













Hydraulische Blechscherung 3000 Mm: Leitfaden zum Einrichten des Scherwinkels
Raue Kanten und abdriftende Bauteilgrößen beginnen selten mit einem defekten Sägeblatt. Öfter, Der Scherwinkel ist aus dem Gleichgewicht – was verändert, wie der Schnitt eingeleitet wird, Wie es sich bewegt, und wie stark das Blatt gezwungen wird, sich zu verformen. JS RAGOS baut Guillotineschermaschinen wie die Hydraulic Sheet Metal Shear 3000 MM, um das Schneiden stabil und wiederholbar zu halten. Egal, ob du Stahl nutzt, Edelstahl, oder Aluminium, Das Ergebnis ist konsistent: Richten Sie den Scherwinkel an Dicke und Verhalten an, und du bekommst sauberere Kanten, Leichtere Maschinenlast, und weniger "Geheimnis" Probleme auf der Werkstattfläche.

Wurzeln des Scherwinkels: Das Setting, das alles verändert
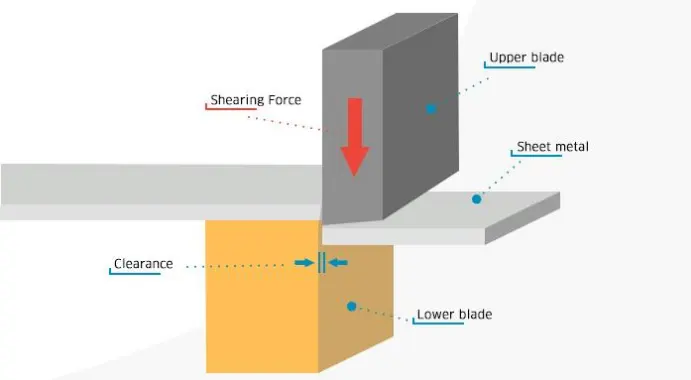
Der Scherwinkel ist der Winkel, den die obere Klinge verwendet, um "Herein" Das Blatt und der Fortschritt durch den Schnitt. In einer Guillotine-Scherung, Die Klinge trennt das Material nicht überall auf einmal – die Trennung erfolgt entlang einer beweglichen Linie. Der Scherwinkel steuert diese Linie: Wie schnell der Schnitt voranschreitet, Wie viel Kraft konzentriert ist, und wie das Blatt unter Belastung reagiert.
Wenn der Winkel für eine schwierige Aufgabe zu gering ist, Die Maschine kann stärker als nötig drücken, Zunehmende Geräusche, Vibration, und die Bildung von Graten. Wenn der Winkel zu aggressiv für dünne oder flexible Platten ist., Sie könnten Twist sehen, Bow, oder eine wellige Kante, weil das Blatt gezogen und abgelenkt wird, während der Schnitt bewegt wird.
Für eine hydraulische Blechscherung 3000 Mm, Das ist umso wichtiger, weil die Länge kleine Fehler verstärkt. Was bei einem 1-Meter-Schnitt wie ein kleines Setup-Problem aussieht, kann zu sichtbarer Verzerrung über eine 3-Meter-Kante führen.
✅ Ein höherer Scherwinkel kann in vielen Fällen die Spitzenschneidkraft verringern
✅ Ein gut abgestimmter Winkel stabilisiert den Schrottfluss und das Chipverhalten
✅ Ein korrekter Winkel verbessert die Geradlinigkeit und Konsistenz über lange Platten hinweg
Warum der Scherwinkel die Präzision beeinflusst, Klingenleben, und Durchsatz
Workshops verlangen in der Regel drei Ziele gleichzeitig: Genaue Teile, Weniger Verbrauchsgüter, und schnellere Zyklen. Der Scherwinkel unterstützt alle drei, da er die Verformung beeinflusst, Widerstand, und Vibration – drei Treiber der täglichen Schneidqualität.
Die Präzision verbessert sich, wenn die Verformung kontrolliert wird. Weniger Bewegung des Blechs während der Trennung bedeutet geradere Kanten und weniger gratbedingte Nachbesserungen. Das ist wichtig, weil viele nachgelagerte Prozesse – das Biegen der Pressbremsen –, Schweißanpassung, und Montage – abhängig von einer zuverlässigen Referenzkante. Wenn die Kante nicht gerade ist, Deine "Perfekt" Das Bend-Programm erzeugt immer noch unvollkommene Teile.
Die Lebensdauer der Blätter verbessert sich, wenn der Widerstand reduziert wird. Das Schneiden ist ein kontrollierter Bruchprozess. Wenn der Widerstand hoch ist, Die Klingenschneide wird stärker belastet, Wärme, und Mikrochip-Risiko. Senken, Stetigerer Widerstand verlängert tendenziell die nutzbare Blattzeit und reduziert ungeplante Stopps beim Umdrehen oder Austausch.
Der Durchsatz verbessert sich, weil der Prozess vorhersehbar wird. Betreiber halten an "Jagd" für Einstellungen, Testkürzungen reduzieren, und die Maschine läuft mit mehr Selbstvertrauen – besonders wenn sich das Material im Laufe des Tages verändert.
✅ Ein niedrigerer Widerstand bedeutet oft weniger Winkelkorrekturen und weniger Nachschneidungen
✅ Ein glatteres Schneiden reduziert Vibrationsspuren und Kantenklirren
✅ Stabile Zyklen erleichtern die Planung von Zeitplänen und Ausgaben
Was bestimmt den besten Scherwinkel für jeden Auftrag
Es gibt keine Einzelheit "Perfekt" Winkel für jedes Blatt. Die richtige Wahl hängt davon ab, wie sich das Material unter Spannung verhält und wie gut das Blech während des Schnitts getragen und positioniert wird.
Material und Dicke stehen an erster Stelle
Verschiedene Metalle brechen unterschiedlich. Härtere oder stärkere Materialien reagieren oft am besten auf Einstellungen, die Verformungen reduzieren und Reißen vermeiden. Weichere Metalle können sauber schneiden, Dünne Platten können sich jedoch leicht verformen, wenn der Winkel zum Ziehen oder Biegen führt.

