で完成します- 90回転を制御するために. 2回目のヒット, ねじれを防ぐために、ワークピースとダイは平らに置かれなければなりません. プラットフォームの干渉を最小限に抑えるように順序を計画してください. 干渉が発生した場合, 曲がり 1 まずはより大きな角度に, そしてフォーム・ベンド 2, そして最後に加圧して曲げる 1 ターゲットに. この配列は表面を保護し、ゲージラインを保持します.
・最初にL字曲げを作成する; 次にカウンターベンドを進めてください.
・プラットフォームクリアランスの検証; ベッドやバックゲージが邪魔になる場合, 再配列.
・急性Z字曲げに対して, まず90°を達成する, 次に位置深度 2, 次に奥行き 1.
- アークベンドの管理
アーク成形には90°のダイスや専用のラウンドバーとアークナイフが使われます. 一部の部品は90°ダイだけでは最終的な形状に到達できません; 手押しや88°のダイスを使うと、アークを公差に収めるのに役立ちます. 検知器具を使ってアークコードを確認し、視覚的な線がプリントと一致しているか確認してください. 90°弧の場合, 単純な選択則は V = です 2(R + T), 半径と材料の厚さをバランスさせる.
ビヨンドシーケンス, 初心者向けフェイスサーフェスマーキングと累積角度ドリフト. T周辺の厚いシート= 2.0 へこみがより強い傾向があります. 保護フィルムの使用, より柔らかいダイラジ, または、マークを減らすためにより広いV溝を設けた. 混合型材センターは避けましょう; 駅間で角度の一貫性を守るために、パンチポイントが1本のラインにあることを確認します.
品質管理, メンテナンス, およびJSラゴス支援
金属加工用CNCプレスブレーキは、一貫した測定と安定した機械を必要とします. JS RAGOSは、すべての新しいセットアップに対して初回検査を推奨しています, さらに、毎日のゲージチェックや定期的な校正も行っています. 曲げ幅で機械を選ぶ, 長さ, 必要な圧力, 利用可能な駅, そして回避の必要性. 良いレイアウトは手直しやスクラップを減らします.
・各プロセス段階でブランクサイズを検証し、エラーの積み重ねを防ぐ.
・バックゲージのゼロ修正; 打ち上げ前に再現性と安定性を検証してください.
・幅でプレスブレーキを選択する, 最大長さ, トン数, および工具・部品回避のためのクリアランス.
・バッチ中の第一品検査および監視角度の実施.
・レイアウトの簡素化: 内側から外側へ曲げる, 小規模から大型へ, および一般から複素への変換.
慎重な方法, 適切な金型と組み合わせること, スループットと品質を変換する. もしあなたのチームが金属加工用CNCプレスブレーキを初めて使う場合, JS RAGOSが助けられます. 当社のアプリケーションエンジニアが現地でのトレーニングを提供しています, 曲げシミュレーション, および工具監査. パンチをカスタマイズします- 設定, ベンドシーケンスの検証, そして実際の現場建築の仕上げ品質を守りましょう.
行動の呼びかけ: JS RAGOSと提携してライブデモを予約しましょう, 材料にサンプルの曲がりを依頼してください, または工具レビューの予約も可能です. 明確なランププランをまとめます, 極限反復, そして、初回の正解結果を加速します.

