













Руководство для начинающих: Пресс-тормоз с ЧПУ для металлообработки
Пресс-тормоз с ЧПУ гнёт листовой металл с стабильной точностью. ЧПУ выравнивает задние датчики и инструменты. Движение от удара к краху создаёт каждый угол. В этом руководстве изложен выбор инструментов, Чистый порядок изгиба, и надёжные проверки качества. Он решает типичные проблемы на производстве и способы их избежать. Вы увидите, как тщательный выбор ударов и кубиков снижает помехи, Управление пружинным движением, и защищает отделки, одновременно увеличивая пропускную способность.

Основы оснастки для пресс-тормозов с ЧПУ для металлообработки
JS RAGOS рекомендует начать с дисциплины инструментов. Правильный удар и штамп предотвращают столкновения, Уменьшить маркировку, и стабилизирующие углы. Команды начинающих должны понимать конструкцию пуансона, Геометрия кончиков, и выбор V-образных канавок перед производством.
- Выбор ударов для начинающих
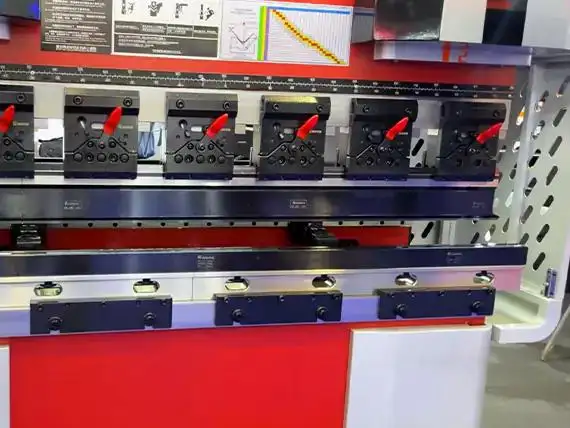
