













ما هو بدل الانحناء? 2026 دليل سريع لفرامل الضغط CNC للبيع بالجملة
مشاريع الفرامل الضغطية CNC بالجملة غالبا ما يتعثر لسبب متوقع واحد: تم تقدير النمط المسطح بدلا من هندسه. في 2026, فرق التصنيع تدير أوقات تقدم أقصر, تعديلات أكثر من أجزاء, ومتطلبات تجهيز أكثر صرامة. وهذا يجعل رياضيات الانعطاف مهارة يومية, ليس سرا من "المخطط الجداري". في شبيبة راغوس, نبني فرامل ضغط للانحناء المتكرر, ونعلم الأساسيات التي تساعد مبرمجي CAD/CAM وCNC الجدد على حماية عائد المواد, تجنب إعادة العمل, والحفاظ على استقرار جداول التسليم.

لماذا مخصص الانحناء tالعدد الصغير الذي يتحكم في التكاليف الكبيرة
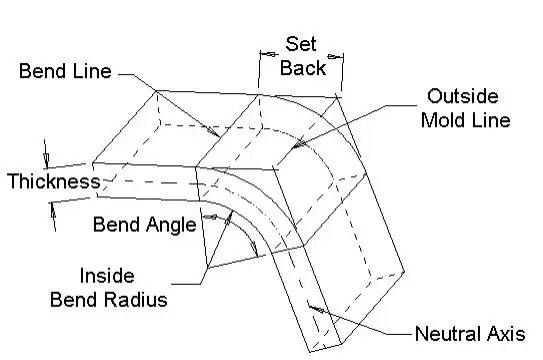
سماح الانحناء هو طول القوس عبر منطقة الانحناء, يقاس على طول المحور المحايد — الطبقة داخل المادة التي لا تتمدد أو تضغط أثناء الانحناء. هذا التعريف مهم لأن الانفتح لا يتعلق بالسطح الداخلي أو الخارجي. الانطواء يدور حول مسار المحور المحايد.
عمليا, ميزة الانحناء هي التي تحول الجزء ثلاثي الأبعاد إلى نمط مسطح يتناسب فعليا مع الانحناء النهائي. عندما يكون هذا الرقم خاطئا, الفشل ليس خفيا. الفلانج تخرج قصيرة, مواقع الحفر تتغير, والتجميعات تتطلب الضرب أو الاهتزاز. عندما يكون مخصص الانحناء مناسبا, مقالك الأول يصبح تأكيدا, ليس تصحيحا.
بالنسبة للعديد من مشتري مكابح الضغط CNC بالجملة, بدل المنحنى هو دافع هادئ للربحية. يؤثر بشكل مباشر على معدل الخردة, زمن الدورة, ومدى ثقتك في تقديم أسعار الوظائف دون الحاجة إلى حشو.
✅ عدد أقل من الفراغات التي تم إلغاء المقال الأول
✅ تجهيز أفضل بين الدفعات والمشغلين
✅ اقتباس أكثر استقرارا لأن إعادة العمل تنخفض
المفاهيم الأساسية التي يجب على المبتدئين إتقانها أولا
المبتدئ لا يحتاج إلى عشرات التركيبات. يحتاجون إلى مجموعة صغيرة من المصطلحات تشرح ما تفعله الورقة في منطقة الانحناء. بمجرد أن تكون هذه واضحة, تصبح الرياضيات منطقية.
• المحور المحايد: الطبقة النظرية التي لا يتغير فيها طول المادة في الانحناء.
• عامل K: موقع المحور المحايد يعبر عنه كنسبة من السماكة.
• نصف قطر الانحناء الداخلي: نصف القطر على السطح الداخلي لمنطقة الانحناء.
• خط القالب: حيث تتقاطع أسطح الحافة الممتدة (حيث غالبا ما تكون الرسومات ذات أبعاد).
• الانتكاسة: المسافة من خطوط الانحناء إلى خط القالب.
من بين هذه, عامل K هو المفهوم الذي يفصل بين التخمين والنتائج المسيطر عليها. عامل K ليس قيمة "صحيحة" واحدة لكل وظيفة. يتحول مع سلوك المادة وطريقة الانحناء. المواد الصلبة تضغط أقل من الداخل وتتمدد أكثر من الخارج, دفع المحور المحايد أقرب إلى الداخل. نصف قطر الانحناء الأصغر يزيد من الحاجة إلى الضغط, كما تحرك المحور المحايد إلى الداخل.
