













Guia para iniciantes: Freio de Prensa CNC para Fabricação de Metais
Um freio de pressão CNC dobra chapas metálicas com precisão estável. O CNC alinha os retro-manômetros e ferramentas. O movimento de perfuração para matriz cria cada ângulo. Este guia apresenta a seleção de ferramentas, uma ordem clara de curvatura, e verificações de qualidade confiáveis. Ele aborda problemas típicos do chão de fábrica e como evitá-los. Você verá como a seleção cuidadosa de punção e dado reduz interferências, Controle Springback, e protege os acabamentos enquanto aumenta o throughput.

Fundamentos de Ferramentaria para Freio de Pressão CNC para Fabricação de Metais
O JS RAGOS recomenda começar pela disciplina de ferramentas. O punção e o dado certos impedem colisões, Marcação de redução, e estabilizar ângulos. Equipes iniciantes devem entender a construção de socos, Geometria da ponta, e seleção de sulcos em V antes da produção.
- Escolhas de Socos para Iniciantes
Os perfuradores integrados suportam alta estabilidade e configuração rápida. Comprimentos integrais comuns são 415 mm e 835 milímetro. Os perfuradores divididos adicionam flexibilidade para flanges curtas e peças complexas. Segmentos divididos típicos incluem 10, 15, 20, 40, 50, 100 (Chifre esquerdo), 100 (Trompa direita), 200, e 300 milímetro. Você pode combinar segmentos para igualar o comprimento de flexão e evitar espaços.
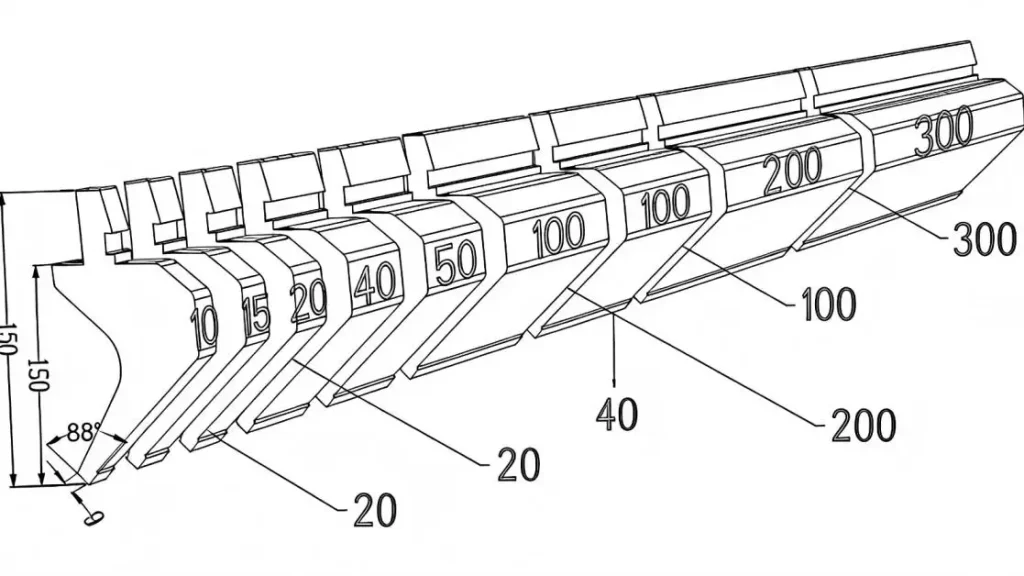
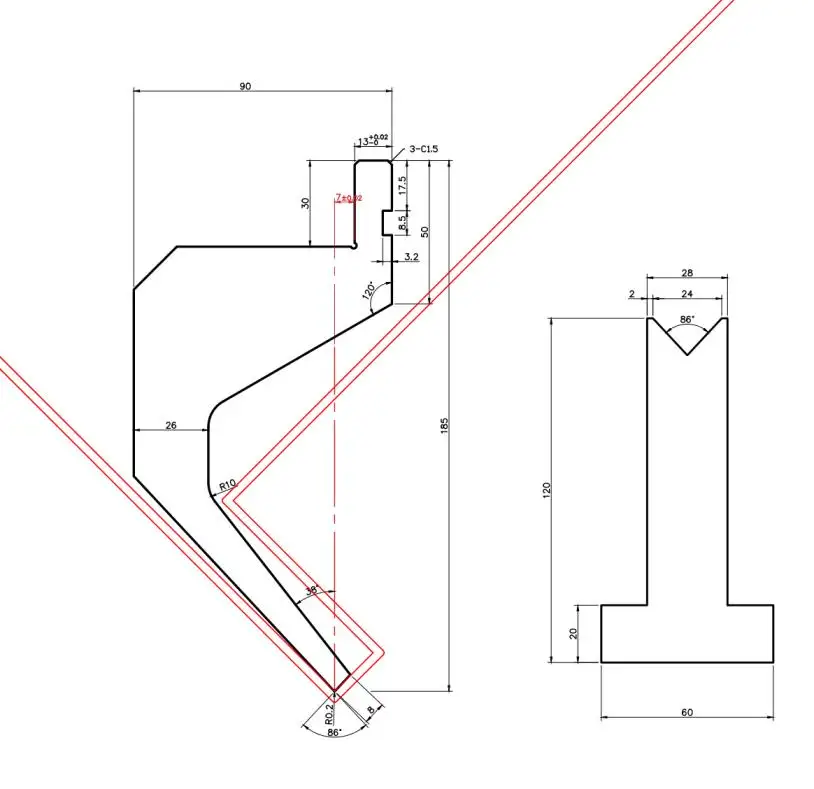
Tipos de punção cobrem reto, Dobra, Arco, e perfis especiais. Um punção reto com ponta de 88° e raio de ponta R0.2 oferece aberturas apertadas e flanges nítidas. É adequado para peças simétricas e aberturas de abertura pequenas. Punções de pequeno ângulo, como pontas de 30° ou 45° com raio de ponta em torno de R0,67, Permitir espaço ao redor dos buracos, Studs, e chefes. Eles também ajudam nas operações de inserção profunda e reduzem o risco de colisão quando a flange está curta.