Интегрированные пуансовы обеспечивают высокую стабильность и быструю установку. Распространённые интегральные длины следуют 415 мм и 835 миллиметр. Раздельные пуансовы добавляют гибкости для коротких фланцев и сложных деталей. Типичные разделённые сегменты включают 10, 15, 20, 40, 50, 100 (Левый рог), 100 (Правый рог), 200, и 300 миллиметр. Можно комбинировать сегменты, чтобы соответствовать длине изгиба и избегать зазоров.
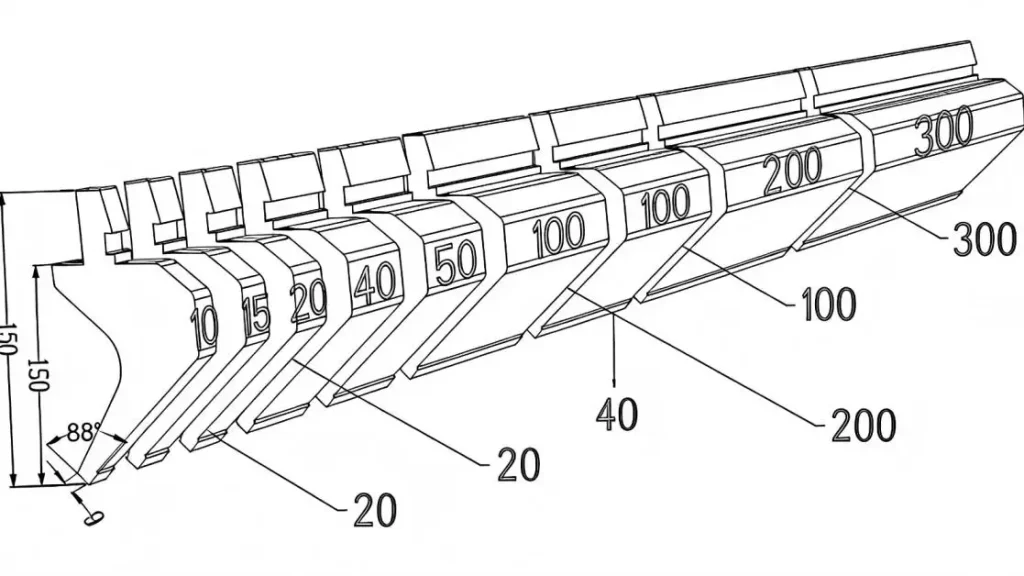
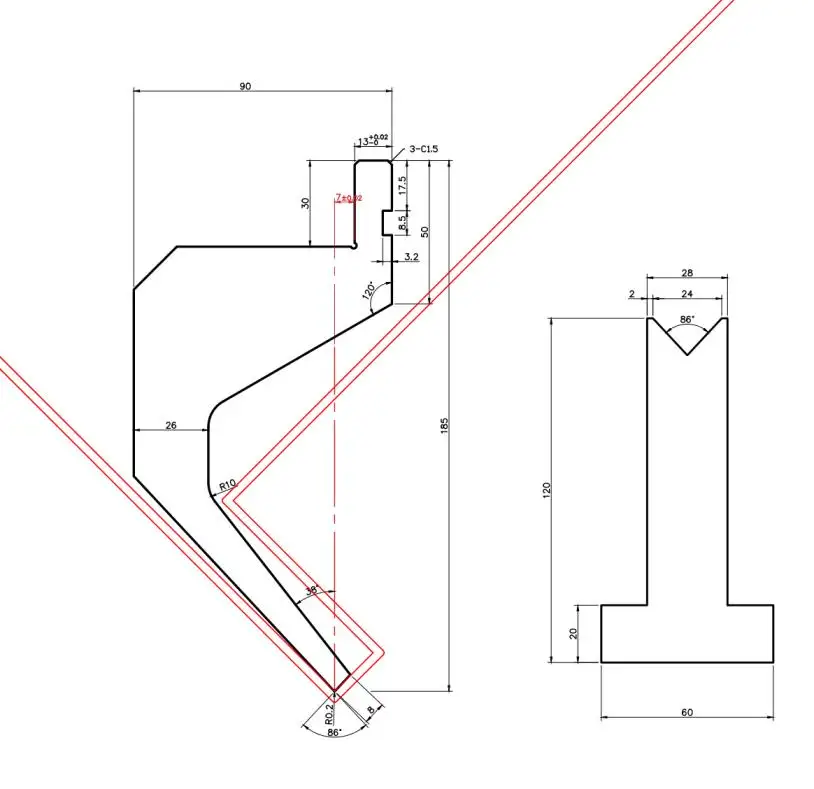
Типы пуансона покрывают прямую, гибка, Арка, и специальные профили. Прямой пуансон с радиусом наконечника и конца 88° R0.2 обеспечивает плотные отверстия и чёткие фланцы. Он подходит для симметричных деталей и малых ширин отверстия. Удары под малым углом, например, наконечники 30° или 45° с радиусом около R0.67, Обеспечить пространство вокруг отверстий, Стойки, и боссы. Они также помогают в глубокой вставке и снижают риск столкновений, если фланец короткий..
