













Что такое допуск Bend? 2026 Краткое руководство по оптовой продаже пресс-тормозов с ЧПУ
Оптовые проекты по установке пресс-тормозов с ЧПУ Часто спотыкаются по одной предсказуемой причине: Плоский узор был оценен, а не инженерно продуман. В 2026, Команды по производству работают быстрее, Дополнительные доработки деталей, и более строгие требования к установке. Это делает бенд-математику ежедневным навыком, Это не секрет «стеновой диаграммы». В JS RAGOS, Мы создаём пресс-тормоза для повторяемого изгиба, и мы обучаем основам, которые помогают новым программистам CAD/CAM и CNC защищать выход материалов, Избегайте переработки, и поддерживать стабильные графики поставок.

Почему существует допуск Bend tМалое число, контролирующее большие расходы
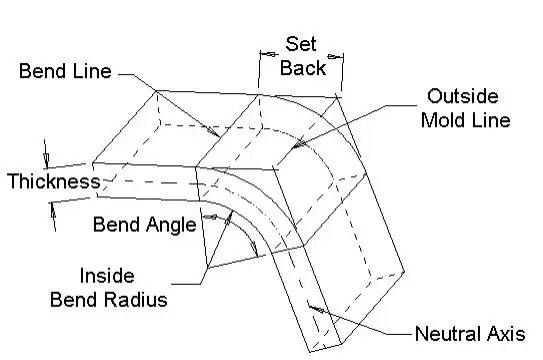
Допуск на изгиб — это длина дуги через область изгиба, измеряется вдоль нейтральной оси — слоя внутри материала, который не растягивается и не сжимается при изгибе. Это определение важно, потому что разворачивание — это не о внутренней или внешней поверхности. Разворачивание связано с траекторией нейтральной оси.
На практике, Припуск на изгиб — это то, что превращает трёхмерную деталь в плоский узор, который действительно соответствует готовому изгибу. Когда это число неверно, Провал не является тонким. Фланцы выходят короткими, Расположение отверстий в дрейфе, а сборки требуют форсирования или прошивки. Когда допуск Бенда прав, Ваша первая статья становится подтверждением, Это не исправление.
Для многих оптовых покупателей пресс-тормозов с ЧПУ, Допуск Bend — это тихий драйвер прибыльности. Он напрямую влияет на расходы на металлолом, Время цикла, И насколько уверенно вы можете предлагать предложения без дополнительного заполнения.
✅ Меньше отброшенных заготовок первой статьи
✅ Лучшее соответствие между партиями и операторами
✅ Более стабильное цитирование, потому что переработка выпадает
Основные концепции, которые новички должны освоить в первую очередь
Новичку не нужны десятки формул. Им нужен небольшой набор терминов, которые объясняют, что делает лист в зоне изгиба. Как только это будет чисто, Математика становится логичной.
• Нейтральная ось: Теоретический слой, где длина материала не меняется в изгибе.
• K-фактор: Положение нейтральной оси выражается в процентах толщины.
• Внутренний радиус изгиба: Радиус на внутренней поверхности области изгиба.
• Линия плесени: Где пересекаются вытянутые поверхности фланца (где рисунки часто имеют размерность).
• Неудача: Расстояние от линий изгиба до линии формы.
Среди них, K-фактор — это понятие, отделяющее догадки от контролируемых результатов. K-фактор — это не единственное «правильное» значение для каждой работы. Она меняется в зависимости от поведения материала и способа изгиба. Более твёрдые материалы меньше сжимаются внутри и больше растягиваются снаружи, продвигая нейтральную ось ближе к внутренней стороне. Меньший радиус изгиба увеличивает необходимость сжатия, также смещает нейтральную ось внутрь.
