













Consejos de herramientas del proveedor de máquinas de freno de prensa personalizados
Pasa por un taller de fabricación muy concurrido y verás dos líneas que operan piezas similares en máquinas similares, Sin embargo, solo uno acierta el ángulo a la primera. La diferencia no es cuestión de suerte- Es herramientas. La mezcla adecuada de troqueles en V, Golpes, Perfiles de cuello de ganso, Conjuntos plegables, y un sujeción fiable mantiene los ángulos estables, Acelera los cambios, y protege el coste. JS RAGOS, como proveedor de máquinas de freno de prensa personalizadas, ayuda a los equipos a elegir herramientas que reflejen la producción real, No es una demo perfecta.

Por qué la elección de herramientas es una decisión estratégica
El uso de herramientas afecta la precisión de la flexión, Tiempo de ciclo, y coste total de propiedad. Pequeñas desventajas- una apertura de troquel demasiado ajustada, un radio de nariz perforada que no coincide con la huella, o una altura de herramienta que no coincide con la sujeción- crear una cadena de problemas: Deriva angular, Marcas superficiales, Reestructuración no planificada, y montajes más largos. No son casos límite; Aparecen en el trabajo diario, desde cajas de acero inoxidable cepillado hasta soportes gruesos de acero dulce. Un proveedor de máquina de freno de presión personalizado debería conectar cada recomendación de herramienta con tus materiales, Geometría de las piezas, Capacidad de la máquina, y rutinas de operador para obtener resultados repetibles sin ajustes constantes.
En JS RAGOS, Tratamos las herramientas como un sistema. Geometría, dureza, Acabado superficial, Estilo de sujeción, coronamiento, y los programas CNC deben alinearse. Empezamos con la solicitud, Ejecuta bends de muestra para confirmar el comportamiento, y verifica la compatibilidad con las especificaciones de tu freno de presión. Este enfoque estabiliza la calidad y mejora el rendimiento sin forzar un muro de herramientas poco usadas.
- Alineación de materiales y grosores
Elige herramientas que coincidan con cómo se dobla el material, no solo su grosor nominal. Unas reglas prácticas ayudan:
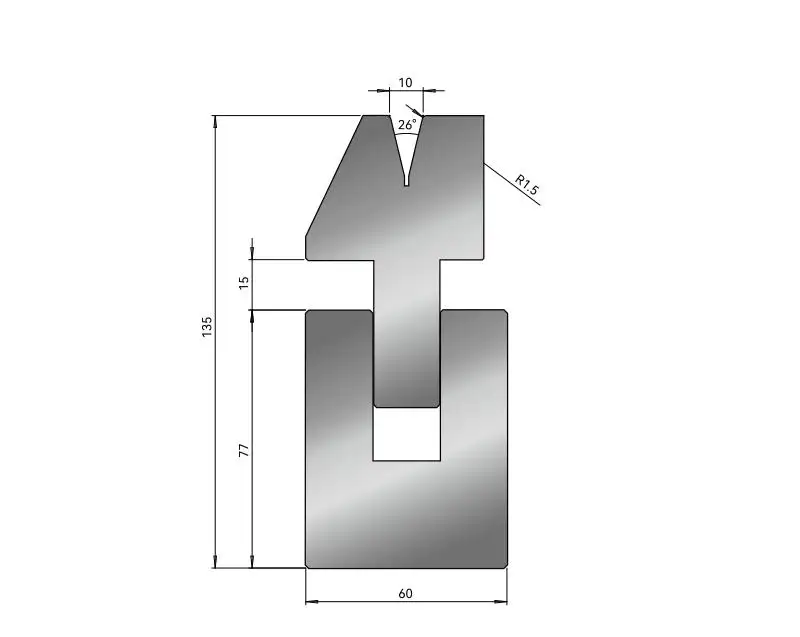
- Usa una abertura adecuada para el dable en V para el control de aire. Como referencia, Muchos talleres empiezan alrededor de 8 veces el grosor del material para aceros comunes, Desplazamiento hacia 6- 8x para aluminio más blando y 9- 10x para acero inoxidable para reducir marcas y fuerzas.
