













Frein à pression hydraulique 600T–3000T: Cas d’utilisation et risques à forte forme
La transition vers les freins à pression hydrauliques à ultra-haute tonnage (600T–3000T) représente un changement fondamental de la flexion de la tôle vers le formage de plaques lourdes. À ces échelles, La physique de la flexion de l’air est dominée par des forces de résistance massives où la structure cristalline interne du matériau dicte le comportement de la machine plus que l’interface de contrôle de l’opérateur. La précision dans cet échelon n’est pas seulement une question de précision linéaire, mais une lutte complexe contre la déviation des images, Retour à ressort des matériaux, et l’énergie nécessaire pour déclencher une charnière en plastique dans les alliages à haute résistance. Le non-respect de la physique de charge de ces machines ne conduit pas à la mise à la remise au rebut d’une pièce; Cela entraîne une compromission structurelle catastrophique de l’outillage ou du cadre de la machine elle-même.
- Nécessité d’ultra-tonnage: Portée par une infrastructure mondiale, Construction navale, et des secteurs énergétiques nécessitant l’intégrité monolithique des plaques.
- Domination en physique des plaques: Au-delà du 600T, Les gradients de contrainte à travers l’épaisseur rendent obsolètes les calculs standards du facteur K.
- Chemins de charge structurels: Les calibres de tonnage sont secondaires par rapport à la capacité de la machine à canaliser l’énergie sans torsion.
- Risque de défaillance catastrophique: Le stockage d’énergie dans un châssis dévié de 3000T transforme de petites fractures d’outils en projectiles à grande vitesse.

L’enveloppe de physique de la charge ci-dessus 600 Des tonnes: Quels changements dans le comportement des métaux
Lors du traitement de plaques lourdes sur une machine de 600T à 3000T, le matériau ne se comporte plus comme un plan uniforme. Un champ de contraintes triaxial se développe au point de contact, où la profondeur de pénétration de la zone plastique doit atteindre l’axe neutre avant qu’une déformation permanente ne survienne. Dans les matériaux plus fins, Cette transition est presque instantanée; cependant, dans des plaques ultra-lourdes, La propagation du front de rendement progresse lentement, créant une accumulation massive de résistance interne.
Comportement des matériaux sous un tonnage ultra-élevé
| Métrique | 600Seuil T | 3000Seuil T | Impact technique |
| Type de champ de contrainte | Biaxiale dominante | Triaxiale dominante | Risque accru de délamination interne. |
| Déplacement de l’axe neutre | Minimal | Significatif | Le calcul de la longueur blanche devient non linéaire. |
| Propagation des bandes de cisaillement | Niveau de surface | Pleine épaisseur | Il nécessite des vitesses de RAM plus lentes pour éviter les fissures. |
| Stockage de l’énergie par déformation | Modéré | Extrême | La machine doit dissiper une énergie de recul massive. |
Répartition des contraintes structurelles du châssis dans les freins à pression hydrauliques 600T–3000T
À la limite de 3000T, Le cadre du frein à pression agit davantage comme un pont que comme un outil machine-outil. Le flux de contrainte longitudinal de la poutre doit être géré avec minutie pour prévenir "banane" déviation. Les fabricants utilisent des conceptions robustes de tige de direction en C ou en structure de boîte pour garantir que le transfert de charge de compression sur la colonne reste vertical. Si la résistance à la distorsion torsionnelle du cadre est dépassée, Le bélier perdra le parallélisme, Ce qui entraîne des longueurs de bride inégales et une surcharge localisée des outils.
- Déviation du plateau: Même avec les systèmes de couronnement, Le lit subit une déformation élastique importante qui doit être compensée en temps réel.
- Symétrie du cylindre hydraulique: La force doit être délivrée avec une synchronicité absolue; une milliseconde de latence à 3000T crée une charge latérale massive sur les guides de RAM.
- Parallélisme de Ram: Obtenue grâce à des encodeurs linéaires haute résolution qui surveillent la symétrie de force du cylindre hydraulique par rapport au retour structurel du châssis.