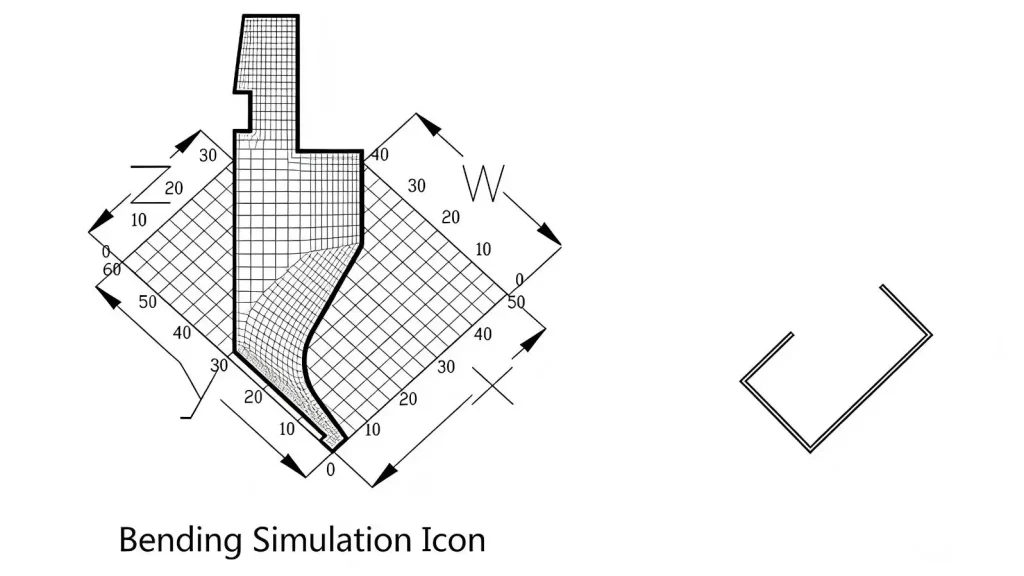
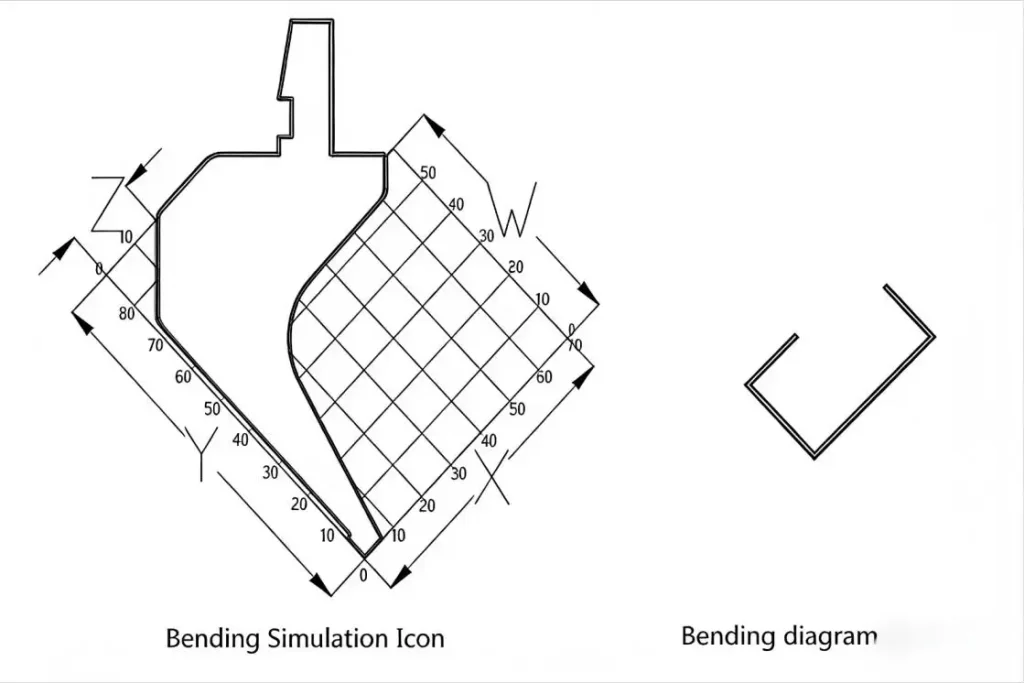
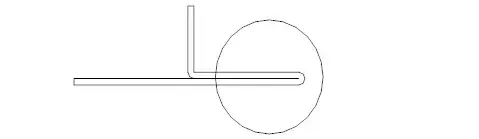
Изгибающие ножи управляют зазором вдоль направления W. Для маленького изгибающего ножа, Избегание надёжно до X > 15 миллиметр, и условия изгиба выполняются, когда Y > 30 миллиметр. Для большого изгибающего ножа, Избегание ухудшается, когда X > 25 миллиметр, и условия изгиба выполняются, когда Y > 75 миллиметр. Эти пороги помогают планировщикам выбрать правильный нож, чтобы не задеть инструмент назад во время гребка.
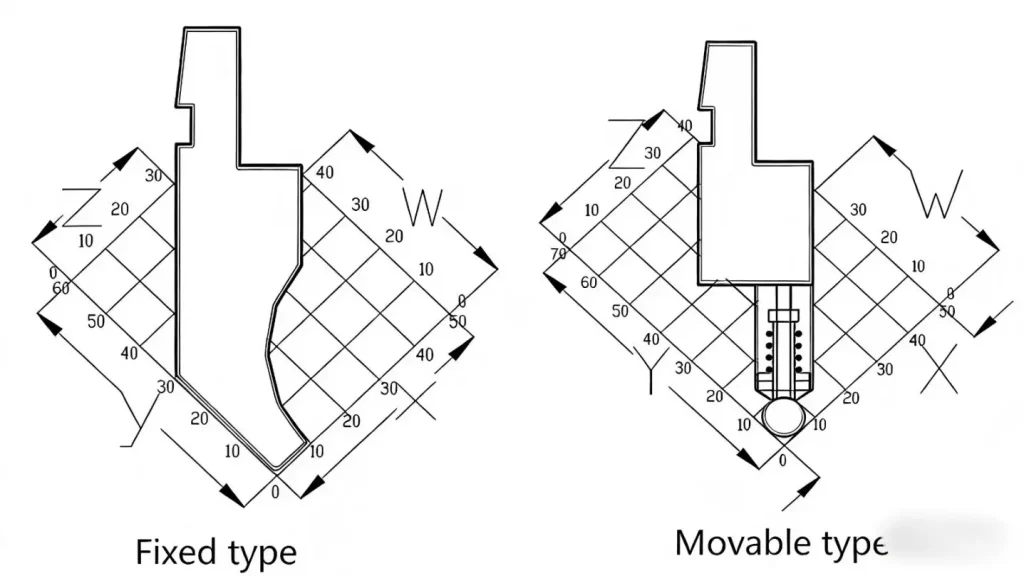
Дуговые ножи, фиксированный или подвижный, Обеспечение постоянного формования дуги с заменой круглой планки. Практическое правило выбора штампов V-образной канавки в дуговых заданиях — диаметр круглого стержня плюс толщина пластины в два раза больше. Такое сочетание стабилизирует контакт и распространение, Минимизация отметок и плоских пятен на касании.
