













Hydraulic Sheet Metal Shear 3000 mm: Shear Angle Setup Guide
Rough edges and drifting part sizes rarely start with a bad blade. More often, the shear angle is out of balance—changing how the cut initiates, how it travels, and how much the sheet is forced to deform. JS RAGOS builds guillotine shearing machines like the Hydraulic Sheet Metal Shear 3000 mm to keep cutting stable and repeatable. No matter whether you run steel, stainless, or aluminum, the result is consistent: match the shear angle to thickness and behavior, and you get cleaner edges, lighter machine load, and fewer "mystery" problems on the shop floor.

Shear Angle Basics: The Setting That Changes Everything
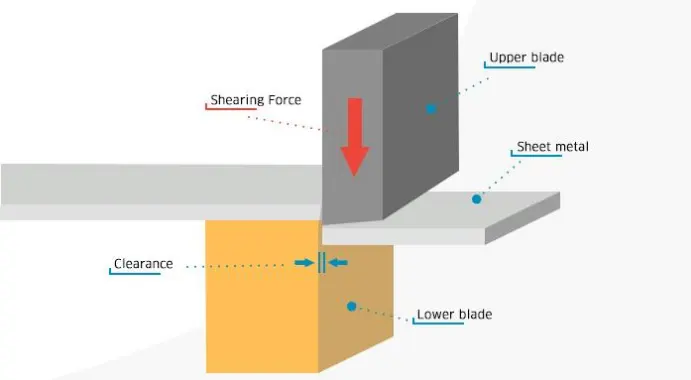
Shear angle is the angle that the upper blade uses to "enter" the sheet and progress through the cut. In a guillotine shear, the blade does not separate the material everywhere at once—separation happens along a moving line. Shear angle controls that line: how quickly the cut advances, how much force is concentrated, and how the sheet reacts under stress.
If the angle is too mild for a tough job, the machine may push harder than necessary, increasing noise, vibration, and burr formation. If the angle is too aggressive for thin or flexible sheet, you may see twist, bow, or a wavy edge because the sheet is being pulled and deflected while the cut travels.
For a hydraulic sheet metal shear 3000 mm, this matters even more because length amplifies small errors. What looks like a minor setup issue on a 1-meter cut can become visible distortion across a 3-meter edge.
✅ A higher shear angle can reduce peak cutting force in many cases
✅ A well-matched angle stabilizes scrap flow and chip behavior
✅ Correct angle improves straightness and consistency across long sheets
Why Shear Angle Impacts Precision, Blade Life, and Throughput
Workshops usually want three outcomes at the same time: accurate parts, fewer consumables, and faster cycles. Shear angle supports all three because it influences deformation, resistance, and vibration—three drivers of daily cutting quality.
Precision improves when deformation is controlled. Less sheet movement during separation means straighter edges and fewer burr-related touch-ups. That matters because many downstream processes—press brake bending, welding fit-up, and assembly—depend on a reliable reference edge. If the edge is not straight, your "perfect" bend program still produces imperfect parts.
Blade life improves when resistance is reduced. Cutting is a controlled fracture process. When resistance is high, the blade edge experiences more stress, heat, and micro-chipping risk. Lower, steadier resistance tends to extend usable blade time and reduce unplanned stops for flipping or replacement.
Throughput improves because the process becomes predictable. Operators stop "hunting" for settings, test cuts reduce, and the machine cycles with more confidence—especially when material changes throughout the day.
✅ Lower resistance often means fewer angle corrections and fewer re-cuts
✅ Smoother cutting reduces vibration marks and edge chatter
✅ Stable cycles make scheduling and output planning easier
What Determines the Best Shear Angle for Each Job
There is no single "perfect" angle for every sheet. The right choice depends on how the material behaves when stressed and how well the sheet is supported and positioned during the cut.
Material and Thickness Come First
Different metals fracture differently. Harder or higher-strength materials often respond best to settings that reduce deformation and avoid tearing. Softer metals can cut cleanly, but thin sheets may distort easily if the angle encourages pulling or flexing.