Eine praktische Denkweise: Sie wählen einen Winkel, der eine kontrollierte Trennung mit minimaler Blattbewegung ermöglicht.
✅ Materialien mit höherer Festigkeit benötigen oft eine Verformungskontrolle, nicht rohe Gewalt
✅ Dünne Platten profitieren oft von Einstellungen, die Verdrehung und Wölbung reduzieren
✅ Gemischte Produktion erfordert schnelle Produktion, wiederholbare Anpassung – ohne "Gefühlsbasiert" Stimmung
Unterstützen, Trasse, und das Klemmen ist wichtiger, als die Leute erwarten
Selbst der beste Scherwinkel kann schlechte Unterstützung nicht ausgleichen. Auf langen Platten, Durchhängen und Verschieben erzeugen den falschen Eindruck, dass der Scherwinkel falsch ist – dabei ist das eigentliche Problem, dass das Blatt nicht stabil ist. Deshalb gibt es eine hydraulische Blechscherung 3000 MM sollte mit solider Frontstütze und präziser Positionierung kombiniert werden.
Auch die Klemmstabilität ist wichtig. Wenn das Blatt beim Schneiden kriecht, Sie können inkonsistente Kanten sehen, Wechselnde Gratmuster, oder eine Oberfläche, die aussieht "zerkratzt" nahe der Schnittlinie.
✅ Starke Frontstütze reduziert das Durchhängen bei langen Platten und hilft, die Schnittgenauigkeit zu schützen
✅ Eine verbesserte Ausrichtung senkt Vibrationen, Unterstützung für bessere Kantentextur und Geradlinigkeit
Ein wiederholbarer Setup-Workflow für Anfänger auf der Werkstatt
Ein wiederholbarer Prozess ist effektiver, als sich ausschließlich auf die Theorie zu verlassen. Wenn du jedes Mal derselben Routine folgst, Deine Schnitte bleiben konstant. Wenn ein Problem auftritt, Es ist leichter, die Ursache zu finden, weil man nicht alles auf einmal verändert.
1) Fang mit dem Material an, Dicke, und Edge Standard
Schreibe das Material auf, Dicke, und die Kantenqualität, die du für den Auftrag brauchst.. Das Schneiden für die Schweißvorbereitung unterscheidet sich vom Schneiden kosmetischer Platten. A "Gut" Edge hängt vom nächsten Prozessschritt ab.
2) Überprüfen Sie die Genauigkeit der Blattstütze und der Rückspurgenauigkeit
Für 3000 MM-Material, Verwenden Sie Frontstützen, damit das Blatt nicht durchhängt. Dann überprüfen Sie die Positionierung des Backgauge. Wenn das Blatt schief beginnt,, Der Schnitt sieht selbst mit dem richtigen Winkel falsch aus.
3) Stellen Sie den Scherwinkel für kontrollierte Trennung ein, Nicht maximale Aggression
Dein Ziel ist stabiles Schneiden mit geringer Verformung – nicht einfach nur "Mehr Winkel." Überkorrigierung führt oft zu neuen Problemen, die Blattfehlern ähneln.
4) Führe einen kurzen Testschnitt durch und inspiziere die gesamte Kante
Blicken Sie über das Erste hinaus 200 Mm. Überprüfen Sie die Geradlinigkeit und Textur über die gesamte Länge hinweg. Ungleichmäßige Textur signalisiert oft Stabilitätsprobleme, Blattspalt-Mismatch, oder einen Scherwinkel, der nicht zum Materialverhalten passt.
✅ Gerade Kanten über die gesamte Strecke 3000 mm-Länge
✅ Überprüfen Sie die Dünnblattdeformation (Bogen/Twist) Nach dem Schneiden
✅ Passen Sie schrittweise an und dokumentieren Sie die Arbeitseinstellungen nach Material und Dicke

