













Was ist Bündigungszuschuss? 2026 CNC-Pressbremse Großhandels-Schnellleitfaden
Großhandelsprojekte für CNC-Pressbremsen Stolpern oft aus einem vorhersehbaren Grund: Das flache Muster wurde geschätzt statt konstruiert. In 2026, Fertigungsteams haben kürzere Vorlaufzeiten, Weitere Teilüberarbeitungen, und strengere Anforderungen an die Passform. Das macht Bend-Mathematik zu einer täglichen Fähigkeit, kein "Wanddiagramm"-Geheimnis. Bei JS RAGOS, Wir bauen Pressbremsen für wiederholbare Biegungen, und wir lehren die Grundlagen, die neuen CAD/CAM- und CNC-Programmierern helfen, den Materialertrag zu schützen, Überarbeitungen vermeiden, und die Lieferzeiten stabil zu halten.

Warum Bend Allowance ist tDie kleine Zahl, die große Kosten kontrolliert
Biegezustimmung ist die Länge des Bogens durch den Biegungsbereich, Gemessen entlang der neutralen Achse – der Schicht im Material, die sich beim Biegen nicht dehnt oder zusammendrückt. Diese Definition ist wichtig, weil das Entfalten nicht von der Innen- oder Außenfläche abhängt. Das Entfalten bezieht sich auf den Weg der neutralen Achse.
Praktisch gesehen, Bend Allowance verwandelt ein 3D-Teil in ein flaches Muster, das tatsächlich zur fertigen Biegung passt. Wenn diese Zahl falsch ist, Das Scheitern ist nicht subtil. Flansche kommen zu kurz heraus, Lochstandorte driften, und Baugruppen erfordern Erpressung oder Schilling. Wann Bend Allowance richtig ist, Dein erster Aufsatz wird zur Bestätigung, keine Korrektur.
Für viele Großhandelskäufer von CNC-Pressbremsen, Bend Allowance ist ein stiller Rentabilitätstreiber. Sie beeinflusst direkt die Schrottrate, Zykluszeit, und wie selbstbewusst man Jobs ohne Füllmaterial anbieten kann.
✅ Weniger Erstartikel-Rohlinge
✅ Bessere Anpassung zwischen Chargen und Betreibern
✅ Stabilere Angebote, weil die Überarbeitung abfällt
Die Kernkonzepte, die Anfänger zuerst beherrschen müssen
Ein Anfänger braucht keine Dutzende von Formeln. Sie brauchen eine kleine Reihe von Begriffen, die erklären, was das Blatt in der Biegungszone macht. Sobald diese behoben sind, Die Mathematik wird logisch.
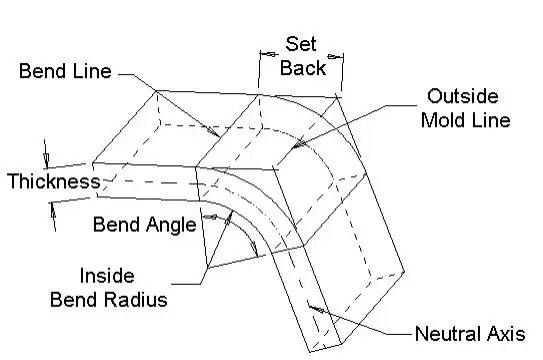
• Neutrale Achse: Die theoretische Schicht, in der sich die Materiallänge in der Biegung nicht ändert.
• K-Faktor: Die Position der neutralen Achse ausgedrückt als prozentualer Dicke.
• Innerhalb des Biegeradius: Der Radius auf der Innenfläche des Biegebereichs.
• Formlinie: Wo sich die ausgedehnten Flanschflächen schneiden (wobei Zeichnungen oft dimensioniert sind).
• Rückschlag: Der Abstand von den Biegelinien bis zur Formlinie.
Unter diesen, K-Faktor ist das Konzept, das Raten von kontrollierten Ergebnissen trennt. Der K-Faktor ist nicht für jeden Job ein einzelner "richtiger" Wert. Er verschiebt sich mit Materialverhalten und Biegemethode. Härtere Materialien drücken innen weniger zusammen und dehnen sich außen mehr, wodurch die Neutralachse näher an die Innenseite gedrückt wird. Ein kleinerer Biegeradius erhöht den Bedarf an Kompression, außerdem bewegt man die neutrale Achse nach innen.
✅ Weichere Materialien → neutrale Achse bleibt näher am Zentrum
✅ Härtere Materialien → neutrale Achse bewegt sich nach innen
✅ Kleinerer Radius → mehr Kompression, Neutrale Achse verschiebt sich nach innen
Deshalb standardisieren erfahrene Teams auch Werkzeug- und Biegemethoden, wann immer möglich.. Je konsistenter der Prozess ist, desto konsistenter wird das Verhalten der neutralen Achse.