Comportement de la pression hydraulique à des niveaux de tonnage ultra-élevés
La gestion de l’hydraulique à cette échelle nécessite plus que de la simple pression élevée; Cela nécessite une logique de contrôle de flux sophistiquée. La compressibilité du fluide devient une variable tangible — en 300 bar, L’huile hydraulique peut se comprimer presque 1% de son volume. Cela crée un "Printemps" effet dans les cylindres qui doit être géré par une modulation proportionnelle servo des soupapes pour éviter un mouvement erratique du ram lors de la transition entre une approche rapide et une vitesse de pression.
- Amortissement par pic de pression: Les vannes à grande vitesse empêchent la propagation par onde de pression qui pourrait éclater les joints lors de la rupture ou de la rupture de la plaque.
- Comportement de la charge thermique: Le volume même de pétrole déplacé génère une chaleur importante; La dérive thermique hydraulique peut affecter la précision de la course si elle n’est pas gérée par un refroidissement actif.
- Synchronisation multicylindre: Les machines grand format utilisent souvent 4 ou plus de cylindres, nécessitant un API dédié pour équilibrer le flux basé sur les données en temps réel de la cellule de charge.
Modes de défaillance propres aux machines à formage à ultra-tonnage
Dans la gamme 600T–3000T, "Usure" est remplacé par "fatigue et fractures." Le mode de défaillance le plus dangereux est la singularité de contrainte localisée, lorsqu’un défaut microscopique de l’outil ou de la plaque devient un point de rupture structurelle totale sous charge.
Matrice de rupture ultra-tonnage
| Mode de défaillance | Cause profonde | Gravité | Signes d’alerte |
| Fracture par fatigue du châssis | Accumulation de fatigue par contrainte cyclique | Critique | Peinture qui s’écaille aux joints; audible "pings" Pendant la charge. |
| Fracture catastrophique de l’outil | Brèche de seuil de tenacité à la fracture | Extrême | Micro-fissurage sur les épaules de la puce en V. |
| Plaque à recul | Libération soudaine de l’énergie de déformation | Haut | Vibration rapide de la plaque après le coup. |
| Éclat du joint hydraulique | Propagation par ondes de pression | Modéré | Brume hydraulique ou chute soudaine du crampon. |
Les défaillances lourdes de formage sont rarement progressives. Une fois que le réseau de propagation de la micro-fissure atteint un état critique, La fracture finale se produit à la vitesse du son à l’intérieur du matériau.
Épaisseur de la plaque vs courbe de force: Lorsque la formation devient exponentielle
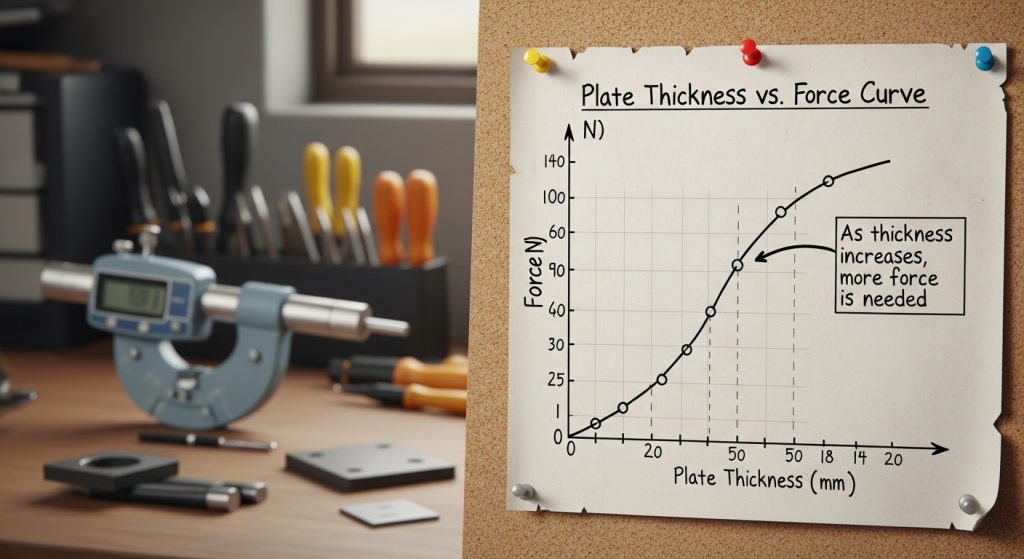
La relation entre l’épaisseur de la plaque et la force requise n’est pas linéaire; c’est une relation épaisseur-carré approximativement. Au passage de la plaque de 20 mm à 100 mm, L’escalade de la résistance du module de section est massive. Cela crée un gradient d’amplification de charge où une légère augmentation de l’épaisseur de la plaque nécessite une machine disproportionnellement plus grande.
