













O que é a Flexibilidade de Flexão? 2026 Guia Rápido de Freio de Prensa CNC Atacado
Projetos atacadistas CNC de freios de pressão frequentemente tropeçam por um motivo previsível: O padrão plano foi estimado em vez de projetado. Em 2026, As equipes de fabricação têm prazos de entrega mais curtos, Mais revisões de peças, e requisitos de ajuste mais rigorosos. Isso faz da matemática flexível uma habilidade diária, não é um segredo de "mapa mural". Na JS RAGOS, Construímos freios de pressão para flexão repetível, e ensinamos os fundamentos que ajudam novos programadores de CAD/CAM e CNC a proteger o rendimento do material, Evite reformulação, e manter os cronogramas de entrega estáveis.

Por que a permissão para curvar é tO Pequeno Número Que Controla Grandes Custos
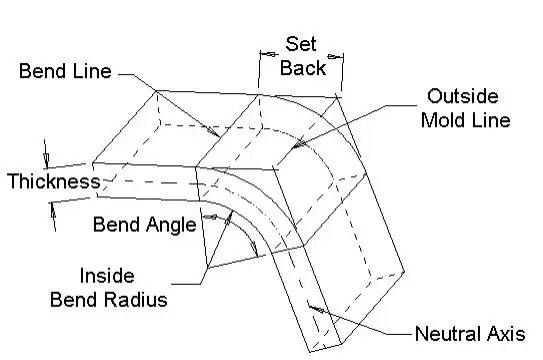
Margem de curvatura é o comprimento do arco que passa pela área de curvatura, medida ao longo do eixo neutro — a camada interna do material que não se estica nem comprime durante a flexão. Essa definição é importante porque o desdobramento não é sobre a superfície interna ou externa. O desdobramento é sobre o caminho do eixo neutro.
Na prática,, A margem de dobra é o que transforma uma peça 3D em um padrão plano que realmente combina com a curvatura final. Quando esse número está errado, A falha não é sutil. As flanges ficam curtas, Localização dos buracos deriva, e conjuntos exigem forçamento ou calço. Quando a Concessão de Curvatura está certa, Seu primeiro artigo vira uma confirmação, não é uma correção.
Para muitos compradores atacadistas de freios de pressão CNC, O Bend Allowance é um fator silencioso de lucratividade. Ela influencia diretamente a taxa de sucata, Tempo do ciclo, e com quanta confiança você pode citar vagas sem preenchimento.
✅ Menos blanks descartados no primeiro artigo
✅ Melhor ajuste entre lotes e operadores
✅ Citações mais estáveis porque o rework cai
Os conceitos centrais que iniciantes devem dominar primeiro
Um iniciante não precisa de dezenas de fórmulas. Eles precisam de um pequeno conjunto de termos que expliquem o que a chapa está fazendo na zona de curvatura. Quando isso estiver claro, A matemática torna-se lógica.
• Eixo neutro: A camada teórica onde o comprimento do material não muda na curvatura.
• Fator K: A localização do eixo neutro expressa como uma porcentagem da espessura.
• Raio de curva interna: O raio na superfície interna da área de curvatura.
• Linha de Molde: Onde as superfícies estendidas da flange se cruzam (onde os desenhos frequentemente têm dimensão).
• Revés: A distância entre as linhas de curvatura e a linha de molde.
Entre eles, O fator K é o conceito que separa a suposição dos resultados controlados. K-factor não é um valor "correto" único para todo trabalho. Ele muda conforme o comportamento do material e o método de dobra. Materiais mais duros comprimem menos por dentro e esticam mais por fora, empurrando o eixo neutro para mais perto do interior. Um raio de curvatura menor aumenta a necessidade de compressão, também movendo o eixo neutro para dentro.
