













Freio de Prensa Hidráulico 600T–3000T: Casos de Uso e Riscos de Formação Pesada
A transição para freios hidráulicos de pressão de tonelagem ultra-alta (600T–3000T) representa uma mudança fundamental da flexão de chapa metálica para a formação de chapas pesadas. Nessas escalas, A física da flexão do ar é dominada por forças de resistência massivas, onde a estrutura cristalina interna do material dita o comportamento da máquina mais do que a interface de controle do operador. A precisão nesse escalão não é apenas uma questão de precisão linear, mas uma batalha complexa contra o desvio de quadros, Retorno de material, e a energia necessária para iniciar uma dobradiça plástica em ligas de alta resistência. O desrespeito à física de carga dessas máquinas não resulta em uma peça descartada; Isso resulta em comprometimento estrutural catastrófico das ferramentas ou da própria estrutura da máquina.
- Necessidade de ultratonagem: Impulsionado por infraestrutura global, Construção naval, e setores de energia que exigem integridade monolítica de placas.
- Domínio da física de placas: Além do 600T, Gradientes de tensão de espessura tornam obsoletos os cálculos padrão do fator K.
- Caminhos de carga estrutural: As classificações de tonelagem são secundárias à capacidade da máquina de canalizar energia sem torção.
- Risco de falha catastrófica: O armazenamento de energia em um quadro desviado de 3000T transforma pequenas fraturas de ferramentas em projéteis de alta velocidade.

O envelope de física de carga acima 600 Toneladas: Quais mudanças no comportamento do metal
Ao processar placas pesadas em máquinas de 600T a 3000T, o material não se comporta mais como um plano uniforme. Um campo de tensão triaxial se desenvolve no ponto de contato, onde a profundidade de penetração da zona plástica deve atingir o eixo neutro antes que qualquer deformação permanente ocorra. Em materiais mais finos, Essa transição é quase instantânea; contudo, em placas ultrapesadas, A propagação da frente de escoamento ocorre lentamente, criando um acúmulo massivo de resistência interna.
Comportamento do Material sob Tonelagem Ultra-Alta
| Métrica | 600Limiar T | 3000Limiar T | Impacto em Engenharia |
| Tipo de campo de tensão | Biaxial dominante | Triaxial dominante | Risco aumentado de delaminação interna. |
| Deslocamento do eixo neutro | Minimal | Significativo | O cálculo do comprimento em branco torna-se não linear. |
| Propagação de Bandas de Cisalhamento | Nível superficial | Espessura total | Requer velocidades de RAM mais lentas para evitar rachaduras. |
| Armazenamento de Energia por Tensão | Moderado | Extremo | A máquina deve dissipar uma enorme energia de recuo. |
Distribuição de Tensões Estruturais na Estrutura em Freios de Pressão Hidráulicos 600T–3000T
No limite de 3000T, A estrutura do freio de pressão funciona mais como uma ponte do que como uma máquina-ferramenta. O fluxo de tensão longitudinal da viga deve ser gerenciado meticulosamente para prevenir "banana" deflexão. Os fabricantes utilizam designs de tirantes em C ou estrutura de caixa de alta resistência para garantir que a transferência de carga de compressão da coluna permaneça vertical. Se a resistência torsional for ultrapassada, O Ram perderá o paralelismo, levando a comprimentos de flange desiguais e sobrecarga localizada de ferramentas.
- Deflexão da cama: Mesmo com sistemas de coroação, A cama sofre uma deformação elástica significativa que deve ser compensada em tempo real.
- Simetria do cilindro hidráulico: A força deve ser aplicada com absoluta sincronia; um milissegundo de atraso a 3000T cria uma carga lateral massiva nos guias de RAM.
- Paralelismo de Ram: Alcançado por meio de codificadores lineares de alta resolução que monitoram a simetria de força do cilindro hidráulico contra o feedback estrutural do quadro.
Comportamento da pressão hidráulica em níveis de tonelagem ultra-altos
Gerenciar hidráulica nessa escala exige mais do que apenas alta pressão; Requer uma lógica sofisticada de controle de fluxo. A compressibilidade do fluido torna-se uma variável tangível — em 300 barra, O óleo hidráulico pode se comprimir quase 1% de seu volume. Isso cria um "Primavera" efeito nos cilindros que deve ser gerenciado por modulação proporcional servo da válvula para evitar movimentos erráticos do ram durante a transição da aproximação rápida para a velocidade de pressionamento.
