













Werkzeugtipps vom Lieferanten von maßgeschneiderten Pressbremsmaschinen
Geht man durch eine belebte Fertigungswerkstatt, sieht man zwei Serien, die ähnliche Bauteile auf ähnlichen Maschinen ausführen, doch nur einer trifft beim ersten Versuch den Winkel. Der Unterschied ist nicht Glück- Es ist Werkzeuge. Die richtige Mischung aus V-Stempeln, Faustschläge, Schwanenhalsprofile, Faltungsmengen, und zuverlässiges Klemmen hält die Winkel stabil, beschleunigt die Wechsel, und schützt Kosten. JS RAGOS, als Lieferant von maßgeschneiderten Pressbremsmaschinen, Hilft Teams bei der Auswahl von Werkzeugen, die die reale Produktion widerspiegeln, Kein perfekter Demo-Bund.

Warum die Wahl von Werkzeugen eine strategische Entscheidung ist
Werkzeuge beeinflussen die Bieggenauigkeit, Zykluszeit, und die Gesamtkosten des Eigentums. Kleine Unstimmigkeiten- Eine zu enge Stempelöffnung, Ein Stempelnasenradius, der nicht zum Abdruck passt, Oder eine Werkzeughöhe, die mit deiner Klemmung kollidiert- eine Problemkette zu erzeugen: Winkeldrift, Oberflächenmarkierungen, ungeplante Überarbeitung, und längere Setups. Das sind keine Randfälle.; Sie tauchen im Alltag bei der Arbeit auf, von gebürsteten Edelstahlgehäusen bis hin zu dicken Halterungen aus Weichstahl. Ein Hersteller von maßgeschneiderten Pressbremsmaschinen sollte jede Werkzeugempfehlung mit Ihren Materialien verknüpfen, Teilgeometrie, Maschinenkapazität, und Operator-Routinen, damit man wiederholbare Ergebnisse ohne ständige Anpassungen erhält.
Bei JS RAGOS, Wir behandeln Werkzeuge als ein System. Geometrie, Härte, Oberflächenoberfläche, Klemmstil, Krönung, und CNC-Programme müssen ausgerichtet sein. Wir beginnen mit der Anwendung, Laufprobenbögen zur Bestätigung des Verhaltens, und prüfe die Kompatibilität mit den Spezifikationen deiner Pressebremse. Dieser Ansatz stabilisiert die Qualität und verbessert den Durchsatz, ohne eine Wand aus selten genutzten Werkzeugen zu erzwingen.
- Material- und Dickenausrichtung
Wähle Werkzeuge, die passen, wie sich das Material biegt, nicht nur seine nominale Dicke. Ein paar praktische Regeln helfen:
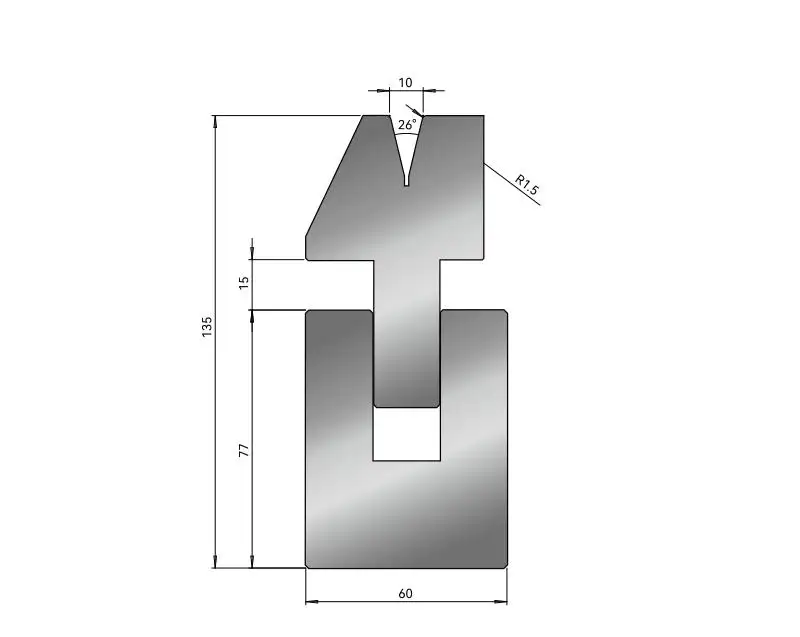
- Verwenden Sie eine geeignete V-Die-Öffnung zum Luftbiegen. Als Basislinie, Viele Werkstätten beginnen mit etwa der 8-fachen Materialdicke für gängige Stähle, Verschiebung in Richtung 6- 8x für weicheres Aluminium und 9- 10x für Edelstahl, um Markierungen und Druck zu reduzieren.