✅ Materiais mais macios → eixo neutro permanecem mais próximos do centro
✅ Materiais mais duros → eixo neutro se movem para dentro
✅ Raio menor → mais compressão, eixo neutro deslocando-se para dentro
É também por isso que equipes experientes padronizam ferramentas e métodos de dobramento sempre que possível. Quanto mais consistente for o processo., quanto mais consistente se torna o comportamento do eixo neutro.
Fórmula de Tolerância de Curvatura, Tornado Prático
Muitos recursos online mostram equações "diferentes" de Permissão de Flexão, mas a maioria é a mesma relação escrita com atalhos diferentes. Uma forma de trabalho amplamente utilizada é:
Margem de flexão = Ângulo × (p / 180) × (Raio + Fator K × Espessura)
O primeiro termo converte graus em radianos. O segundo mandato, (Raio + K × Espessura), é o raio efetivo do arco no eixo neutro. Esse é o ponto que muitos iniciantes deixam passar: O eixo neutro não está no raio interno nem na superfície externa. Fica em algum lugar dentro da espessura, e o fator K descreve onde.
Um exemplo simples de L-Bracket Você Pode Copiar
Para mostrar como isso pode ser limpo, Use o exemplo abaixo:
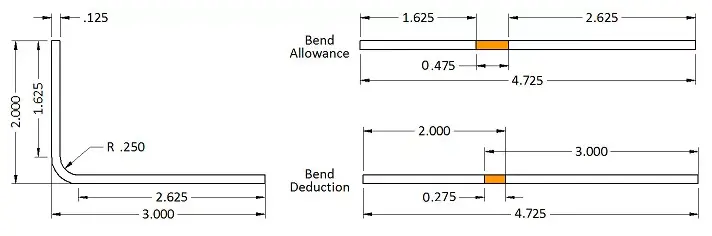
• Duas pernas: 2 em e 3 em
• Espessura: 0.125 em
• Raio interno: 0.250 em
• Ângulo de flexão: 90°
• Fator K: 0.42
Agora calcule:
Tolerância de flexão = 90 × (p / 180) × (0.250 + 0.42 × 0.125) = 0.475 em
Então, seu comprimento plano é a soma dos comprimentos das flanges mais uma margem de flexão para a zona de curvatura. Neste exemplo, o comprimento final plano torna-se 4.725 em.
Por isso, o onboarding por atacado de freios de pressão CNC deve incluir pelo menos um exemplo resolvido. Um único exemplo preciso evita semanas de peças de teste e deriva dimensional "misteriosa".
Desenhos de Linha de Molde: Por que a compensação por curvatura pode ser mais fácil
A maioria dos desenhos reais de oficina não dimensiona para pontos tangentes. Elas têm dimensões para interseções de flange — também chamadas de linhas de molde. Isso é normal, Mas muda a forma como você deve pensar sobre o desenrolar.
Se você montar seu padrão plano a partir das dimensões da linha de molde, A compensação por flexão costuma ser mais conveniente. Isso permite que você mantenha as dimensões que vê no desenho e aplique um ajuste por curva.
Duas relações comuns são:
Compensação por Curvatura = Allowance para Curvatura – (2 × Revés)
Contratempo = bronzeado(Ângulo / 2) × (Raio + Espessura)
Isso explica uma clássica confusão de iniciante: uma parte que "parece" 5 Nas dimensões externas da linha de molde podem se desdobrar para 4.725 em após a geometria da curvatura ser considerada. Essa diferença não é um erro. É a correção que seu molde plano precisa para combinar com a parte final. No exemplo acima, A remuneração é -0.275, então 5.000 em se torna 4.725 em após a subtração.
✅ Use Flexibilidade de Curvatura quando você constrói a partir de pontos de tangência
✅ Use a compensação de curvatura quando você constrói a partir de linhas de molde
✅ Escolha um método e padronize entre CAD/CAM
Padronização não é apenas uma preferência de programação. É um sistema de qualidade. Quando diferentes programadores usam suposições diferentes, Você tem blanks inconsistentes que parecem "quase certos" até o dia da montagem.