- Amortecimento por pico de pressão: Válvulas de alta velocidade evitam a propagação de ondas de pressão que possam romper vedações durante o momento da fratura da placa ou rompimento.
- Comportamento da Carga Térmica: O volume enorme de óleo movimentado gera calor significativo; A deriva térmica hidráulica de expansão pode afetar a precisão do curso se não for gerenciada pelo resfriamento ativo.
- Sincronização Multi-Cilindro: Máquinas de grande formato frequentemente utilizam 4 ou mais cilindros, exigindo um PLC dedicado para balancear o fluxo com base em dados de células de carga em tempo real.
Modos de falha exclusivos das máquinas de formação de ultra-tonelagem
Na faixa 600T–3000T, "Desgaste" é substituído por "fadiga e fraturas." O modo de falha mais perigoso é a singularidade de tensão localizada, onde um defeito microscópico na ferramenta ou na placa se torna um ponto de falha estrutural total sob carga.
Matriz de Faltura de Ultra-Tonelagem
| Modo de falha | Causa Raiz | Gravidade | Sinais de Alerta |
| Fratura por Fadiga do Quadro | Acúmulo de fadiga por tensão cíclica | Crítica | Descascar tinta nas juntas; audível "pings" Durante a carga. |
| Fratura Catastrófica da Ferramenta | Ruptura do limiar de tenacidade à fratura | Extremo | Micro-fissuração nos ombros do chip em V. |
| Placa de Volta Rápida | Liberação súbita de energia de deformação | Alto | Vibração rápida da placa após o curso. |
| Blowout do Selo Hidráulico | Propagação de ondas de pressão | Moderado | Neblina hidráulica ou queda repentina do aríete. |
Falhas pesadas de conformação raramente são graduais. Uma vez que a rede de propagação da microfissura atinge um estado crítico, A fratura final ocorre na velocidade do som dentro do material.
Espessura da placa vs curva de força: Quando a formação se torna exponencial
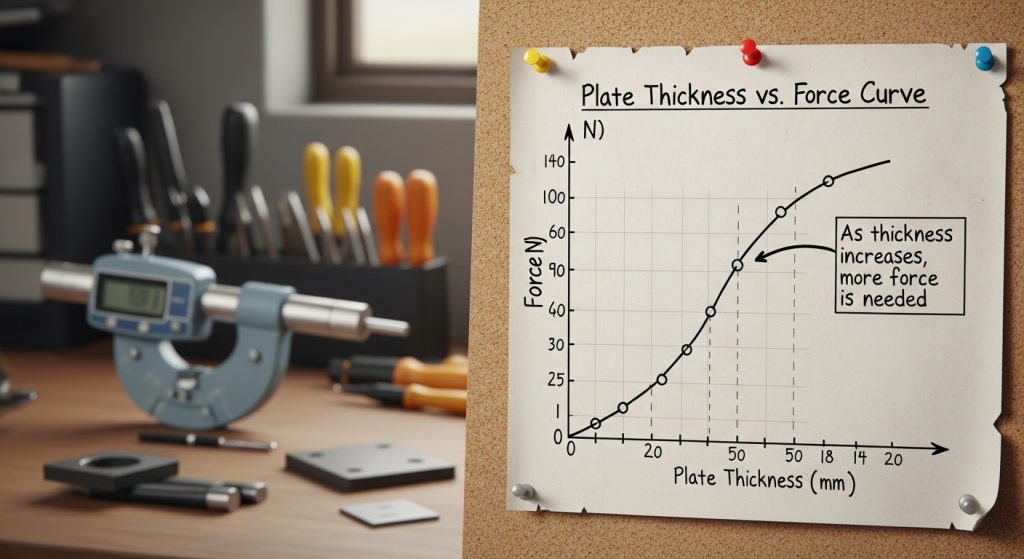
A relação entre a espessura da placa e a força necessária não é linear; É aproximadamente uma relação de espessura-quadrado. À medida que você passa de uma placa de 20mm para 100mm, A escalada da resistência do módulo de seção é massiva. Isso cria um gradiente de amplificação de carga onde um pequeno aumento na espessura da placa requer uma máquina desproporcionalmente maior.