- Man kann erwarten, dass der Innenradius bei der Luftbiegung etwa V/6 entspricht. Wenn die Zeichnung einen größeren kontrollierten Radius verlangt, Wählen Sie einen größeren Chip oder ein spezielles Radiuswerkzeug, anstatt den Stempel zu übertreiben.
- Wählen Sie härtere Werkzeugstähle und polierte Arbeitsflächen für Edelstahl- und hochfeste Qualitäten. Glatte Oberflächen helfen, Galling und kosmetische Schäden an gebürsteten oder eloxierten Materialien vorzubeugen.
- Geistkornrichtung. Das Biegen über die Faser reduziert oft das Rissrisiko bei kaltgewalztem und hochfestem Blech, besonders nahe minimalen Flanschlängen.
- Dünne Messinstrumente mit sauberen Werkzeugen schützen, leichte Schmierung, wo erlaubt, oder Opferfilme, um Kratzer zu vermeiden. Trümmer auf einer Stempelfläche telegraphieren direkt in ein ansonsten perfektes Teil.
- Winkel- und Radiusregelung
Lass das Biegeziel die Werkzeuggeometrie und den Prozess bestimmen, Nicht umgekehrt:
- Luftbiegen ist vielseitig und kostengünstig, erfordert aber eine genaue Rücklaufkompensation. Die Standardisierung auf einem kleinen Set von Stempeln und Stanzen macht diese Korrekturen vorhersehbar in verschiedenen Berufen.
- Bottoming oder Coining kann bei bestimmten Bauteilen engere Winkel liefern, Aber prüfe die Tonnage und berücksichtige den Werkzeugverschleiß. Verwenden Sie diese Methoden selektiv für kritische Toleranzen oder sehr kleine Radien.
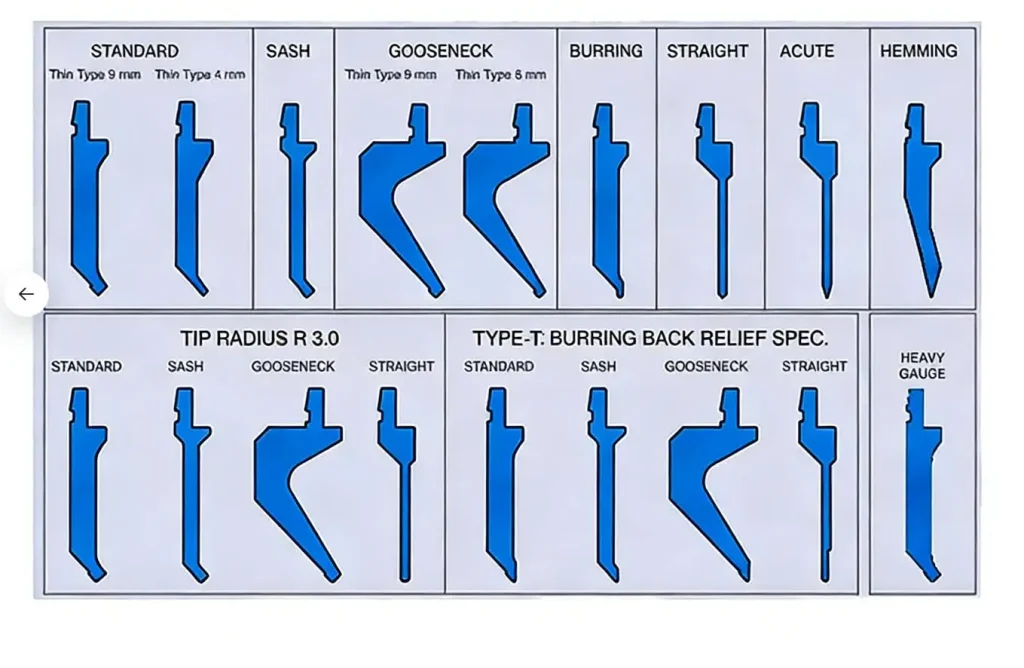
- Gooseneck-Punches sind unerlässlich, wenn Rückflansche oder tiefe Formen mit Standardprofilen kollidieren würden. Sie bieten Freiraum, ohne den Zielwinkel zu beeinträchtigen.