2026 Atalho de Produção: Tabelas de Coeficientes fou Velocidade umnd Consistência
Nas lojas modernas, Velocidade importa. Por isso, muitos clientes atacadistas de freios de pressão CNC utilizam um fluxo de trabalho mixto: Aprenda a teoria, Depois, aplicar tabelas de coeficientes para avançar mais rápido sem perder o controle.
Tabelas de coeficientes conectam três variáveis práticas:
• Abertura V do die inferior
• Espessura da placa
• Um fator de flexão (frequentemente mostrado como P' ou similar)
Um caso de referência mostra:
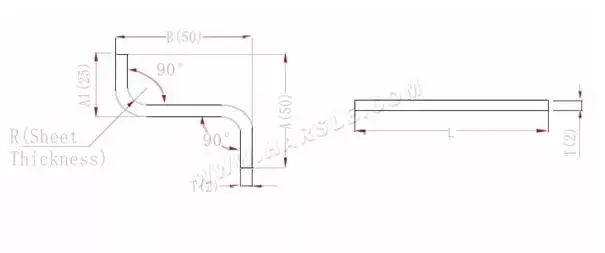
• Espessura da placa: 2.0 milímetro
• Matriz inferior: V12
Um exemplo de desdobramento em duas curvas:
• L = A + T + B – 2 × P'
• Com p' = 3.4, o comprimento expandido torna-se 95.2 para as dimensões dadas.
Usado corretamente, mesas não são "trapaça". Eles são a forma da oficina de embalar a geometria da curvatura em um coeficiente repetível, ligado à ferramenta e espessura. A condição é importante: As tabelas funcionam melhor quando o processo é consistente. Se você continuar trocando aberturas de dados ou misturando métodos de dobra, Suas suposições de coeficientes param de corresponder à realidade.
✅ Programação mais rápida sob pressão de entrega
✅ Menos variação entre turnos e operadores
✅ Melhores resultados quando ferramentas e materiais são padronizados
Se você está treinando um programador novo, Uma ordem de ensino forte é: Definições → um exemplo de fórmula → quando usar compensação → como as tabelas se relacionam com ferramentas.
Por que o JS RAGOS ajuda compradores de freios de pressão CNC no atacado a se curvarem com confiança
A matemática de dobra entrega valor apenas quando a máquina pode reproduzir as suposições. A estabilidade da máquina é o que transforma os cálculos em peças. Ângulos e raios consistentes mantêm seus resultados de Margem de Curvatura ou Compensação de Curvatura precisos, Ajudando a reduzir sucata e refazer o trabalho.
Na JS RAGOS, oferecemos soluções de freio de pressão CNC no atacado, projetadas para proteger a eficiência da sua produção. Nosso objetivo é ajudar você a reduzir a incerteza no primeiro artigo e manter a precisão nas séries de produção.
✅ Comportamento de flexão repetível que reduz o desvio de ângulo, Assim, você passa menos tempo "correndo" correções
✅ Suporte amigável à programação para que sua equipe de CAD/CAM possa padronizar um método de desdobramento e treinar mais rápido
✅ Recursos de cálculo prontos para oficina, como ferramentas de permissão por flexão e dedução por curvatura, para acelerar cotações e primeiras verificações
✅ Capacidade de fornecimento atacadista para distribuidores e integradores que precisam de configurações consistentes de máquinas entre os locais
Um freio de pressão não deve forçar sua equipe a compensar instabilidade com sucata extra e inspeção extra. A máquina deve suportar o processo que você deseja: Desdobramento previsível, curvas previsíveis, e entrega previsível.
CTA: Se você está avaliando unidades de freio de pressão CNC por atacado para 2026 e querem menos surpresas de padrão plano, contato com JS RAGOS. Compartilhe seus materiais em comum, Faixa de espessura, e ângulos típicos de flexão. Vamos recomendar uma configuração prática e fornecer uma referência de cálculo amigável para iniciantes que alinhe a seleção de ferramentas com resultados previsíveis de desdobramento.

