













Dicas de Ferramentas do Fornecedor de Máquinas de Freio de Prensa Personalizadas
Passeie por uma oficina de fabricação movimentada e verá duas linhas rodando peças semelhantes em máquinas parecidas, Ainda assim, apenas um acerta o ângulo na primeira tentativa. A diferença não é sorte- É ferramenta. A mistura certa de V-dies, Socos, Perfis de pescoço de ganso, Conjuntos de dobragem, e a fixação confiável mantém os ângulos estáveis, Acelera as trocas, e protege o custo. JS RAGOS, como fornecedor de máquinas de freio de pressão personalizadas, ajuda as equipes a escolher ferramentas que refletem a produção real, não é uma curva de demonstração perfeita.

Por que a Escolha de Ferramentas é uma Decisão Estratégica
A ferramentagem afeta a precisão da flexão, Tempo do ciclo, e custo total de propriedade. Pequenas descorrespondências- uma abertura de dado excessivamente apertada, um raio de nariz de perfuração que não corresponde à impressão, ou uma altura de ferramenta que conflita com sua fixação- criar uma cadeia de problemas: Deriva do ângulo, Marcas superficiais, Reformulação não planejada, e configurações mais longas. Esses não são casos extremos; Eles aparecem no trabalho do dia a dia, de caixas de aço inox escovado a suportes grossos de aço macio. Um fornecedor de máquina de freio de pressão personalizado deve conectar cada recomendação de ferramenta aos seus materiais, Geometria das peças, Capacidade da máquina, e rotinas de operador para obter resultados repetíveis sem ajustes constantes.
Na JS RAGOS, Tratamos as ferramentas como um sistema. Geometria, Dureza, Acabamento superficial, Estilo de fixação, Coroação, e os programas CNC devem se alinhar. Começamos com a aplicação, Execute bends de amostra para confirmar o comportamento, e verifique a compatibilidade com as especificações do freio de pressão. Essa abordagem estabiliza a qualidade e melhora o débito sem forçar uma parede de ferramentas raramente usadas.
- Alinhamento de materiais e espessura
Escolha ferramentas que combinem com a forma como o material se dobra, não apenas sua espessura nominal. Algumas regras práticas ajudam:
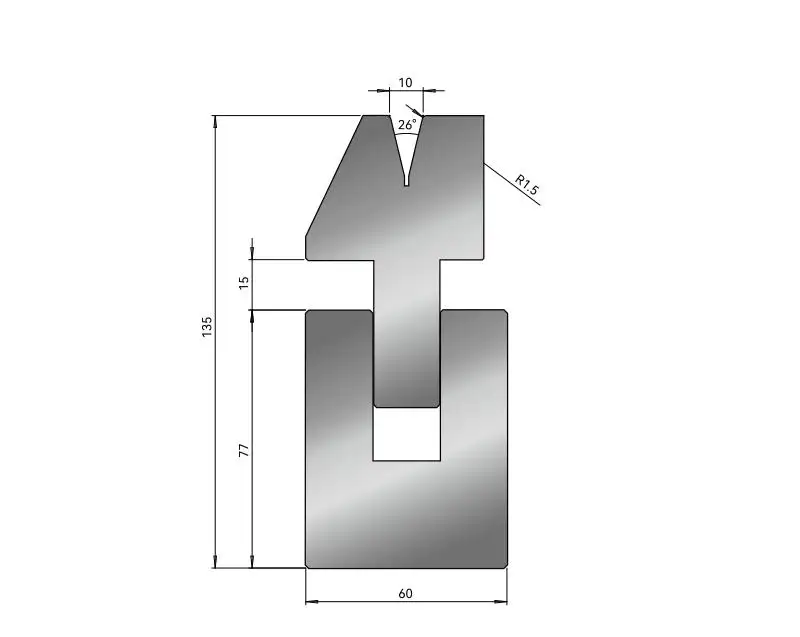
- Use uma abertura apropriada para o chip em V para dobra de ar. Como linha de base, Muitas oficinas começam com cerca de 8x a espessura do material para aços comuns, mudando para 6- 8x para alumínio mais macio e 9- 10x para inox para reduzir marcações e forças.
- Espere que o raio interno na flexão de ar seja próximo de V/6. Se o desenho exigir um raio controlado maior, Selecione um chip maior ou ferramentas dedicadas de raio em vez de sobrecarregar o punch.
- Escolha aços para ferramentas mais resistentes e superfícies de trabalho polidas para graus de aço inoxidável e alta resistência. Acabamentos lisos ajudam a evitar avariações e danos estéticos em materiais escovados ou anodizados.
- Direção do granulado mental. A flexão em direção ao veio frequentemente reduz o risco de rachaduras em chapas laminadas a frio e de alta resistência, especialmente próximos ao comprimento mínimo das flanges.
- Proteja as bitolas finas com ferramentas limpas, lubrificação leve quando permitido, ou filmes sacrificiais para evitar arranhões. Detritos na face do dado vão se espalhar direto para uma parte perfeita.