✅ المواد الناعمة → المحور المحايد تبقى أقرب إلى المركز
✅ المواد الأكثر صلابة → المحور المحايد تتحرك نحو الداخل
✅ نصف قطر أصغر → ضغط أكبر, المحور المحايد يتحرك إلى الداخل
لهذا السبب أيضا تقوم الفرق ذات الخبرة بتوحيد الأدوات وطرق الثني كلما أمكن ذلك. كلما كانت العملية أكثر اتساقا, كلما أصبح سلوك المحور المحايد أكثر اتساقا.
صيغة البدلة للانحناء, جعل عمليا
تظهر العديد من المصادر الإلكترونية معادلات "مختلفة" لبدل الانحناء, لكن معظمها نفس العلاقة مكتوبة باختصارات مختلفة. شكل عمل واسع الاستخدام هو:
سماح الانحناء = زاوية × (p / 180) × (نصف القطر + سمك عامل K ×)
الحد الأول يحول الدرجات إلى راديان. الدورة الثانية, (نصف القطر + K × سمك), هو نصف القطر الفعلي للقوس عند المحور المحايد. هذه هي النقطة التي يغفل عنها الكثير من المبتدئين: المحور المحايد ليس على نصف قطر الداخل ولا على السطح الخارجي. يقع في مكان ما داخل السماكة, وعامل K يصف حيث.
مثال بسيط على شكل L Bracket يمكنك نسخه
لإظهار مدى نظافة هذا, استخدم المثال أدناه:
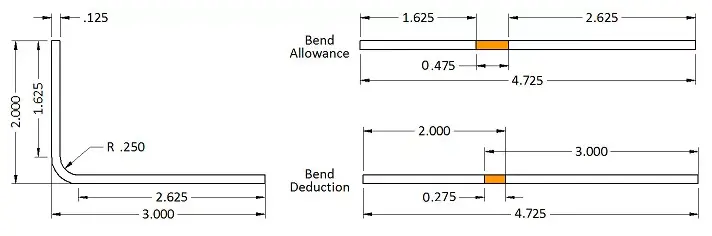
• ساقان: 2 في و 3 في
• السماكة: 0.125 في
• نصف قطر الداخل: 0.250 في
• زاوية انحناء: 90°
• عامل K: 0.42
الآن احسب:
بدل الانحناء = 90 × (p / 180) × (0.250 + 0.42 × 0.125) = 0.475 في
ثم طول النمط المسطح هو مجموع أطوال الحافة بالإضافة إلى سماح واحد للانحناء لمنطقة الانحناء. في هذا المثال, الطول المسطح النهائي يصبح 4.725 في.
لهذا السبب يجب أن يتضمن عملية الانضمام إلى فرامل الضغط CNC على الأقل مثالا واحدا يعمل. مثال دقيق واحد يمنع أسابيع من الأجزاء التجريبية والانحراف البعدي "الغامض".
رسومات خطوط القالب: لماذا يمكن أن يكون تعويض الانحناء أسهل
معظم رسومات الورش الحقيقية لا تبعد النقاط المماسية. تمتد أبعادها إلى تقاطعات الحافة — وتسمى أيضا خطوط القالب. هذا أمر طبيعي, لكن هذا يغير الطريقة التي يجب أن تفكر بها في الكشف.
إذا بنيت نمطا مسطحا من أبعاد خطوط القالب, تعويض الانحناء غالبا ما يكون أكثر ملاءمة. يسمح لك بالحفاظ على الأبعاد التي تراها في الرسم وتطبيق تعديل واحد لكل منعطف.
هناك علاقتان شائعتان هما:
تعويض الانحناء = بدل الانحناء – (2 × النكسة)
التراجع = لون الفاتح(زاوية / 2) × (نصف القطر + السماكة)
هذا يفسر ارتباك كلاسيكي للمبتدئين: جزء "يشبه" 5 في الخارج قد تتكشف أبعاد خط القالب إلى 4.725 بعد احتساب هندسة الانحناء. هذا الفرق ليس خطأ. إنه التصحيح الذي يحتاجه النمط المسطح ليتناسب مع الجزء النهائي. في المثال أعلاه, التعويض هو -0.275, لذا 5.000 في تصبح 4.725 في بعد الطرح.
✅ استخدم ميزة الانحناء عند البناء من نقاط التماس
✅ استخدم تعويض الانحناء عند البناء من خطوط القوالب
✅ اختر طريقة واحدة وتوحيدها عبر CAD/CAM
التوحيد القياسي ليس مجرد تفضيل برمجي. إنه نظام جودة. عندما يستخدم المبرمجون المختلفون افتراضات مختلفة, تحصل على فراغات غير متسقة تبدو "شبه صحيحة" حتى يوم التجميع.