- Crossover Elástico-Plástico: O ponto em que a placa para de resistir e começa a se deformar.
- Formação de dobradiças plásticas: A área localizada da curvatura onde o material atinge a resistência máxima à tração.
- Absorção de Energia por Deformação: A energia total mantida pela placa; Tonelagens mais altas devem permanecer na base do curso para permitir que essa energia se dissipe.
Restrições de Engenharia de Instalações Acima de Máquinas 1000T
Um freio de pressão 3000T não pode simplesmente ser colocado em um piso de fábrica padrão. A laje de dispersão de carga da fundação deve ser projetada para evitar que a máquina afunde ou incline ao longo do tempo.
- Reforço da Fundação: Fundações de estacas profundas com grades de vergalhão pesadas são necessárias para suportar o peso estático (frequentemente >200 Toneladas) e a força dinâmica de pressão.
- Isolamento de vibração: O isolamento harmônico de vibração impede que a enorme energia do curso danifice máquinas de precisão próximas.
- Demanda Elétrica: Essas máquinas requerem alimentações de alta corrente para acionar múltiplas bombas hidráulicas de 50HP+ simultaneamente.
Quando a formação de placas é pesada, deve mudar para rolamento em vez de dobrar
Em espessuras extremas ou raios apertados, Um freio de pressão torna-se ineficiente. Uma matriz de decisão é necessária para determinar quando passar de um freio de pressão para uma máquina de laminação de placas.
| Fator | Use Freio de Pressão | Use o rolo de placas |
| Min. Raio | Determinado pelo dado V ($>3t$) | Pode alcançar curvas contínuas mais fechadas. |
| Comprimento da placa | Limitado pela largura da máquina. | Pode lidar com cilindros extremamente longos. |
| Espessura | Geralmente até 100mm-150mm. | Pode exceder 200 mm para trabalhos específicos em embarcações. |
| Complexidade | Melhor para múltiplos ângulos/flanges. | Ideal para conformação cilíndrica de 360°. |
Modelagem de Risco Econômico para Posse de Máquinas de Ultra-Alta Tonelagem
Investir em uma máquina 2000T ou 3000T é um compromisso de capital de 20 anos. O modelo de ROI deve considerar mais do que apenas "Partidas por hora."
- Ponto de equilíbrio de utilização: Essas máquinas geralmente precisam apenas 30-40% utilização se o valor agregado do projeto for alto.
- Ciclo de Vida das Ferramentas: Chips personalizados em V para máquinas 2000T podem custar dezenas de milhares de dólares.
- Densidade do Projeto: O risco é alto se a máquina depender de um único contrato governamental ou setor industrial.
Tabela de Cenários de ROI
| Métrica | Alta Utilização (Infraestrutura) | Baixa Utilização (Custom R&D) |
| Período de Retorno | 3–5 anos | 8–12 anos |
| Risco de Tempo de Inatividade | Crítica (Perda de Receita) | Administrável (Mudança de Horário) |
| Perfil de Manutenção | Preventivo/Agressivo | Baseado em condição |
Entendendo o 3200mm vs capacidade de 4000mm Diferenças são essenciais para projetos que ficam à beira do território de fabricação pesada. Enquanto um 3200Freio de pressão mm serve como espinha dorsal para trabalhos estruturais de média faixa, o 4000Freio de pressão mm frequentemente marca o ponto de entrada para infraestrutura pesada. Para componentes ultra-longos que excedam o comprimento da cama de uma única unidade, Sistemas de freio de pressão tandem fornecer uma alternativa sincronizada às máquinas monolíticas. Também vale notar que a física do extremo inferior é, como 10Flexão em folhas de mm, fornecer os dados de base usados para extrapolar as forças extremas necessárias para a faixa 600T–3000T.
Final Thought: A conformação por tonelagem ultra-alta é tanto um exercício na engenharia civil quanto na fabricação de metais. O sucesso exige uma visão holística da máquina, O material, e a instalação que habita.