- Espera que el radio interior en la flexión del aire se aproxime a V/6. Si el dibujo exige un radio controlado mayor, Elige un chip más grande o herramientas dedicadas de radio en lugar de sobrecargar el punzón.
- Elige aceros para herramientas más resistentes y superficies de trabajo pulidas para aceros inoxidables y de alta resistencia. Los acabados suaves ayudan a prevenir la afrontamiento y daños estéticos en materiales cepillados o anodizados.
- Dirección de la mente. Curvarse a lo largo de la veta suele reducir el riesgo de grietas en láminas laminadas en frío y de alta resistencia, especialmente en longitudes mínimas de brida.
- Protege las piezas finas con herramientas limpias, lubricación ligera cuando sea permitido, o películas sacrificiales para evitar raspaduras. Los escombros en la cara de un dado telegrafian directamente hacia una pieza que por lo demás es perfecta.
- Control de ángulo y radio
Deja que el objetivo de flexión dicte la geometría y el proceso de la herramienta, no al revés:
- El control del aire es versátil y rentable, pero exige una compensación precisa del resorte. Estandarizar en un conjunto pequeño de troqueles y punzones hace que esas correcciones sean predecibles entre trabajos.
- El bottoming o el acuñado pueden ofrecer ángulos más cerrados en piezas específicas, Pero revisa el tonelaje y el desgaste de las herramientas. Utiliza estos métodos selectivamente para tolerancias críticas o radios muy pequeños.
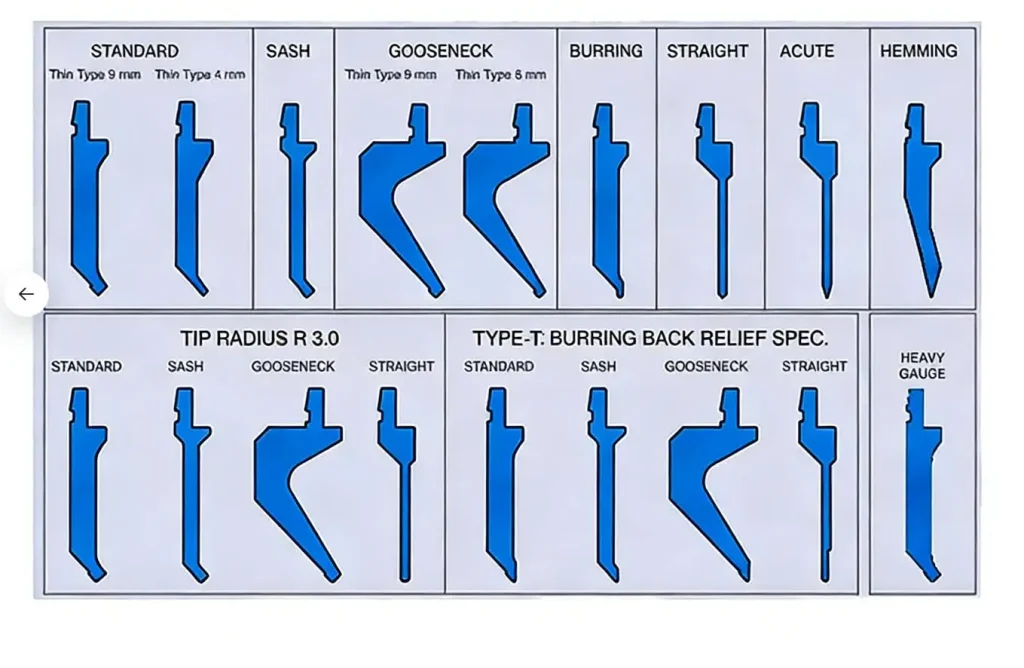
- Los punzones de cuello de ganso son esenciales cuando las bridas de retorno o las formas profundas colisionan con perfiles estándar. Proporcionan espacio libre sin comprometer el ángulo del objetivo.