Особые пуансовы включают варианты смещения и подшивки. Смещённые пуаносы доступны в целых длинах, таких как 415 мм и 835 миллиметр. Они образуют заданные нарисованные формы, но толстые материалы вокруг T = 2.0 Может быть более сильное вмятиние из-за концентрации силы. Накопляющие пуансы выравнивают кромку после предварительного изгиба. Когда отдельная штемпель для подшивки недоступна, Можно использовать распространённый изгибающий штамп, но V-образную канавку необходимо избегать, чтобы предотвратить линии отпечатка.

- Основы кристалла и V-образных канавок
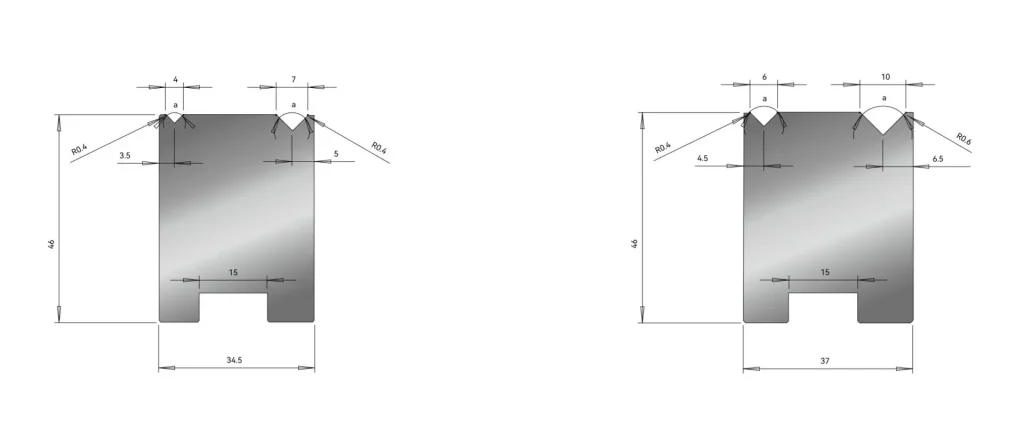
Правильный выбор штампа определяет тоннаж, Управление пружинным движением, и качество внутри радиуса. Для пресс-тормозов с ЧПУ для металлообработки, Выберите V-образные канавки по толщине, Прочность материала, и необходимый радиус. Go-To V-отверстия — 4V, 6V, 7V, 8V, 10V, 12V, 16V, и 25V. Штампы обычно 26 мм или 46 мм высотой, Влияние на дневной свет, Допуск, и диапазон задней колеи. Вставляйте глубокие штампы с 4V, 6V, 8V, и 12 Канавки позволяют делать острые углы от 30° до 180°, сохраняя при этом качество поверхности.
• Использовать одиночные пуансовы для точности. 415 мм и 835 MM Cover Общие настройки.
•Выберите сегментированные секции (10 - 300 миллиметр) для плотных фланцев и различных элементов.
• Отключение V-образных отверстий в 4V - 25V-диапазон до баланса силы и радиуса.
•Pick 26 мм или 46 Высота кристалла мм для установки дневного освещения и зазора заготовки.
• Для арок, установка V-образной канавки от диаметра круглого стержня + 2T — плавный контакт.
Практический рабочий процесс и проблемные моменты в ЧПУ-тормозе для металлообработки
Многие дефекты при первом запуске возникают из-за ошибок последовательности, Плохое выравнивание задней колеи, или неподходящее оборудование. JS RAGOS обучает команды проверять каждый этап перед полным производством. Цель проста: Устраняйте помехи, Углы стабилизации, и минимизировать суммулятивный дрейф допуска.