A practical way to think about it: you are choosing an angle that creates controlled separation with minimum sheet movement.
✅ Higher-strength materials often need deformation control, not brute force
✅ Thin sheets often benefit from settings that reduce twist and bow
✅ Mixed production requires fast, repeatable adjustment—without "feel-based" tuning
Support, Alignment, and Clamping Matter More Than People Expect
Even the best shear angle cannot compensate for poor support. On long sheets, sagging and shifting create a false impression that the shear angle is wrong—when the real issue is that the sheet is not stable. That is why a hydraulic sheet metal shear 3000 mm should be paired with solid front support and accurate positioning.
Clamping stability also matters. If the sheet creeps during cutting, you may see inconsistent edges, changing burr patterns, or a surface that looks "scuffed" near the cut line.
✅ Heavy-duty front support reduces sagging on long plates and helps protect cut accuracy
✅ Improved alignment lowers vibration, supporting better edge texture and straightness
A Repeatable Setup Workflow for Beginners on the Shop Floor
A repeatable process is more effective than relying on theory alone. When you follow the same routine each time, your cuts stay consistent. If an issue appears, it is easier to find the cause because you are not changing everything at once.
1) Start With Material, Thickness, and Edge Standard
Write down the material, thickness, and the edge quality you need for the job. Cutting for welding prep is different from cutting cosmetic panels. A "good" edge depends on the next process step.
2) Confirm Sheet Support and Backgauge Accuracy
For 3000 mm material, use front supports so the sheet does not sag. Then verify backgauge positioning. If the sheet starts crooked, the cut will look wrong even with correct angle.
3) Set Shear Angle for Controlled Separation, Not Maximum Aggression
Your goal is stable cutting with low deformation—not simply "more angle." Overcorrecting often creates new problems that resemble blade defects.
4) Run A Short Test Cut and Inspect the Full Edge
Look beyond the first 200 mm. Inspect straightness and texture across the full length. Uneven texture often signals stability issues, blade gap mismatch, or a shear angle that does not suit the material behavior.
✅ Check edge straightness across the full 3000 mm length
✅ Check thin-sheet deformation (bow/twist) after cutting
✅ Adjust gradually and document working settings by material and thickness

Common "Blade Problems" That Are Actually Shear Angle Problems
Many quality complaints point to blades, but the pattern of the defect often points elsewhere.
Rough edge + vibration marks: commonly linked to unstable cutting (angle mismatch, poor support, or incorrect blade gap).
Dimensional drift across long parts: the cut is stable at the start, but the sheet gradually shifts or deforms as the blade continues, changing the final size.
Bowing on thin sheet: the sheet is not separating cleanly; it is flexing under stress because the angle is not matched to thickness and support.
When burrs appear heavy in some sections and light in others, it often means the sheet is flexing differently along its length, or the cutting condition is changing as the blade advances.
✅ When defects change along the edge, investigate stability first
✅ When defects repeat on different materials, verify setup logic, not just blade sharpness
How JS RAGOS Machines Make Shear Angle Setup Easier
A shear angle guide should end with practical controls—features that reduce operator stress and increase repeatability. JS RAGOS guillotine shears are made to reduce guesswork in setup, which is especially helpful when you run multiple materials and thicknesses.
- CNC-Controlled Shearing Angle Adjustment
Our machines support CNC-controlled shearing angle adjustment so operators can set angle based on material type and thickness. This improves consistency on thin sheet, reduces cutting force on tougher jobs, and reduces "trial cut" time when production switches materials.
- Controller Options for Different Skill Levels
We offer reliable NC control (such as E21 Estun) for straightforward operation, plus advanced CNC options like Delem DAC360T and Cybelec CT8 for professional users. Higher-level control improves management of backgauge, blade gap, and shearing angle, making repeatable setup easier for teams.

- Stable Hydraulics for Predictable Cutting
Our shearing machines can be equipped with Rexroth hydraulic systems for stable force, smooth operation, long service life, and energy-efficient control—especially important in heavy-duty cutting where consistency protects quality and uptime.
- Wear-Resistant H13 Blades
We use H13 steel blades to increase wear resistance and maintain edge performance over longer production periods, helping shops keep cut quality stable through real workloads.
Front Support and Optional Anti-Deformation Support
Front support improves positioning and reduces sagging on long sheets. For larger plates, an optional anti-deformation support device supports the sheet after cutting to reduce bending and keep handling smoother—especially on a hydraulic sheet metal shear 3000 mm line.
✅ Faster setup with fewer "guess-and-check" adjustments
✅ Cleaner edges that reduce grinding, deburring, and rework
✅ More stable performance for long sheets and mixed material schedules
CTA: Get a 3000 mm Shear Setup Recommendation for Your Materials
To get cleaner cuts without guessing, align shear angle control, blade gap control, and support options to your real materials and thickness range. JS RAGOS can recommend a hydraulic sheet metal shear 3000 mm configuration with the right controller level, hydraulic package, and accessories.
✅ Request A Quote: Send your material type, thickness range, and target cut quality. We will propose a practical setup solution that reduces deformation and improves daily cutting stability.