- Las herramientas de dobladillo y plegado permiten pliegues de bajo radio, Hems, y trabajo en caja. Planificar un proceso en dos fases: Primero la flexión aguda, Luego aplanar. Esto evita sobrecargar el material y mantiene los bordes limpios.
- Reloj longitud mínima de brida. Asegúrate de que la brida se asiente bien sobre la abertura del troquel y despeje la punta del punzón. Una simple comprobación de la impresión y una curvatura temprana de prueba ahorran tiempo y chatarra más adelante.
- Compatibilidad de máquinas y herramientas
La mejor herramienta falla si no encaja con tu freno de presión o tu flujo de trabajo. Valida lo básico antes de comprometerte:

- Confirmar tonelaje, Longitud de la cama, y la longitud máxima de flexión en función del material y la elección del troquel. Calibres más gruesos y aberturas en V más pequeñas impulsan la fuerza hacia arriba rápidamente; Mantente dentro del alcance de tu máquina.
- Ajusta el estilo y la altura de la herramienta a tu sistema de sujeción (Americano, Europeo, Wila/Trumpf). Las alturas desparejadas provocan calzas, Inconsistencia de ángulo, y cambios más lentos.
- Verificación de autorización: Evaluar la luz del día, Altura máxima al aire libre, y un trazo efectivo para herramientas altas y formas profundas. Si la autorización es insuficiente, Reordena las curvas o selecciona un perfil que aumente el espacio.
- Protocolo de alineación: Alinear puñetazo y muerte antes de cada lote. La confirmación del sondador junto con un cupón de prueba detecta deriva angular y mitiga el riesgo de daños por herramienta.
- Alta preparación para mezcla: Implementa sujeciones de cambio rápido estandarizadas a tu sistema de herramientas. Las alturas estandarizadas y la capacidad de asientos repetible permiten cambios de temperatura por debajo de los 10 minutos.
- Análisis de soporte: Confirma el alcance del calibre trasero y el soporte de los dedos para blanks largos y calibres finos; un soporte inadecuado impulsa la variabilidad del ángulo.
- Precisión, Tolerancias, y mantenimiento
Las tolerancias estrictas exigen superficies limpias, Fuerza consistente, y geometría saludable:
- Limpiar las herramientas después de cada trabajo. Los chips y las escamas se incrustan en las caras de los troqueles, causando desgaste desigual y marcas visibles.
- Inspecciona los bordes que trabajan para detectar marcas, Zonas planas, o desprendimiento. Rectificar o reemplazar antes de que aparezcan defectos en las piezas.
- Verificar el paralelismo de coronas y RAM en un calendario. Una simple flexión de prueba a lo largo y una comprobación de filo mantienen los ángulos uniformes de izquierda a derecha.
- Guardar las herramientas en seco y soportadas. El óxido y la deformación destruyen silenciosamente la precisión; Los bastidores etiquetados por altura y perfil ayudan a los operadores a coger rápidamente la herramienta adecuada.
- Construye una biblioteca de resorte por material, espesor, y ángulo del objetivo. Documentar datos reales de la tienda reduce los errores de los ensayos y acelera las aprobaciones iniciales.
Cómo JS RAGOS, un proveedor de máquinas de freno de prensa personalizadas, Entrega resultados
JS RAGOS ofrece un portafolio de herramientas y un modelo de soporte diseñado para la realidad de producción. Suministramos troqueles en V para rangos de grosores comunes, Punzones de perfil simple y multiperfil, Herramientas de cuello de ganso para curvas profundas, Juegos plegables y de dobladillo para trabajos en caja y dobladillos, y sistemas de sujeción que hacen que los cambios sean consistentes y rápidos. Nuestros ingenieros validan las recomendaciones contra tus materiales, Blancos de curva, y capacidad de máquina, con énfasis en la durabilidad, Acabado superficial, y repetibilidad- Así que tu primera parte parece tu número 1.000.