2026 اختصار الإنتاج: جداول المعاملات fأو السرعة aالاتساق
في المتاجر الحديثة, السرعة مهمة. لهذا السبب يستخدم العديد من عملاء CNC للفرامل بالجملة سير عمل مدمج: تعلم النظرية, ثم تطبيق جداول معاملات للتحرك بسرعة أكبر دون فقدان السيطرة.
جداول المعاملات تربط بين ثلاثة متغيرات عملية:
• فتحة V السفلى
• سمك الصفائح
• عامل انحناء (غالبا ما تظهر ك P' أو ما شابه)
إحدى الحالات المرجعية تظهر:
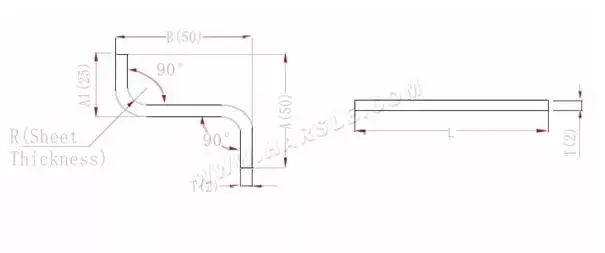
• سمك الصفائح: 2.0 المليمتر
• القالب السفلي: V12
مثال على انحناء ثنائي الانحناء:
• L = A + T + B – 2 × P'
• مع P' = 3.4, الطول الموسع يصبح 95.2 بالنسبة للأبعاد المعطاة.
الاستخدام الصحيح, الطاولات ليست "غشا". هي طريقة من الورشة لتغليف هندسة الانحناء في معامل قابل للتكرار مرتبط بالأدوات والسمك. الحالة مهمة: تعمل الجداول بشكل أفضل عندما تكون العملية متسقة. إذا استمريت في تغيير فتحات القوالب أو طرق الانحناء المزج, افتراضاتك عن معاملاتك تتوقف عن مطابقة الواقع.
✅ برمجة أسرع تحت ضغط التسليم
✅ تباين أقل بين الإزاحات والمشغلات
✅ أفضل النتائج عندما تكون الأدوات والمواد موحدة
إذا كنت تدرب مبرمجا جديدا, النظام التعليمي القوي هو: التعريفات → مثال واحد على الصيغة → متى تستخدم التعويض → كيف ترتبط الجداول بالأدوات.
لماذا تساعد JS RAGOS مشتري CNC على الاعتماد على الثقة
الرياضيات المنحنية تعطي قيمة فقط عندما تستطيع الآلة إعادة إنتاج الافتراضات. استقرار الآلة هو ما يحول الحسابات إلى أجزاء. الزوايا ونصف القطر المتسقة تحافظ على دقة نتائج تعويض الانحناء أو تعويض الانحناء, يساعدك على تقليل الخردة وإعادة العمل.
في شبيبة راغوس, نحن نقدم حلول الفرامل المضغوطة CNC بالجملة مصممة لحماية كفاءة إنتاجك. هدفنا هو مساعدتك في تقليل عدم اليقين في المقال الأول والحفاظ على الدقة في عمليات الإنتاج.
✅ سلوك الانحناء المتكرر الذي يقلل من انحراف الزاوية, لذا تقضي وقتا أقل في "مطاردة" التصحيحات
✅ دعم مناسب للبرمجة حتى يتمكن فريق CAD/CAM من توحيد طريقة واحدة والتدريب بشكل أسرع
✅ موارد حسابية جاهزة للمتجر مثل أدوات تخصيص الانحناء وأدوات خصم الانحناء لتسريع تقديم العروض والفحوصات الأولى
✅ قدرة توريد الجملة للموزعين والمدمجين الذين يحتاجون إلى تكوينات آلات متسقة عبر المواقع
لا ينبغي أن تجبر فرامل الضغط فريقك على تعويض عدم الاستقرار بمزيد من الخردة والفحص الإضافي. يجب أن يدعم الجهاز العملية التي تريدها: التطور المتوقع, الانحناءات المتوقعة, وتسليم متوقع.
CTA: إذا كنت تقيم وحدات الفرامل المضغوطة CNC بالجملة ل 2026 ويريدون عددا أقل من المفاجآت ذات النمط المسطح, تواصل مع JS RAGOS. شارك موادك المشتركة, نطاق السماكة, وزوايا الانحناء النموذجية. سنوصي بإعداد عملي ونوفر مرجعا حسابيا مناسبا للمبتدئين يوازن اختيار الأدوات مع النتائج المتوقعة المتناقصة.