Bend Allowance Formel, Praktisch gemacht
Viele Online-Ressourcen zeigen "unterschiedliche" Biege-Ergaben-Gleichungen, Aber die meisten sind die gleiche Beziehung, geschrieben mit unterschiedlichen Abkürzungen. Eine weit verbreitete Arbeitsform ist:
Biegeregelung = Winkel × (p / 180) × (Radius + K-Faktor × Dicke)
Der erste Term wandelt Grade in Radianten um. Die zweite Amtszeit, (Radius + K × Dicke), ist der effektive Radius des Lichtbogens an der neutralen Achse. Das ist der Punkt, den viele Anfänger übersehen: Die neutrale Achse liegt weder im Innenradius noch auf der Außenfläche. Es liegt irgendwo innerhalb der Dicke, und K-Faktor beschreibt, wo.
Ein einfaches Beispiel mit L-Klammern, das Sie kopieren können
Um zu zeigen, wie sauber das sein kann, Verwenden Sie das untenstehende Beispiel:
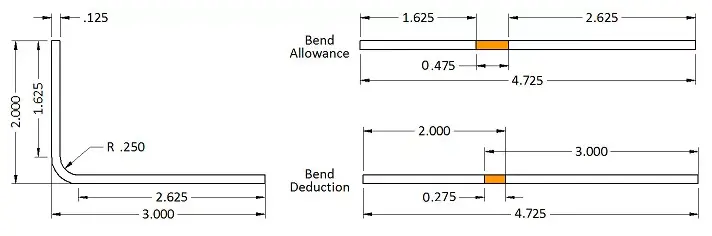
• Zwei Spiele: 2 in und 3 in
• Dicke: 0.125 in
• Innenradius: 0.250 in
• Biegewinkel: 90°
• K-Faktor: 0.42
Jetzt berechnen:
Biege-Erlaubnis = 90 × (p / 180) × (0.250 + 0.42 × 0.125) = 0.475 in
Dann ist deine Flat-Pattern-Länge die Summe der Flanschlängen plus eine Bend Allowance für die Biegezone. In diesem Beispiel, die endgültige flache Länge wird 4.725 in.
Deshalb sollte das Onboarding von CNC-Pressbremsen im Großhandel mindestens ein ausgearbeitetes Beispiel enthalten. Ein einziges genaues Beispiel verhindert wochenlange Probeteile und "mysteriöse" dimensionale Drift.
Formlinienzeichnungen: Warum Bending Compensation einfacher sein kann
Die meisten echten Werkstattzeichnungen dimensionieren nicht an tangentialen Punkten. Sie dimensionieren die Flanschschnitte – auch Gussleitungen genannt. Das ist normal, Aber es verändert, wie du über das Entwickeln nachdenken solltest.
Wenn du dein flaches Muster aus den Maßen der Schimmellinie baust., Bend Compensation ist oft bequemer. Es erlaubt dir, die Maße auf der Zeichnung zu behalten und pro Biegung eine Einstellung anzuwenden.
Zwei häufige Beziehungen sind:
Bend Compensation = Bend Allowance – (2 × Rückschlag)
Rückschlag = braun(Winkel / 2) × (Radius + Dicke)
Das erklärt eine klassische Anfängerverwirrung: Ein Teil, der "aussieht wie" 5 in auf der Außenseite können sich die Formlinienmaße entfalten bis 4.725 in , nachdem die Bieggeometrie berücksichtigt ist. Dieser Unterschied ist kein Fehler. Es ist die Korrektur, die dein flaches Muster braucht, um zum fertigen Teil zu passen. Im obigen Beispiel, Die Entschädigung ist -0.275, Also 5.000 in wird 4.725 in nach Subtraktion.
✅ Benutze Bend Allowance, wenn du von tangentialen Punkten aus baust
✅ Verwenden Sie Bend Compensation, wenn Sie aus Gussleitungen bauen
✅ Wählen Sie eine Methode und standardisieren Sie sie über CAD/CAM
Standardisierung ist nicht nur eine Programmierpräferenz. Es ist ein Qualitätssystem. Wenn verschiedene Programmierer unterschiedliche Annahmen verwenden, Man bekommt inkonsistente Rohlinge, die bis zum Montagetag "fast richtig" aussehen.
2026 Produktionsabkürzung: Koeffiziententabellen foder Geschwindigkeit and Konsistenz
In modernen Geschäften, Geschwindigkeit spielt eine Rolle. Deshalb nutzen viele Großhandelskunden für CNC-Pressbremsen einen gemischten Arbeitsablauf: Lerne die Theorie, Dann wende Koeffiziententabellen an, um schneller voranzukommen, ohne die Kontrolle zu verlieren.