- Hemming- und Faltwerkzeuge ermöglichen Faltungen mit geringem Radius, Säume, und Boxarbeit. Planen Sie einen zweistufigen Prozess: Erste akute Biegung, dann platt machen. Dadurch wird eine Überspannung des Materials vermieden und die Kanten sauber gehalten.
- Achten Sie auf die minimale Flanschlänge. Stellen Sie sicher, dass der Flansch vollständig über der Matrisöffnung sitzt und die Lochnase frei macht. Eine einfache Überprüfung des Drucks und eine frühe Testbiegung spart Zeit und später Reste.
- Maschinen- und Werkzeugkompatibilität
Das beste Werkzeug versagt, wenn es nicht in deine Pressepresse oder den Arbeitsablauf passt. Validiere die Grundlagen, bevor du dich festlegst:

- Tonnage bestätigen, Bettlänge, sowie maximale Biegelänge im Vergleich zu Material und Werkzeugwahl. Schwerere Anzeigen und kleinere V-Öffnungen treiben die Kraft schnell an; Bleib innerhalb des Umschlags deiner Maschine.
- Passe Werkzeugtyp und -höhe an dein Spannsystem an (Amerikaner, Europäisch, Wila/Trumpf). Ungleiche Höhen führen zu Shimming, Winkelinkonsistenz, und langsamere Wechsel.
- Freigabeprüfung: Tageslicht bewerten, maximale offene Höhe, und effektiver Hub für hohe Werkzeuge und tiefe Formen. Wenn die Freigabe unzureichend ist, Biegungen neu ordnen oder ein Profil wählen, das den Platz vergrößert.
- Ausrichtungsprotokoll: Richten Stanzen und Stempel vor jedem Satz aus. Die Bestätigung des Fühlermessers sowie ein Testgutschein erkennen Winkelabweichungen und verringern das Schadensrisiko von Werkzeugen.
- Hoch-Mix-Bereitschaft: Implementieren Sie eine Schnellwechsel-Spannmaschine, die standardisiert an Ihr Werkzeugsystem angepasst ist. Standardisierte Höhen und wiederholbare Sitzordnungen ermöglichen Wechsel unter 10 Minuten.
- Unterstützungsanalyse: Bestätigen Sie die Reichweite der Rückenleiste und die Fingerstütze für lange Leerpatronen und dünne Anzeigen; Unzureichende Unterstützung führt zu Winkelvariabilität.
- Präzision, Toleranzen, und Wartung
Enge Toleranzen erfordern saubere Oberflächen, konstante Kraft, und gesunde Geometrie:
- Reinigen Sie Werkzeuge nach jedem Auftrag. Chips und Skalierung werden in die Stempelflächen eingebettet, was zu ungleichmäßigem Verschleiß und sichtbaren Spuren führte.
- Arbeitskanten auf Kerben inspizieren, Flache Stellen, oder Chipping. Schleifen oder ersetzen, bevor Fehler in den Teilen auftauchen.
- Überprüfen Sie Kronung und RAM-Parallelität im Zeitplan. Eine einfache Querlängen-Testbiegung und Geradenprüfung halten die Winkel von links nach rechts gleichmäßig.
- Lagerwerkzeuge trocken und gestützt. Rost und Verformung zerstören die Präzision leise; Beschriftete Racks nach Höhe und Profil helfen den Bedienern, schnell das richtige Werkzeug zu ergreifen.
- Baue eine Springback-Bibliothek nach Material auf, Dicke, und Zielwinkel. Die Dokumentation realer Werkstattdaten reduziert Trial Bends und beschleunigt Erstgenehmigungen.
Wie JS RAGOS, ein Lieferant von maßgeschneiderten Pressbremsmaschinen, Liefert Ergebnisse
JS RAGOS bietet ein Tooling-Portfolio und ein Support-Modell, das für die Produktionsrealität konzipiert ist. Wir liefern V-Werkzeuge für gängige Dickenbereiche, Ein- und Mehrprofil-Stanzen, Ganzenhalswerkzeuge für tiefe Biegungen, Falt- und Säumsets für Kastenarbeit und Säume, und Klemmsysteme, die die Umstellungen konsistent und schnell machen. Unsere Ingenieure überprüfen Empfehlungen bezüglich Ihrer Materialien, Biege-Ziele, und Maschinenkapazität, mit Schwerpunkt auf Haltbarkeit, Oberflächenoberfläche, und Wiederholbarkeit- Dein erster Teil sieht also aus wie dein 1.000..