- Controle de ângulo e raio
Deixe o alvo de dobra ditar a geometria e o processo da ferramenta, não o contrário:
- A dobra de ar é versátil e econômica, mas exige uma compensação precisa de recuo. Padronizar em um pequeno conjunto de matrizes e punções torna essas correções previsíveis entre os trabalhos.
- O bottoming ou o cuning podem proporcionar ângulos mais apertados em peças específicas, Mas verifique a tonelagem e considere o desgaste das ferramentas. Use esses métodos seletivamente para tolerâncias críticas ou raios muito pequenos.
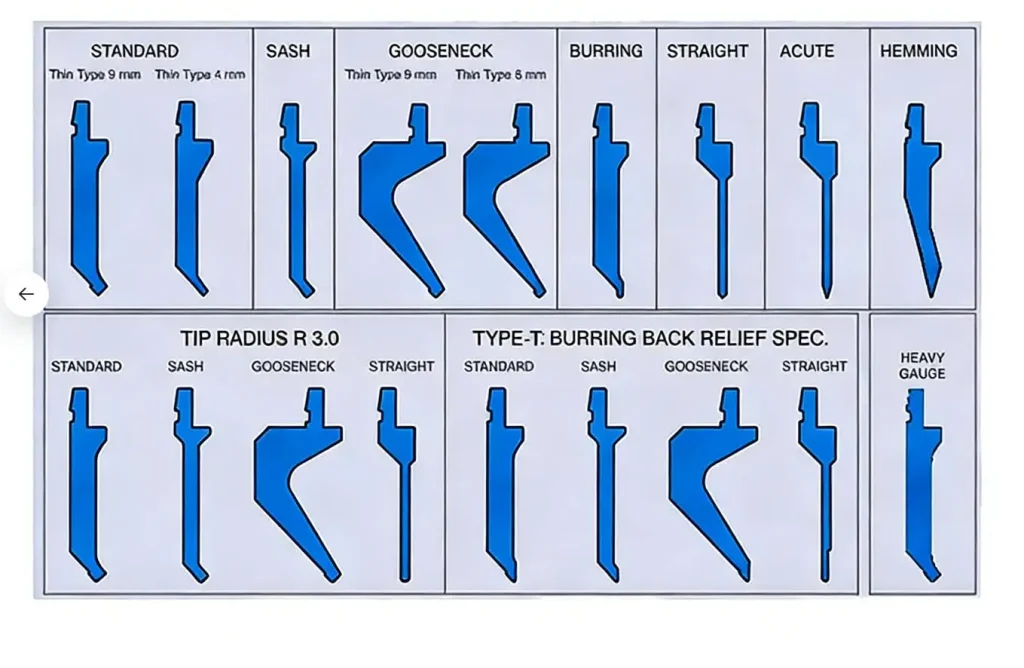
- Punções gooneck são essenciais quando flanges de retorno ou formas profundas colidiriam com perfis padrão. Eles fornecem folga sem comprometer o ângulo do alvo.
- Ferramentas de bainha e dobragem permitem dobras de raio baixo, barras, e trabalho em caixas. Planeje um processo em duas etapas: Curva aguda primeiro, depois achatar. Isso evita sobrecarregar o material e mantém as bordas limpas.
- Relógio comprimento mínimo da flange. Certifique-se de que a flange assente totalmente sobre a abertura do die e limpe o nariz do perfurador. Uma simples verificação da impressão e uma curvatura de teste cedo economizam tempo e sucata depois.
- Compatibilidade de máquinas e ferramentas
A melhor ferramenta falha se não encaixar no seu freio de pressão ou fluxo de trabalho. Valide o básico antes de se comprometer:

- Confirme tonelagem, Comprimento da cama, e comprimento máximo de flexão em relação ao material e à escolha do cunho. Calibres mais pesados e aberturas em V menores impulsionam a força para cima rapidamente; Fique dentro do envelope da sua máquina.
- Ajuste o estilo e a altura da ferramenta ao seu sistema de fixação (Americano, Europeus, Wila/Trumpf). Alturas desalinhadas levam ao shimming, Inconsistência de ângulo, e mudanças mais lentas.
- Verificação de autorização: Avaliar a luz do dia, Altura máxima aberta, e curso eficaz para ferramentas altas e formas profundas. Se a autorização for insuficiente, Reordene as curvas ou selecione um perfil que aumente o espaço.
- Protocolo de alinhamento: alinhar socos e mortes antes de cada lote. Confirmação por sensor, mais um cupom de teste, detecta desvio angular e reduz o risco de danos à ferramenta.
- Prontidão de alta mistura: Implemente fixação de troca rápida padronizada ao seu sistema de ferramentas. Alturas padronizadas e assentos repetíveis permitem trocas de temperatura abaixo de 10 minutos.
- Análise de suporte: Confirme o alcance do backgauge e o suporte dos dedos para blanks longos e calibres finos; Suporte inadequado impulsiona a variabilidade do ângulo.
- Precisão, Tolerâncias, e manutenção
Tolerâncias apertadas exigem superfícies limpas, Força consistente, e geometria saudável:
- Limpe as ferramentas após cada trabalho. Chips e escamas embutidos nas faces dos chips, causando desgaste desigual e marcas visíveis.