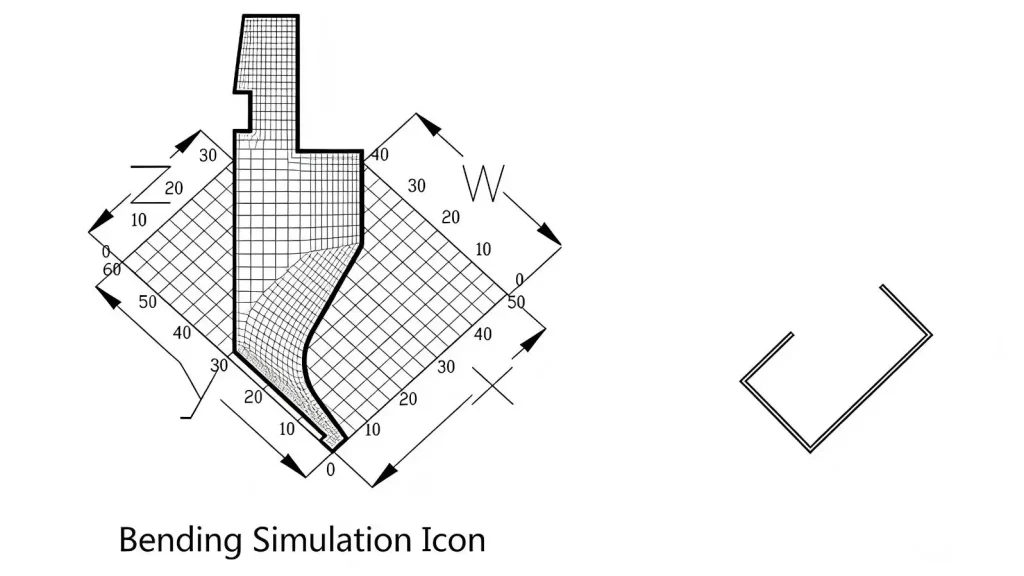
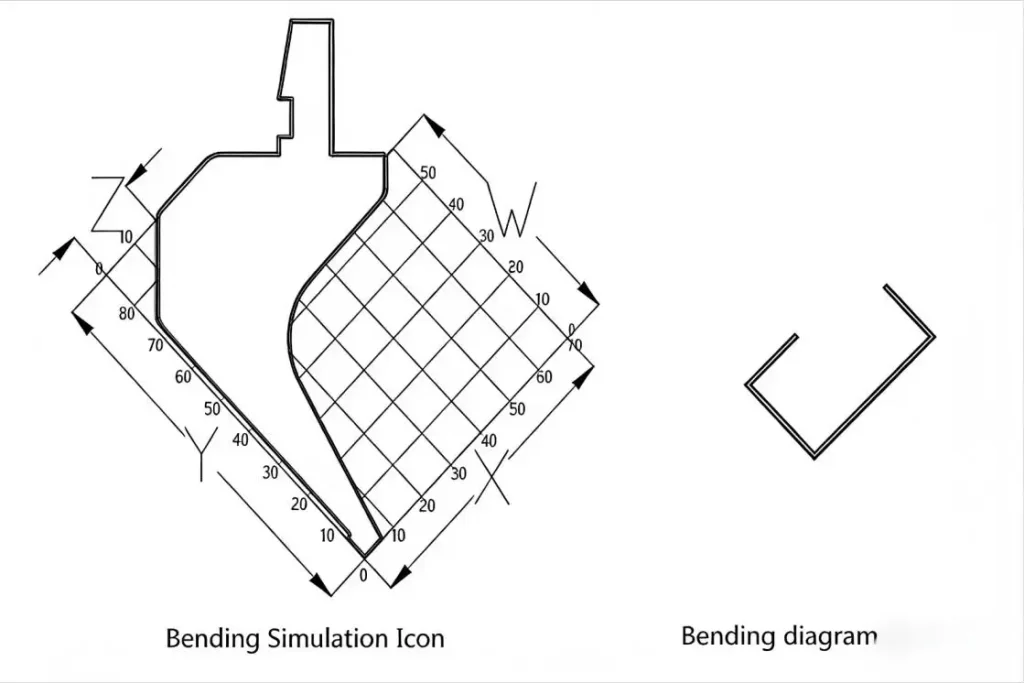
Facas de dobra gerenciam a folga na direção W. Para a pequena faca de dobra, a evitação é confiável até X > 15 milímetro, e condições de flexão são satisfeitas quando Y > 30 milímetro. Para a faca de dobra grande, a evitação se degrada quando X > 25 milímetro, e condições de flexão são satisfeitas quando Y > 75 milímetro. Esses limiares ajudam os planejadores a escolher a faca correta para evitar que a ferramenta recue durante o golpe.
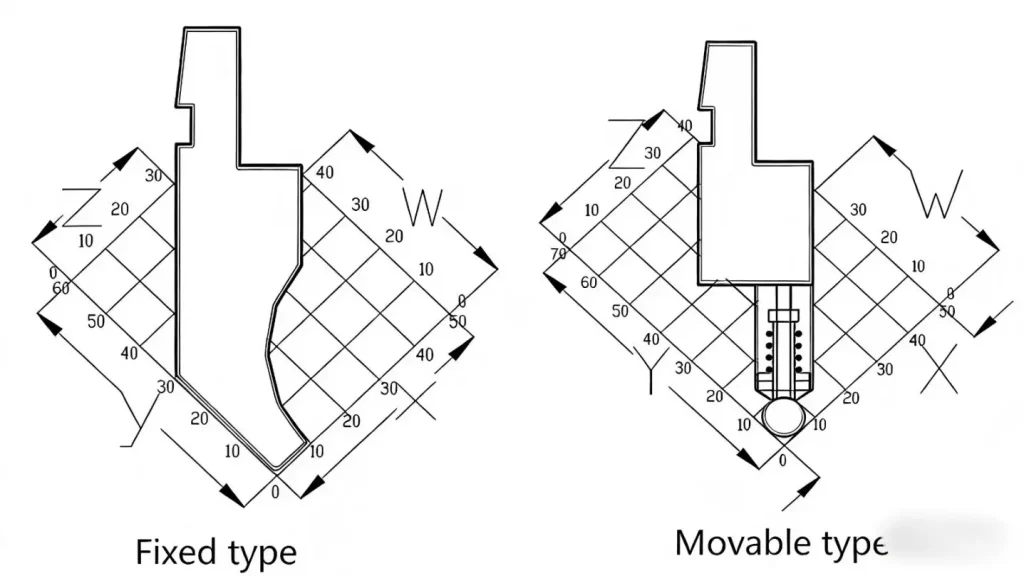
Facas de arco, fixo ou móvel, Permitir a formação consistente de arco com uma barra redonda de reposição. Uma regra prática para a seleção de sulcos em V em trabalhos de arco é o diâmetro da barra redonda mais duas vezes a espessura da placa. Esse emparelhamento estabiliza o contato e a dispersão, minimizando marcas e pontos planos na tangente.