- Warum unsere Art auf dem Boden funktioniert?
• Wir beginnen mit Ihren Teilen und Materialien, Dann wähle Werkzeuge, die gute Winkel wiederholbar machen.
•Wir sorgen dafür, dass der Stil, Höhe, Und die Klemmen passen zu deiner Bremse, und deine CNC und das Backgauge werden dem Setup nicht widerstehen.
• Werkzeugformen und Oberflächen halten enge Winkel, alle verschieben sich, mit einfachen Rückfederungstipps für jedes Material.
•Robuste Werkzeuge, Einfache Pflege, Längeres Leben.
• Spezielle Stanzen und Stanzformen für tiefe Boxen, Enge Abstand, und ungewöhnliche Radien, die das Teil trotzdem schützen.
•Wir helfen Ihnen beim Aufbau, Busbetreiber, Und sei schnell da, wenn du Hilfe brauchst.
- Probleme, die wir beheben
•Lange Setups: Standardwerkzeuge nach Dicke, Gleiche Schlaghöhen, Schnellwechsel-Klemmen, also keine Unterlegscheiben mehr.
•Winkeldrift: Gleich am Anfang aus, Krönung für die Dicke einstellen, Tausche Werkzeuge, bevor sie dich beißen.
•Markierungen an schönen Stellen: Polierte Stempel, Schutzfolie, größer statt die Kanten zu weicher zu machen.
• Werkzeuge passen nicht in die Maschine: Wir überprüfen einmal und stoppen die Sitz- und Winkelprobleme.
•Keine Werkzeuge finden: 5S, Labels, Farben, und QR-Codes, damit die Wechsel weiterlaufen.
- Ein kurzes Beispiel: Ein Laden wechselte zwischen 1.2 mm gebürstete Edelstahlgehäuse und 4.0 mm-HRPO-Halterungen. Die Bediener kämpften gegen Oberflächenspuren am Edelstahl und Winkelinkonsistenz bei den dickeren Teilen. Mit JS RAGOS als ihrem Lieferanten von maßgeschneiderten Pressbremsmaschinen, sie verwendeten eine polierte V-Matrize für dünnes Edelstahl (gepaart mit Schutzfolie), Ein Allzweckstempel für die Halterungen, Er fügte einen Gooseneck-Punch hinzu, um tiefe Rückschläge zu klären, und wechselte zu Schnellwechselklammern, die ihrem Werkzeugstandard entsprechen. Die ersten Genehmigungen kamen schneller, Wechsel wurden zur Routine, und kosmetische Mängel verschwanden.

Aufruf zum Handeln: Starten Sie ein Tooling-Audit
Wenn du Verzögerungen siehst, inkonsistente Biegungen, oder eine aufsteigende Überarbeitung, Ein strukturiertes Tooling-Audit kann Ihre Basislinie zurücksetzen. JS RAGOS, als Lieferant von maßgeschneiderten Pressbremsmaschinen, Ich werde deinen Materialmix überprüfen, Biegeanforderungen, Werkzeugbestand, und Maschinenaufbau. Sie erhalten einen schlanken Werkzeugplan, Eine Kompatibilitätsprüfung, sowie Wartungsmaßnahmen, die Präzision und Geschwindigkeit schützen.
- Beginne mit einer Anwendungsprüfung, um Werkzeuge mit deinen dominanten Legierungen und Dicken zu kombinieren.
- Anschließend folgt ein Setup-Workshop, um die Ausrichtung zu kodifizieren, Klemmung, und CNC-Winkelbibliotheken- Kürzere Wechsel, Stabilere Winkel.
- Planen Sie einen Wartungszyklus, der Reinigungs- und Inspektionsintervalle definiert, Speicherverbesserungen, und Umkonditionierungsauslöser, um die Toleranzen eng zu halten.
Die Auswahl der Werkzeuge in einen Wettbewerbsvorteil verwandeln. Partnerschaft mit JS RAGOS- Ihr Custom-Press-Bremsmaschinen-Lieferanten- um zuverlässige Genauigkeit zu erreichen, Schnellere Durchsatz, und niedrigere Gesamtbesitzkosten. Kontaktieren Sie unser technisches Team, um Ihre Prüfung zu beginnen und eine vorhersehbarere Prüfung zu erstellen, effizienter Umformprozess.