- Основы настройки L-Bend
L-изгиб — самая распространённая операция, которая закладывает основу для последовательностей Z и N. Позиционируйте двумя пальцами для задней части и сохраняйте размер изгиба на одной центральной линии. Для малых фланцев, Обработка обратного положения часто более стабильна. Острые углы требуют глубокой вставки и острого удара для чистой складки; 88° или 30° пуаноны с углом 30° помогают уменьшить столкновения вокруг отверстий или гайок.
• Выравнивание с двухточечной задней колеей; Избегайте смещения во время удара.
• Проверьте помехи между перфоратором и задней манометрией при очень малых размерах.
• Если отверстие находится рядом с линией изгиба или размер кромки меньше половины V-образной канавки, Ожидай притяжения; Скорректируйте метод или предварительно прессуйте линию с помощью резака под углом 88°.
•Когда маленькие V-слоты вызывают расширение, сначала согните под большим углом с помощью маленькой буквы V, затем завершайте обычным штампом для стабилизации размера.
- Секвенирование Z-bend упрощено
Z-образный изгиб образует обратный фланец после L-образного изгиба. Выполните L-образный изгиб под углом 89,5°- 90° для контроля пружинного движения. Для второго удара, Заготовка и штамп должны лежать ровно, чтобы избежать скручивания. Планируйте последовательность так, чтобы минимизировать помехи платформы. Если возникает помеха, Бенд 1 сначала на больший угол, затем сформировать изгиб 2, и, наконец, изгиб давления 1 к цели. Эта последовательность защищает поверхности и удерживает линию колеи.
• Изначально создать L-образный изгиб; Далее выполняйте контр-бенд.
•Проверка допуска платформы; Если стол/задний датчик мешают, Ресеквенция.
• Для острых Z-образных изгибов, сначала достичь 90°, затем глубина позиции 2, затем глубина 1.
- Управление дуговыми изгибами
Формообразование дуги может использовать штамп с углом 90° или отдельный круглый стержень с дуговым ножом. Некоторые детали не достигают окончательной геометрии только при 90° кубике; Ручное толчок или кубик 88° могут помочь привести дугу в допуск. Используйте фиксатор обнаружения, чтобы проверить хорду дуги и убедиться, что визуальная линия совпадает с отпечатком. Для дуг под углом 90°, простое правило выбора — V = 2(R + T), который балансирует радиус и толщину материала.
За пределами последовательности, Начинающие, маркировка поверхности лица и накопленный дрейф под углом. Толстые листы вокруг T = 2.0 имеют более сильное вмятиние. Использование защитных пленок, Более мягкий радиус кристалла, или более широкие V-образные канавки для уменьшения следов. Избегайте смешанных инструментальных центров; Подтвердите, что точки пробивания расположены на одной линии для защиты согласованности угла между станциями.
Контроль качества, Содержание, и поддержка JS RAGOS
Пресс-тормоз с ЧПУ для металлообработки требует последовательных измерений и устойчивых станков. JS RAGOS рекомендует осмотр первой статьи при каждой новой установке, а также ежедневные проверки приборов и запланированную калибровку. Выбирайте станки по ширине, Длина, Требуемое давление, Доступные станции, и потребности в избегании. Хорошая компоновка снижает переработку и утилизацию.
• Проверять размер пустых карт на каждом этапе процесса, чтобы предотвратить накопление ошибок.
• Перенулить задние колеи; Проверьте повторяемость и стабильность перед запуском.
•Выберите пресс-тормоз по ширине, максимальная длина, тоннаж, и допуска для избегания инструментов и деталей.
• Провести инспекцию первой статьи и контролировать углы во время партии.
• Упростить планировку: Изгиб изнутри наружу, От малого к большому, и от общего к комплексному.
Осторожный метод, в сочетании с правильным оборудованием, Преобразование пропускной способности и качества. Если ваша команда только начинает использовать CNC press brake для металлообработки, JS RAGOS может помочь. Наши инженеры по приложениям проводят обучение на месте, Симуляции изгибов, и аудиты инструментов. Мы подбираем пунш- Подготовка, валидировать секвенирование изгибов, и защитить качество отделки на ваших производственных площадках.
Призыв к действию: Сотрудничайте с JS RAGOS для организации живого демо, Запросите образцы изгибов из ваших материалов, Или запишитесь на обзор инструментов. Мы составим чёткий план рампы, Лимитные итерации, и ускорение результатов с первого раза.