- Inspecionar as bordas de trabalho para detectar riscos, Pontos planos, ou lascamento. Remoagem ou substitua antes que apareçam defeitos nas peças.
- Verificar o paralelismo de coroação e ram em um cronograma. Uma simples curva de teste ao longo do comprimento e uma verificação de reta mantêm os ângulos uniformes da esquerda para a direita.
- Armazene as ferramentas secas e suportadas. Ferrugem e deformação destroem silenciosamente a precisão; Racks rotulados por altura e perfil ajudam os operadores a pegar rapidamente a ferramenta certa.
- Construa uma biblioteca de remoção por material, espessura, e ângulo do alvo. Documentar dados reais de oficina reduz as curvas dos ensaios e acelera as aprovações iniciais.
Como JS RAGOS, um fornecedor de máquinas de freio de pressão personalizadas, Entrega Resultados
O JS RAGOS oferece um portfólio de ferramentas e modelo de suporte projetado para a realidade de produção. Fornecemos chips em V para faixas comuns de espessura, Punções de perfil simples e múltiplos, Ferramentas de pescoço de ganso para curvas profundas, Conjuntos de dobragem e de bainha para trabalhos em caixa e barras, e sistemas de fixação que tornam as trocas de reposição consistentes e rápidas. Nossos engenheiros validam recomendações contra seus materiais, Alvos de dobra, e capacidade de máquinas, com ênfase na durabilidade, Acabamento superficial, e repetibilidade- Então sua primeira parte parece ser a 1.000ª.
- Por que nosso jeito funciona no chão?
• Começamos com suas peças e materiais, Depois, escolha ferramentas que tornem bons ângulos repetíveis.
• Garantimos o estilo, Altura, e as grampos encaixam no freio, e seu CNC e o backgauge não vão contestar a configuração.
• Os formatos e acabamentos das ferramentas mantêm ângulos apertados em todos os deslocamentos, com pontas simples de retorno de mola para cada material.
• Ferramentas difíceis, Cuidado simples, Vida mais longa.
• Punções e matrizes especiais para caixas profundas, folga apertada, e raios estranhos que ainda protegem a peça.
• Ajudamos a montar, Operadores de ônibus, e apareça rápido quando precisar de ajuda.
- Problemas que resolvemos
• Configurações longas: Matrizes padrão por espessura, mesmas alturas de soco, grampos de troca rápida para não usar mais calços.
• Deriva angular: alinhar-se no início, A coroação fixa para a espessura, Troque as ferramentas antes que te mordam.
• Marcas nas partes bonitas: Matrizes polidas, Filme protetor, Vs maiores para suavizar as bordas.
• Ferramentas não servem na máquina: Auditamos uma vez e acabamos com as dores de cabeça de assentos e ângulos.
• Não encontro ferramentas: 5S, Selos, Cores, e códigos QR para que as trocas continuem avançando.
- Um exemplo rápido: Uma loja alternava entre 1.2 carcaças de aço inoxidável escovado mm e 4.0 Suportes mm HRPO. Os operadores lutavam contra marcas de superfície no aço inoxidável e inconsistências de ângulo nas partes mais grossas. Com a JS RAGOS como fornecedora de máquinas de freio de pressão personalizadas, eles adotaram um chip em V polido para inox fino (pareado com filme protetor), um dado de uso geral para os suportes, Adicionou um soco em forma de pescoço de ganso para limpar retornos profundos, e passou a usar grampos de troca rápida adequados ao padrão de ferramentas. Primeiro, as aprovações vieram mais rápido, As trocas de turnos tornaram-se rotineiras, e os defeitos cosméticos desapareceram.

Chamado à Ação: Inicie uma Auditoria de Ferramentas
Se você está vendo atrasos, Curvas inconsistentes, ou reformulação ascendente, Uma auditoria estruturada de ferramentas pode redefinir sua linha de base. JS RAGOS, como fornecedor de máquinas de freio de pressão personalizadas, Vou revisar sua mistura de materiais, Requisitos de curvatura, Inventário de ferramentas, e configuração de máquinas. Você receberá um plano de ferramentas simplificado, uma verificação de compatibilidade, e etapas de manutenção que protegem precisão e velocidade.
- Comece com uma revisão da aplicação para combinar ferramentas com suas ligas e espessuras dominantes.
- Em seguida, faça um workshop de configuração para codificar o alinhamento, Fixação, e bibliotecas de ângulos CNC- Trocas mais curtas, Ângulos mais firmes.
- Planeje um ciclo de manutenção que defina intervalos de limpeza e inspeção, Melhorias no armazenamento, e gatilhos de recondicionamento para manter as tolerâncias apertadas.
Transforme a seleção de ferramentas em uma vantagem competitiva. Parceria com JS RAGOS- seu fornecedor de máquina de freio de pressão personalizado- para alcançar precisão confiável, Maior taxa de transferência, e menor custo total de posse. Entre em contato com nossa equipe técnica para iniciar sua auditoria e construir uma auditoria mais previsível, Processo de conformação eficiente.

