













Qu’est-ce que l’allocation de flexion? 2026 Guide rapide de gros de freins à pression CNC
Projets de gros de freins à pression CNC Elles trébuchent souvent pour une raison prévisible: Le schéma plat a été estimé au lieu d’être conçu. Dans 2026, Les équipes de fabrication ont des délais plus courts, D’autres révisions de parties, et des exigences d’ajustement plus serrées. Cela fait des maths de bend une compétence quotidienne, Pas un secret de « tableau mural ». À JS RAGOS, Nous construisons des freins à pression pour la flexion répétable, et nous enseignons les fondamentaux qui aident les nouveaux programmeurs CAO/FAO et CNC à protéger le rendement des matériaux, Éviter de retravailler, et maintenir des plannings de livraison stables.

Pourquoi l’allocation de courbure est tLe petit nombre qui contrôle les gros coûts
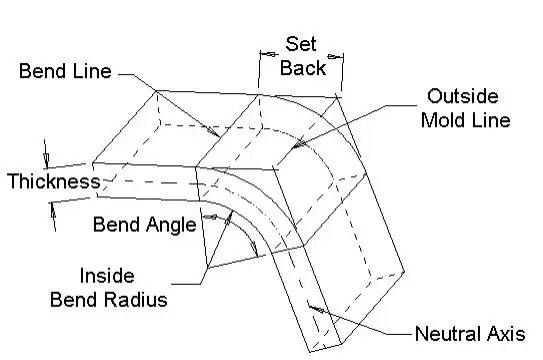
L’écart de courbure correspond à la longueur de l’arc traversant la zone de courbure, mesuré le long de l’axe neutre — la couche à l’intérieur du matériau qui ne s’étire ni ne se comprime lors de la flexion. Cette définition est importante car le dépliement ne concerne pas la surface intérieure ou la surface extérieure. Le dépliement concerne le chemin de l’axe neutre.
En termes pratiques, La marge de flexion est ce qui transforme une pièce 3D en un motif plat qui correspond réellement à la courbure finale. Quand ce numéro est faux, L’échec n’est pas subtil. Les brides sont courtes, Dérive de l’emplacement des trous, et les assemblages nécessitent un forçage ou un calage. Quand l’allocation de flexion est la bonne, Votre premier article devient une confirmation, Pas une correction.
Pour de nombreux acheteurs en gros de freins à pression CNC, La marge de courbe est un moteur discret de rentabilité. Cela influence directement le taux de ferraille, Temps de cycle, et à quel point vous pouvez deviser des offres sans bourrage.
✅ Moins de blancs de première édition de la mise au rebut
✅ Meilleure configuration entre lots et opérateurs
✅ Des citations plus stables car la refonte baisse
Les concepts fondamentaux que les débutants doivent d’abord maîtriser
Un débutant n’a pas besoin de dizaines de formules. Ils ont besoin d’un petit ensemble de termes qui expliquent ce que fait la feuille dans la zone de flexion. Une fois que tout cela sera clair, Les mathématiques deviennent logiques.
• Axe neutre: La couche théorique où la longueur du matériau ne change pas dans la courbure.
• Facteur K: L’emplacement de l’axe neutre exprimé en pourcentage de l’épaisseur.
• Rayon intérieur de courbe: Le rayon sur la surface intérieure de la zone de courbure.
• Ligne de moulage: Où les surfaces de bride étendue se croisent (où les dessins sont souvent dimensionnés).
• Revers: La distance entre les lignes de pliage et la ligne de moulage.
Parmi ceux-ci, Le facteur K est le concept qui sépare la supposition des résultats contrôlés. Le facteur K n’est pas une seule valeur « correcte » pour chaque poste. Elle évolue avec le comportement du matériau et la méthode de flexion. Les matériaux plus durs se compriment moins à l’intérieur et s’étirent davantage à l’extérieur, pousser l’axe neutre plus près de l’intérieur. Un rayon de courbure plus petit augmente le besoin de compression, En déplaçant également l’axe neutre vers l’intérieur.