Punções especiais incluem opções de offset e de barra. Punches offset estão disponíveis em comprimentos integrais, como 415 mm e 835 milímetro. Eles formam formas desenhadas especificadas, mas materiais espessos ao redor de T = 2.0 pode apresentar uma indentação mais forte devido à concentração de força. Os punhos de barradura achatam a borda após uma pré-dobra. Quando um cunho dedicado à bainha não está disponível, Um die de flexão comum pode ser usado, mas o sulco em V deve ser evitado para evitar linhas de impressão.

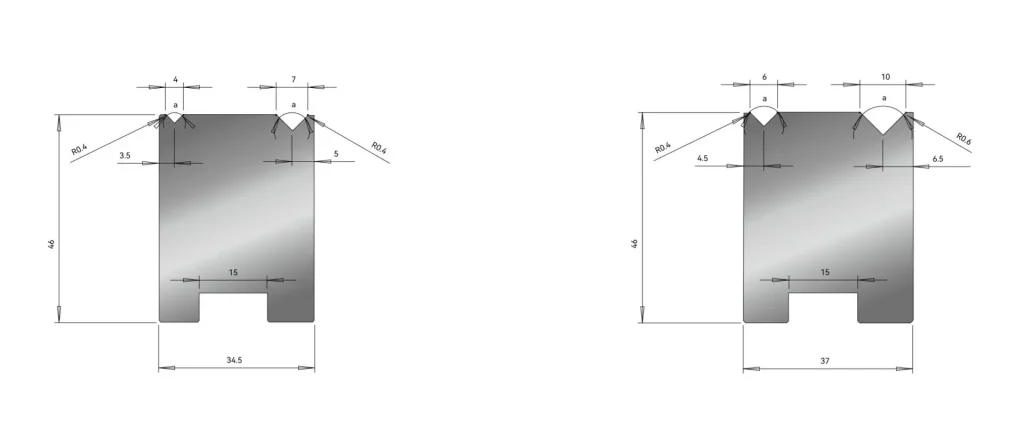
- Fundamentos do Die e do Rastro em V
Escolher o cunho certo determina a tonelagem, Controle de retorno de energia, e qualidade do raio interno. Para Freio de Pressão CNC para Fabricação de Metais, selecione sulcos em V por espessura, Resistência do material, e o raio necessário. As aberturas em V de acesso são 4V, 6V, 7V, 8V, 10V, 12V, 16V, e 25V. Os dados são tipicamente 26 mm ou 46 mm de altura, afetando a luz do dia, Autorização, e alcance de bitola de fundo. Insira dies profundos com 4V, 6V, 8V, e 12 Os sulcos permitem ângulos agudos de 30° a 180° preservando a qualidade da superfície.
• Usar perfuros de corpo único para precisão. 415 mm e 835 Configurações gerais de cobertura mm.
• Escolha seções segmentadas (10 - 300 milímetro) para flanges apertadas e características variadas.
• Aberturas em V com pick no 4V - 25Banda V para força e raio de equilíbrio.
• Escolha 26 mm ou 46 Altura do molde em mm para se ajustar à luz diurna da máquina e à folga das peças.
• Para arcos, Ajuste o sulco em V a partir do diâmetro da barra redonda + 2T para contato suave.
Fluxo de trabalho prático e pontos problemáticos em freio de pressão CNC para fabricação de metal
Muitos defeitos na primeira execução vêm de erros de sequência, Alinhamento ruim do retrobitoio, ou ferramentas inadequadas. O JS RAGOS treina equipes para validar cada etapa antes da produção completa. O objetivo é simples: eliminar interferência, Ângulos de estabilização, e minimizar a deriva cumulativa de tolerância.
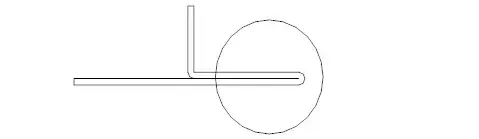
- Fundamentos da Configuração do L-Bend
A L-flexão é a operação mais comum e estabelece a base para as sequências Z e N. Posicione com dois dedos de funda e mantenha a dimensão da curvatura na mesma linha central. Para flanges pequenas, O processamento por posição reversa costuma ser mais estável. Ângulos agudos precisam de um chip profundo inserido e um punção aguda para uma dobra limpa; 88Punções de ponta ° ou 30° ajudam a reduzir colisões ao redor de furos ou porcas.