- Crossover élastique-plastique: Le point où la plaque cesse de résister et commence à se déformer.
- Formation de charnières plastiques: La zone localisée de la courbure où le matériau atteint la résistance maximale à la traction.
- Absorption de l’énergie de déformation: L’énergie totale contenue par la plaque; Les tonnages plus élevés doivent rester au bas de la course pour permettre à cette énergie de se dissiper.
Contraintes d’ingénierie des installations au-dessus des machines 1000T
Un frein à pression 3000T ne peut pas simplement être placé sur un sol d’usine standard. La dalle de dispersion de la charge de fondation doit être conçue pour empêcher la machine de s’enfoncer ou de s’incliner avec le temps.
- Renforcement des fondations: Des fondations à pieux profonds avec des grilles de barres d’armature épaisses sont nécessaires pour supporter le poids statique (souvent >200 Tonnes) et la force de pression dynamique.
- Isolation des vibrations: L’isolation des harmoniques vibrations empêche l’énergie massive de la course d’endommager les machines de précision à proximité.
- Demande électrique: Ces machines nécessitent des alimentations électriques à haut courant pour actionner simultanément plusieurs pompes hydrauliques de 50HP+.
Lors d’un formage de plaques lourdes, il faut passer au roulement au lieu de se plier
À des épaisseurs extrêmes ou des rayons serrés, Un frein à pression devient inefficace. Une matrice de décision est nécessaire pour déterminer quand passer d’un frein à pression à une machine à laminer des plaques.
| Facteur | Utiliser le frein à pression | Utilisez un rouleau à plaques |
| Min. Rayon | Déterminé par le dé V ($>3t$) | Peut obtenir des courbes continues plus serrées. |
| Longueur de la plaque | Limité par la largeur de la machine. | Peut supporter des cylindres extrêmement longs. |
| Épaisseur | Généralement jusqu’à 100mm-150mm. | Peut dépasser 200 mm pour des travaux spécifiques sur les navires. |
| Complexité | Idéal pour plusieurs angles/rebords. | Idéal pour un formage cylindrique à 360°. |
Modélisation des risques économiques pour la possession de machines à ultra-haute tonnealité
Investir dans une machine 2000T ou 3000T représente un engagement de capital sur 20 ans. Le modèle de ROI doit prendre en compte plus que la seule "Départs par heure."
- Seuil d’équilibre d’utilisation: Ces machines n’ont souvent besoin que 30-40% Utilisation si la valeur ajoutée du projet est élevée.
- Tooling Lifecycle: Les chips en V personnalisés pour machines 2000T peuvent coûter des dizaines de milliers de dollars.
- Densité du projet: Le risque est élevé si la machine dépend d’un seul contrat gouvernemental ou d’un secteur industriel unique.
Tableau des scénarios de retour sur investissement
| Métrique | Forte utilisation (Infrastructures) | Faible utilisation (Custom R&D) |
| Période de remboursement | 3–5 ans | 8–12 ans |
| Risque d’arrêt | Critique (Pertes de revenus) | Gérable (Décalage du planning) |
| Profil de maintenance | Préventif/agressif | Basé sur la condition |
Comprendre le 3200mm vs capacité de 4000mm les différences sont essentielles pour les projets situés à la limite du territoire de la fabrication lourde. Pendant qu’un 3200Frein à pression mm sert de colonne vertébrale pour les travaux structurels de milieu de gamme, le 4000Frein à pression mm marque souvent le point d’entrée dans les infrastructures lourdes. Pour les composants ultra-longs qui dépassent la longueur du lit d’une seule unité, Systèmes de frein à pression en tandem offrir une alternative synchronisée aux machines monolithiques. Il est aussi important de noter que la physique des bas de gamme est, comme 10Pliage en mm, fournir les données de référence utilisées pour extrapoler les forces extrêmes requises pour la plage 600T–3000T.
Dernière réflexion: Le formage à tonnage ultra-élevé est autant un exercice en génie civil que dans la fabrication des métaux. Le succès nécessite une vision globale de la machine, Le matériau, et l’installation qu’il occupe.