✅ Мягкие материалы → нейтральная ось остаются ближе к центру
✅ Более твёрдые материалы → нейтральная ось движется внутрь
✅ Меньший радиус → больше сжатия, Нейтральная ось смещается внутрь
Именно поэтому опытные команды стандартизируют инструменты и методы изгиба, когда это возможно.. Чем последовательнее процесс, чем более последовательным становится поведение нейтральной оси.
Формула допуска изгиба, Сделано на практике
Многие онлайн-ресурсы показывают «разные» уравнения допуска Бенда, Но большинство из них — это одни и те же отношения, написанные с разными короткими путями. Широко используемая рабочая форма —:
Допуск на изгиб = угол × (p / 180) × (Радиус + K-фактор × толщины)
Первый член преобразует градусы в радианы. Второй срок, (Радиус + K × толщина), — эффективный радиус дуги на нейтральной оси. Это то, что многие новички упускают: Нейтральная ось не находится на внутреннем радиусе и не на внешней поверхности. Он находится где-то внутри толщины, и K-фактор описывает где.
Простой пример L-скобки, который можно скопировать
Чтобы показать, насколько это чисто, Используйте пример ниже:
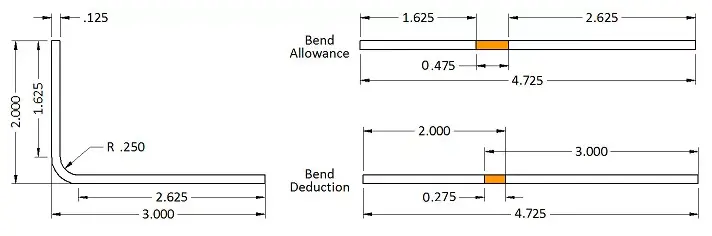
• Две ноги: 2 в и 3 в
• Толщина: 0.125 в
• Внутренний радиус: 0.250 в
• Угол изгиба: 90°
• K-фактор: 0.42
Теперь рассчитай:
Допуск по изгибу = 90 × (p / 180) × (0.250 + 0.42 × 0.125) = 0.475 в
Тогда длина плоского узора — это сумма длин фланцов плюс один допуск на изгиб для зоны изгиба. В этом примере, Итоговая плоская длина превращается в 4.725 в.
Вот почему оптовое онбординг с пресс-тормозом с ЧПУ должен включать хотя бы один отработанный пример. Один точный пример предотвращает недели пробных деталей и «загадочный» дрейф измерений.
Линейные чертежи формы: Почему компенсация изгиба может быть проще
Большинство реальных чертежей мастерской не имеют размерности касательных точек. Они соответствуют фланцевым пересечениям — также называемым формными линиями. Это нормально, Но это меняет то, как стоит думать о развитии событий.
Если вы строите плоский узор по размерам линии формы, Компенсация изгиба часто более удобна. Это позволяет сохранить размеры, которые видно на чертеже, и применить одну корректировку за каждый изгиб.
Два распространённых отношения:
Компенсация изгиба = Допуск на изгиб – (2 × Неудача)
Отступ = бежевый(Угол / 2) × (Радиус + Толщина)
Это объясняет классическую путаницу для новичков: Часть, которая «выглядит как» 5 в внешней стороне размеры линии формы могут разворачиваться до 4.725 в после учёта геометрии изгиба. Эта разница не является ошибкой. Это коррекция, которая нужна вашей плоской выкройке, чтобы она совпадала с готовой частью. В приведённом выше примере, компенсация — -0.275, Так что 5.000 в становится 4.725 в После вычитания.
✅ Используйте Допуск Изгиба, когда строите с касательных точек
✅ Используйте компенсацию изгиба, когда собираете из линий формы
✅ Выберите один метод и стандартизируйте его между CAD/CAM
Стандартизация — это не только предпочтения в программировании. Это система качества. Когда разные программисты используют разные предположения, Вы получаете непоследовательные заготовки, которые выглядят «почти правильно» до дня сборки.