✅ Les matériaux plus tendres → l’axe neutre reste plus proche du centre
✅ Les matériaux plus durs →axe neutre se déplacent vers l’intérieur
✅ Un rayon plus petit → plus de compression, Axe neutre se déplace vers l’intérieur
C’est aussi pourquoi les équipes expérimentées standardisent les outils et les méthodes de pliage dès que possible. Plus le processus est cohérent, plus le comportement de l’axe neutre devient cohérent.
Formule de marge de courbure, Rendu pratique
De nombreuses ressources en ligne montrent des équations « différentes » de la marge de flexion, Mais la plupart sont la même relation écrite avec des raccourcis différents. Une forme de travail largement utilisée est:
Marge de flexion = angle × (p / 180) × (Rayon + Facteur K × Épaisseur)
Le premier terme convertit les degrés en radians. Le second mandat, (Rayon + K × Épaisseur), est le rayon effectif de l’arc à l’axe neutre. C’est un point que beaucoup de débutants manquent: L’axe neutre n’est pas sur le rayon intérieur ni sur la surface extérieure. Il se situe quelque part dans l’épaisseur, et le facteur K décrit où.
Un exemple simple de crochet en L que vous pouvez copier
Pour montrer à quel point cela peut être propre, Utilisez l’exemple ci-dessous:
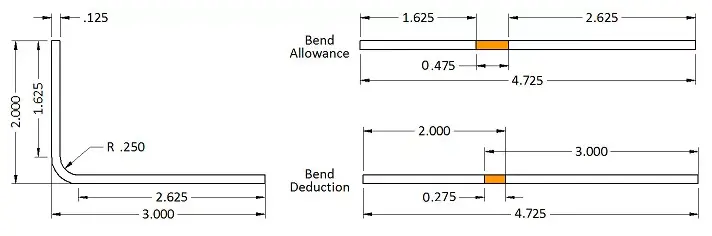
• Deux jambes: 2 dans et 3 dans
• Épaisseur: 0.125 dans
• Rayon intérieur: 0.250 dans
• Angle de flexion: 90°
• Facteur K: 0.42
Calculez maintenant:
Tolérance de flexion = 90 × (p / 180) × (0.250 + 0.42 × 0.125) = 0.475 dans
Alors la longueur plate de votre motif est la somme des longueurs de brides plus une marge de flexion pour la zone de flexion. Dans cet exemple, la longueur plate finale devient 4.725 dans.
C’est pourquoi l’intégration en gros de freins à pression CNC devrait inclure au moins un exemple résolu. Un seul exemple précis évite des semaines de pièces d’essai et de dérives dimensionnelles « mystérieuses ».
Dessins au trait de moule: Pourquoi la compensation des courbures peut être plus simple
La plupart des dessins d’atelier réels ne dimensionnent pas aux points tangents. Elles dimensionnent jusqu’aux intersections de brides — également appelées lignes de moulage. C’est normal, Mais cela change la façon dont vous devriez penser le déroulement.
Si vous construisez votre patron plat à partir des dimensions de lignes de moule, La compensation de courbure est souvent plus pratique. Cela permet de conserver les dimensions visibles sur le dessin et d’appliquer un réglage par courbe.
Deux relations communes sont:
Compensation de flexion = Allocation de flexion – (2 × Revers)
Revers = beige(Angle / 2) × (Rayon + Épaisseur)
Cela explique une confusion classique de débutant: Une partie qui « ressemble à » 5 À l’extérieur, les dimensions de la ligne de moulage peuvent se déployer vers 4.725 dans après que la géométrie de courbure soit prise en compte. Cette différence n’est pas une erreur. C’est la correction dont votre motif plat a besoin pour correspondre à la partie finie. Dans l’exemple ci-dessus, La rémunération est -0.275, donc 5.000 dans devient 4.725 dans après soustraction.
✅ Utilisez la marge de courbure lorsque vous construisez à partir de points de tangence
✅ Utilisez la compensation de courbure lorsque vous construisez à partir de lignes de moulage
✅ Choisissez une méthode et standardisez-la entre CAO/FAO
La normalisation n’est pas seulement une préférence de programmation. C’est un système de qualité. Lorsque différents programmeurs utilisent des hypothèses différentes, On obtient des blanks irréguliers qui ont l’air « presque parfaits » jusqu’au jour de l’assemblage.