- Por qué nuestro método funciona en el suelo?
•Empezamos con tus piezas y materiales, Luego elige herramientas que hagan que los ángulos sean repetibles.
•Nos aseguramos del estilo, Altura, Y las abrazaderas encajan en el freno, y tu CNC y el backgauge no se opusen a la configuración.
• Las formas y acabados de las herramientas mantienen ángulos firmes durante todo el desplazamiento, con puntas sencillas de resorte para cada material.
•Herramientas resistentes, Cuidado Simple, Vida más larga.
• Punzones y matrices especiales para cajas profundas, Espacio libre ajustado, y radios extraños que aún protegen la pieza.
•Te ayudamos a montar, Operadores de autocares, y aparece rápido cuando necesites ayuda.
- Problemas que solucionamos
•Configuraciones largas: Troqueles estándar por grosor, Alturas de puñetazo iguales, abrazaderas de cambio rápido para que no haya más cuñas.
• Deriva angular: Alinearse al principio, Coronación fija para el grosor, Cambia las herramientas antes de que te muerdan.
•Marcas en las partes bonitas: Matrices pulidas, Película protectora, Vs más grandes para suavizar los bordes.
•Las herramientas no encajan en la máquina: Auditamos una vez y evitamos los dolores de cabeza de asientos y ángulos.
•No encuentro herramientas: 5S, Etiquetas, Colores, y códigos QR para que los cambios sigan avanzando.
- Un ejemplo rápido: Una tienda alternaba entre 1.2 carcasas de acero inoxidable cepillado mm y 4.0 Brackets mm HRPO. Los operadores luchaban contra las marcas superficiales en el acero inoxidable y la inconsistencia de ángulo en las piezas más gruesas. Con JS RAGOS como su proveedor de máquinas de freno de prensa personalizadas, adoptaron un troquel en V pulido para acero inoxidable fino (emparejado con película protectora), un troquel de uso general para los corchetes, Añadió un puñetazo de cuello de ganso para despejar devoluciones profundas, y cambiaron a abrazaderas de cambio rápido adaptadas a su estándar de herramientas. Primero, las aprobaciones llegaron más rápido, los cambios de turno se volvieron rutinarios, y los defectos cosméticos desaparecieron.

Llamada a la acción: Inicia una auditoría de herramientas
Si ves retrasos, Curvas inconsistentes, o reestructuración ascendente, Una auditoría estructurada de herramientas puede restablecer tu línea de base. JS RAGOS, como proveedor de máquinas de freno de prensa personalizadas, revisaré tu mezcla de material, Requisitos de curvatura, Inventario de herramientas, y configuración de máquinas. Recibirás un plan de herramientas simplificado, Una comprobación de compatibilidad, y pasos de mantenimiento que protegen la precisión y la rapidez.
- Empieza con una revisión de la aplicación para combinar herramientas con tus aleaciones y grosores dominantes.
- Sigue con un taller de preparación para codificar la alineación, Sujeción, y bibliotecas de ángulos CNC- Cambios más cortos, steadier angles.
- Planifica un ciclo de mantenimiento que defina los intervalos de limpieza e inspección, Mejoras en el almacenamiento, y desencadenantes de reacondicionamiento para mantener las tolerancias ajustadas.
Convierte la selección de herramientas en una ventaja competitiva. Socio con JS RAGOS- Tu proveedor de máquina de frenos de presión personalizados- para lograr una precisión fiable, Mayor rendimiento, y menor coste total de propiedad. Contacta con nuestro equipo técnico para comenzar tu auditoría y construir una auditoría más predecible, Proceso de conformado eficiente.