2026 Короткий производственный путь: Таблицы коэффициентов fили Скорость and Консистенция
В современных магазинах, Скорость имеет значение. Именно поэтому многие оптовые покупатели с пресс-тормозами с ЧПУ используют смешанный рабочий процесс: Изучите теорию, затем применяйте таблицы коэффициентов, чтобы двигаться быстрее, не теряя контроль..
Таблицы коэффициентов соединяют три практические переменные:
• Отверстие нижнего штампового V-образного отверстия
• Толщина пластины
• Коэффициент изгиба (часто обозначается как P' или аналогично)
Один из примеров показывает:
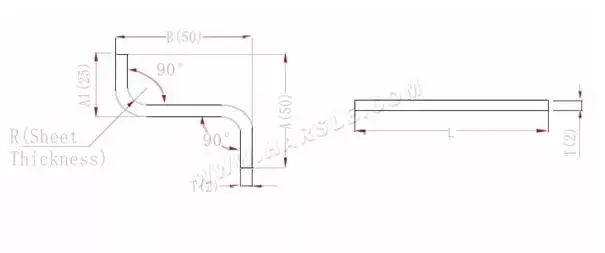
• Толщина пластины: 2.0 миллиметр
• Нижний кубик: V12
Пример разворачивания с двумя поворотами:
• L = A + T + B – 2 × П'
• С P' = 3.4, расширенная длина превращается в 95.2 для заданных размерностей.
Правильное использование, Столы — это не «жульничество». Это способ мастерской упаковывать геометрию гибки в повторяемый коэффициент, связанный с инструментами и толщиной. Это состояние важно: Таблицы работают лучше всего, когда процесс согласован. Если вы постоянно меняете отверстия штампов или смешиваете методы сгибания, Ваши предположения коэффициентов перестают совпадать с реальностью.
✅ Более быстрое программирование под давлением доставки
✅ Меньшее разнообразие между сдвигами и операторами
✅ Лучшие результаты при стандартизации инструментов и материалов
Если вы обучаете нового программиста, Строгий порядок преподавания — это: Определения → одном примере формулы → когда использовать компенсацию → соотношение таблиц с инструментами.
Почему JS RAGOS помогает оптовым покупателям с пресс-тормозами с ЧПУ сгибаться с уверенностью
Математика изгибов даёт ценность только тогда, когда машина может воспроизвести предположения. Устойчивость машины — вот что превращает вычисления в детали. Постоянные углы и радиусы обеспечивают точность ваших результатов по допуску на изгиб или компенсацию изгиба, Помогая вам сократить количество металлолома и переработать.
В JS RAGOS, Мы предлагаем оптовые решения для пресс-тормозов с ЧПУ, разработанные для защиты эффективности вашего производства. Наша цель — помочь вам снизить неопределённость в первой статье и сохранить точность производственных партий.
✅ Повторяемое поведение изгиба, уменьшающее смещение угла, Так вы меньше времени тратите на «погоню» за исправлениями.
✅ Поддержка с программированием, чтобы ваша команда CAD/CAM могла стандартизировать один метод разворачивания и учиться быстрее
✅ Готовые к сервису ресурсы для расчетов, такие как инструменты для вычета на изгиб и для ускорения оценки и первичных проверок
✅ Оптовые поставки для дистрибьюторов и интеграторов, которым нужны единые конфигурации машин на разных площадках
Пресс-тормоз не должен заставлять вашу команду компенсировать нестабильность дополнительным металлоломом и дополнительной проверкой. Машина должна поддерживать нужный вам процесс: Предсказуемое развитие, Предсказуемые изгибы, и предсказуемая доставка.
CTA: Если вы оцениваете оптовые установки с пресс-тормозами с ЧПУ для 2026 и хотим меньше сюрпризов с плоскими узорами, связаться с JS RAGOS. Делитесь общими материалами, Диапазон толщины, и типичные углы изгиба. Мы порекомендуем практическую систему и предоставим ориентир для начинающих расчётный справочник, который согласует выбор инструментов с предсказуемыми результатами разворачивания.