2026 Raccourci de production: Tables des coefficients fou Vitesse unet Constance
Dans les boutiques modernes, La vitesse compte. C’est pourquoi de nombreux clients en gros de freins à pression CNC utilisent un flux de travail mixte: Apprenez la théorie, puis appliquer des tables de coefficients pour accélérer sans perdre le contrôle.
Les tables des coefficients relient trois variables pratiques:
• Ouverture V de la puce inférieure
• Épaisseur de la plaque
• Un facteur de flexion (souvent indiquée comme P' ou similaire)
Un cas de référence montre:
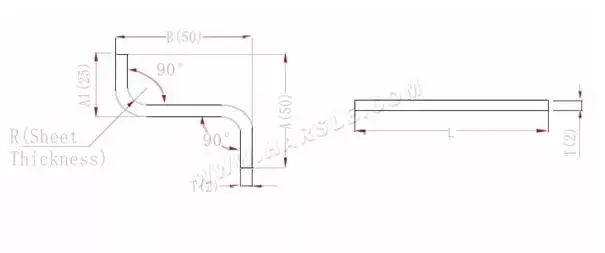
• Épaisseur de la plaque: 2.0 mm
• Die inférieur: V12
Un exemple de dépliement en deux courbes:
• L = A + T + B – 2 × P'
• Avec p' = 3.4, la longueur étendue devient 95.2 pour les dimensions données.
Utilisé correctement, Les tables ne sont pas de la « triche ». Ils sont la méthode d’un atelier pour emballer la géométrie de courbure en un coefficient répétable lié à l’outillage et à l’épaisseur. La condition est importante: Les tables fonctionnent mieux lorsque le processus est cohérent. Si vous changez sans cesse les ouvertures de la matrice ou mélangez les méthodes de flexion, Vos hypothèses de coefficients cessent de correspondre à la réalité.
✅ Programmation plus rapide sous pression de livraison
✅ Moins de variation entre les équipes et les opérateurs
✅ Meilleurs résultats lorsque les outillages et matériaux sont standardisés
Si vous formez un nouveau programmeur, Un ordre d’enseignement fort est: Définitions → un exemple de formule → quand utiliser la compensation → comment les tables se rapportent à l’outillage.
Pourquoi JS RAGOS aide les acheteurs en gros de freins à pression CNC à se plier avec confiance
Les mathématiques de la flexion ne rapportent de la valeur que lorsque la machine peut reproduire les hypothèses. La stabilité de la machine est ce qui transforme les calculs en pièces. Des angles et rayons constants maintiennent vos résultats de marge de flexion ou de compensation de courbure précis, Ça t’aide à réduire la ferraille et la refonte.
À JS RAGOS, nous proposons des solutions de gros de freins à pression CNC conçues pour protéger votre efficacité de production. Notre objectif est de vous aider à réduire l’incertitude dans le premier article et à maintenir la précision dans les séries de production.
✅ Comportement de flexion répétable qui réduit la dérive d’angle, Donc tu passes moins de temps à « courir après » les corrections
✅ Un support adapté à la programmation pour que votre équipe CAO/FAO puisse standardiser une méthode de déploiement et s’entraîner plus rapidement
✅ Des ressources de calcul prêtes à l’atelier telles que les outils de type déduction de courbe et de déduction par courbe pour accélérer les devis et les premiers contrôles
✅ Capacité de fourniture en gros pour les distributeurs et intégrateurs qui ont besoin de configurations de machines cohérentes sur plusieurs sites
Un frein à pression ne devrait pas forcer votre équipe à compenser l’instabilité par des ferrailles supplémentaires et des inspections supplémentaires. La machine doit supporter le processus que vous souhaitez: Déploiement prévisible, Courbes prévisibles, et une livraison prévisible.
CTA: Si vous évaluez des unités de gros de freins à pression CNC pour 2026 et veulent moins de surprises à motifs plats, contactez JS RAGOS. Partagez vos documents communs, Plage d’épaisseur, et angles de flexion typiques. Nous recommanderons une configuration pratique et fournirons une référence de calcul adaptée aux débutants qui aligne le choix des outils avec des résultats de déploiement prévisibles.