Gemeinsam "Klingenprobleme" Das sind tatsächlich Probleme mit dem Scherwinkel
Viele Qualitätsbeschwerden deuten auf Klingen hin, doch das Muster des Defekts weist oft woanders hin.
Raue Kante + Schwingungsmarkierungen: häufig mit instabilem Schneiden in Verbindung gebracht (Winkel-Mismatch, Schlechte Unterstützung, oder falscher Klingenspalt).
Dimensionsdrift über lange Abschnitte: Der Schnitt ist am Anfang stabil, doch das Blatt verschiebt oder verformt sich allmählich, während die Klinge weitergeht, Änderung der Endgröße.
Bögen auf dünnem Blech: Das Blatt trennt sich nicht sauber; Sie biegt sich unter Belastung, weil der Winkel nicht an Dicke und Stütze angepasst ist.
Wenn Mahlwerke in manchen Bereichen schwer und in anderen leicht erscheinen, Das bedeutet oft, dass sich das Blatt entlang seiner Länge unterschiedlich biegt, oder der Schneidzustand ändert sich, während die Klinge vorrückt.
✅ Wenn sich Defekte entlang der Kante ändern, Untersuchen Sie zuerst die Stabilität
✅ Wenn sich Fehler bei verschiedenen Materialien wiederholen, Überprüfen Sie die Setup-Logik, nicht nur die Schärfe der Klinge
Wie JS RAGOS-Maschinen die Einrichtung des Scherwinkels erleichtern
Eine Scherwinkelführung sollte mit praktischen Steuerungen enden – Eigenschaften, die den Bedienerstress verringern und die Wiederholbarkeit erhöhen. JS RAGOS-Guillotinescheren werden entwickelt, um das Raten im Aufbau zu reduzieren, Das ist besonders hilfreich, wenn man mehrere Materialien und Dicken verwendet.
- CNC-gesteuerte Scherwinkeleinstellung
Unsere Maschinen unterstützen CNC-gesteuerte Scherwinkelanpassung, sodass Bediener den Winkel basierend auf Materialtyp und Dicke einstellen können. Das verbessert die Konsistenz auf dünnem Blatt, reduziert die Schneidkraft bei schwierigeren Aufgaben, und reduziert "Trial Cut" Zeit, in der die Produktion Materialien wechselt.
- Controller-Optionen für verschiedene Fertigkeitsstufen
Wir bieten zuverlässige NC-Kontrolle (wie E21 Estun) für einen einfachen Betrieb, sowie fortschrittliche CNC-Optionen wie Delem DAC360T und Cybelec CT8 für professionelle Nutzer. Höherstufige Steuerung verbessert das Management der Rückspur, Klingenspalt, und Scherwinkel, Wiederholbares Setup für Teams erleichtert.

- Stabile Hydraulik für vorhersehbaren Schnitt
Unsere Schermaschinen können mit Rexroth-Hydrauliksystemen für stabile Kraft ausgestattet werden, Reibungsloser Betrieb, Lange Dienstzeit, und energieeffiziente Steuerung – besonders wichtig im Schwerschnitt, wo Konsistenz Qualität und Verfügbarkeit schützt.
- Verschleißfeste H13-Blätter
Wir verwenden H13-Stahlblätter, um den Verschleißwiderstand zu erhöhen und die Kantenleistung über längere Produktionsperioden zu erhalten, Sie helfen Werkstätten, die Schnittqualität durch reale Arbeitslasten stabil zu halten..
Frontstütze und optionale Anti-Deformationsunterstützung
Die Vorderseitenstütze verbessert die Positionierung und reduziert das Durchhängen bei langen Platten. Für größere Platten, Eine optionale Antiverformungsvorrichtung stützt das Blech nach dem Schneiden, um Biegungen zu reduzieren und das Handling sanfter zu halten – insbesondere bei hydraulischen Blechscherungen 3000 MM-Linie.
✅ Schnellere Einrichtung mit weniger "Rate-und-prüfen" Anpassungen
✅ Sauberere Kanten, die das Schleifen reduzieren, Entgratung, und Überarbeitung
✅ Stabilere Leistung für lange Platten und Mischmaterialpläne
CTA: Hol dir einen 3000 Empfehlung zur MM-Scher-Konfiguration für Ihre Materialien
Um sauberere Schnitte ohne Raten zu bekommen, Ausrichtungs-Scherwinkelregelung, Blattspaltsteuerung, und Unterstützungsoptionen für Ihre realen Materialien und Ihren Dickenbereich. JS RAGOS kann eine hydraulische Blechscherung empfehlen 3000 MM-Konfiguration mit dem richtigen Controller-Level, Hydraulikpaket, und Zubehör.
✅ Fordern Sie ein Angebot an: Senden Sie Ihren Materialtyp, Dickebereich, und die Qualität des Zielschnitts. Wir werden eine praktische Aufbaulösung vorschlagen, die Verformungen reduziert und die tägliche Schnittstabilität verbessert.