• Alinhar com o bitômetro de fundo de dois pontos; Evite o desvío durante o acerto.
• Verificar interferência entre o punção e o calibre de fundo para tamanhos muito pequenos.
•Se um furo estiver próximo à linha de curvatura ou o tamanho da borda for menor que metade do sulco em V, Espere puxar; ajuste o método ou pré-pressione a linha com um cortador de 88°.
• Quando pequenos slots em V causam expansão, primeira curva para um grande ângulo com o V pequeno, Depois finalize com um dado normal para estabilizar o tamanho.
- Sequenciamento Z-Bend Simplificado
Uma curva em Z forma uma flange reversa após uma curva em L. Complete a curva em L a 89,5°- 90° para controlar o recuo. Para a segunda rebatida, a peça de trabalho e o cunho devem ficar planos para evitar torção. Planeje a sequência para minimizar a interferência da plataforma. Se ocorrer interferência, Curva 1 para um ângulo maior primeiro, Depois, forme Bend 2, e finalmente pressurizar a curva 1 para mirar. Essa sequência protege as superfícies e mantém a linha de bitola.
• Criar a curva em L inicialmente; Prossiga com a contracurva em seguida.
• Validar a liberação da plataforma; se a caixa/trastorno atrapalhar, Resequência.
• Para curvas Z agudas, primeiro alcance 90°, Depois, profundidade de posição 2, depois profundidade 1.
- Gerenciando as Curvas de Arco
A formação por arco pode usar um dado de 90° ou uma barra redonda dedicada com uma faca de arco. Algumas peças não atingirão a geometria final apenas com um dado de 90°; Um empurrar manual ou um dado de 88° pode ajudar a trazer o arco para a tolerância. Use um dispositivo de detecção para verificar o arco e garantir que a linha visual corresponda à impressão. Para arcos de 90°, uma regra simples de seleção é V = 2(R + T), que equilibra raio e espessura do material.
Além da sequência, Marcação de superfície de rosto para iniciantes e desvio acumulado de ângulo. Folhas grossas ao redor de T = 2.0 tendem a apresentar indentação mais forte. Use filmes de proteção, raios de matriz mais macios, ou sulcos em V mais largos para reduzir marcas. Evite centros de ferramentas mistas; confirme que os pontos de perfuração estão em uma linha para proteger a consistência do ângulo entre estações.
Controle de Qualidade, Manutenção, e suporte JS RAGOS
Freio de Prensa CNC para Fabricação de Metais exige medição consistente e máquinas estáveis. A JS RAGOS recomenda a inspeção do primeiro artigo em cada nova configuração, além de verificações diárias de medidor e calibração programada. Escolha máquinas pela largura de flexão, Comprimento, Pressão necessária, Estações disponíveis, e necessidades de evitação. Um bom layout reduz reformulações e sucata.
• Validar o tamanho das lacunas em cada etapa do processo para evitar que erros se acumulem.
• Re-zero os retroativos; Verifique a repetibilidade e a estabilidade antes do lançamento.
• Selecione um freio de pressão pela largura, Comprimento máximo, tonelagem, e folga para evitar ferramentas/peças.
• Realizar inspeção do primeiro artigo e monitorar ângulos durante o lote.
• Simplificar o layout: dobrar de dentro para fora, Pequeno a Grande, e geral a complexo.
Um método cuidadoso, Combinado com ferramentas corretas, Transformação de Rendimento e Qualidade. Se sua equipe é nova em Freios de Prensa CNC para Fabricação de Metais, JS RAGOS pode ajudar. Nossos engenheiros de aplicação oferecem treinamento presencial, Simulações de curvatura, e auditorias de ferramentas. Nós ajustamos o punch- A Configuração, validar sequenciamento de bend, e proteja a qualidade do acabamento nas suas construções reais no chão de fábrica.
Chamado à ação: Faça parceria com JS RAGOS para agendar uma demonstração ao vivo, Peça amostras de dobragens com seus materiais, ou agende uma avaliação de ferramentas. Vamos delinear um plano claro de rampa, Iterações de limite, e acelerar resultados de direita na primeira.