Koeffiziententabellen verbinden drei praktische Variablen:
• Untere Stempel-V-Öffnung
• Plattendicke
• Ein Biegenfaktor (oft als P' oder ähnlich angezeigt)
Ein Referenzfall zeigt:
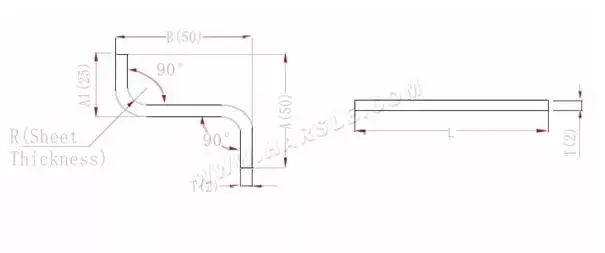
• Plattendicke: 2.0 Mm
• Würfel unterdrücken: V12
Ein Beispiel mit zwei Biegungen, die sich entfalten:
• L = A + T + B – 2 × P'
• Mit P' = 3.4, Die erweiterte Länge wird 95.2 für die gegebenen Dimensionen.
Richtig verwendet, Tische sind kein "Schummeln". Sie sind die Art einer Werkstatt, Biegegeometrie in einen wiederholbaren Koeffizienten zu verpacken, der an Werkzeuge und Dicke gebunden ist. Die Bedingung ist wichtig: Tabellen funktionieren am besten, wenn der Prozess konsistent ist. Wenn du ständig die Matrizenöffnungen wechselst oder Biegemethoden mischst, Deine Koeffizientenannahmen hören auf, mit der Realität übereinzustimmen..
✅ Schnellere Programmierung unter Lieferdruck
✅ Weniger Variation zwischen Schichten und Bedienern
✅ Beste Ergebnisse, wenn Werkzeuge und Materialien standardisiert sind
Wenn du einen neuen Programmierer ausbildest., Eine starke Lehranordnung ist: Definitionen → ein Formelbeispiel →, wann Kompensation verwendet werden sollte → wie Tabellen mit Werkzeugen zusammenhängen.
Warum JS RAGOS den Großhandelskäufern von CNC-Pressbremsen hilft, sich mit Zuversicht zu beugen
Bend Math liefert nur dann Wert, wenn die Maschine die Annahmen reproduzieren kann. Maschinenstabilität ist das, was Berechnungen in Teile verwandelt. Konsistente Winkel und Radien sorgen dafür, dass Ihre Bend Allowance- oder Bend Compensation-Ergebnisse korrekt sind, Sie helfen Ihnen, Schrott und Überarbeitungen zu reduzieren.
Bei JS RAGOS, Wir bieten CNC-Pressbremsen-Großhandelslösungen an, die darauf ausgelegt sind, Ihre Produktionseffizienz zu schützen. Unser Ziel ist es, Ihnen zu helfen, Unsicherheiten im ersten Artikel zu reduzieren und die Genauigkeit in Produktionsläufen zu gewährleisten.
✅ Wiederholbares Biegverhalten, das Winkeldrift reduziert, So verbringst du weniger Zeit damit, Korrekturen hinterherzujagen
✅ Programmierungsfreundliche Unterstützung, damit Ihr CAD/CAM-Team eine Unfolding-Methode standardisieren und schneller trainieren kann
✅ Kauffertige Berechnungsressourcen wie Bend-Allowance- und Bend-Abzugstools, um Angebots- und Erstprüfungen zu beschleunigen
✅ Großhandelsversorgung für Händler und Integratoren, die konsistente Maschinenkonfigurationen an verschiedenen Standorten benötigen
Eine Pressepresse sollte dein Team nicht dazu zwingen, Instabilität mit zusätzlichem Schrott und zusätzlicher Inspektion auszugleichen. Die Maschine sollte den gewünschten Prozess unterstützen: Vorhersehbare Entfaltung, Vorhersehbare Biegungen, und vorhersehbare Auslieferung.
CTA: Wenn Sie CNC-Pressbremse-Großhandelseinheiten für 2026 und weniger flache Überraschungen wünschen, Kontakt zu JS RAGOS. Teilen Sie Ihre gemeinsamen Materialien, Dickebereich, und typische Biegewinkel. Wir empfehlen eine praktische Einrichtung und stellen eine anfängerfreundliche Berechnungsreferenz bereit, die die Auswahl der Werkzeuge mit vorhersehbaren Entfaltungsergebnissen in Einklang bringt.

