













Taglio in lamiera idraulica 3000 millimetro: Guida alla configurazione dell'angolo di taglio
Spigoli ruvidi e dimensioni dei pezzi che si muovono raramente iniziano con una lama difettosa. Più spesso, L'angolo di taglio è sbilanciato—cambiando il modo in cui il taglio inizia, Come viaggia, e quanto il foglio è costretto a deformarsi. JS RAGOS costruisce macchine per la tosatura a ghigliottine come la Hydraulic Sheet Metal Shear 3000 mm per mantenere il taglio stabile e ripetibile. Non importa se usi acciaio, Acciaio inox, o alluminio, Il risultato è coerente: Adattare l'angolo di taglio allo spessore e al comportamento, e ottieni bordi più puliti, Carico meccanico più leggero, e meno "Mistero" Problemi sul reparto.

Nozioni di base sull'angolo di taglio: L'ambientazione che cambia tutto
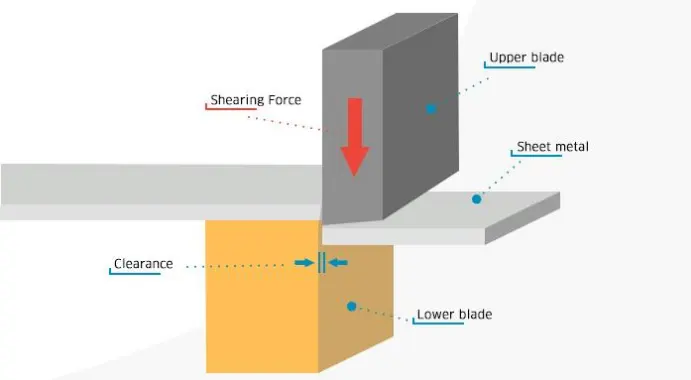
L'angolo di taglio è l'angolo che la lama superiore utilizza per "Entra" Il foglio e il progresso attraverso il taglio. In una tagliatura a ghigliottina, La lama non separa il materiale ovunque contemporaneamente—la separazione avviene lungo una linea mobile. L'angolo di taglio controlla quella linea: Quanto velocemente avanza il taglio, quanta forza è concentrata, e come il foglio reagisce sotto stress.
Se l'angolo è troppo lieve per un lavoro difficile, La macchina potrebbe spingere più del necessario, Rumore crescente, Vibrazione, e formazione delle bave. Se l'angolo è troppo aggressivo per un foglio sottile o flessibile, Potresti vedere il twist, Arco, oppure un bordo ondulato perché il foglio viene tirato e deviato mentre il taglio si muove.
Per un taglio idraulico in lamiera 3000 millimetro, Questo conta ancora di più perché la lunghezza amplifica piccoli errori. Quello che sembra un piccolo problema di configurazione su un taglio di 1 metro può diventare una distorsione visibile su un bordo di 3 metri.
✅ Un angolo di taglio più alto può ridurre la forza di taglio di picco in molti casi
✅ Un angolo ben abbinato stabilisce il flusso di rottami e il comportamento delle scheggiature
✅ L'angolo corretto migliora la rettilineità e la consistenza su fogli lunghi
Perché l'angolo di taglio influisce sulla precisione, Vita della lama, e Throughput
I workshop di solito vogliono tre risultati contemporaneamente: Parti accurate, Meno consumabili, e cicli più veloci. L'angolo di taglio supporta tutti e tre perché influenza la deformazione, Resistenza, e vibrazione—tre fattori che determinano la qualità quotidiana del taglio.
La precisione migliora quando la deformazione è controllata. Meno movimento del foglio durante la separazione significa bordi più dritti e meno ritocchi legati alle bave. Questo è importante perché molti processi a valle—la piegatura del freno a pressione, Montaggio della saldatura, e assemblaggio—dipendono da un bordo di riferimento affidabile. Se il bordo non è dritto, Il tuo "perfetto" Il programma di piegatura produce ancora parti imperfette.
La vita della lama migliora quando la resistenza si riduce. Il taglio è un processo di frattura controllata. Quando la resistenza è alta, Il bordo della lama subisce più sollecitazione, calore, e rischio di microchip. Abbassare, Una resistenza più stabile tende a prolungare il tempo utilizzabile della lama e a ridurre fermate impreviste per ribaltamento o sostituzione.
La produttività migliora perché il processo diventa prevedibile. Gli operatori si fermano "Caccia" Per le ambientazioni, I tagli di prova riducono, e la macchina gira con più sicurezza—soprattutto quando il materiale cambia durante la giornata.
✅ Una resistenza più bassa spesso significa meno correzioni angolari e meno ritagli
✅ Un taglio più liscio riduce i segni di vibrazione e le vibrazioni dei bordi
✅ I cicli stabili rendono più facile la pianificazione della pianificazione e della pianificazione dei risultati
Cosa determina il miglior angolo di taglio per ogni lavoro
Non c'è un singolo "perfetto" angolo per ogni foglio. La scelta giusta dipende da come il materiale si comporta quando viene stressato e da quanto bene il foglio sia sostenuto e posizionato durante il taglio.
Materiale e spessore vengono prima di tutto
I metalli diversi si fratturano in modo diverso. I materiali più duri o di maggiore resistenza spesso rispondono meglio a impostazioni che riducono la deformazione ed evitano la lacerazione. I metalli più morbidi possono tagliare nettamente, Ma i fogli sottili possono deformarsi facilmente se l'angolo favorisce la trazione o la flessione.

Un modo pratico di pensarci: Stai scegliendo un angolo che crea una separazione controllata con il minimo movimento del foglio.
✅ I materiali ad alta resistenza spesso necessitano di controllo della deformazione, Non forza bruta
✅ Le lenzuole sottili spesso beneficiano di impostazioni che riducono torsioni e curvature
✅ La produzione mista richiede una rapidità, Regolazione ripetibile—senza "basato sulla sensazione" Accordatura
Appoggiare, Allineamento, e la serratura è più importante di quanto si aspetti
Anche il miglior angolo di taglio non può compensare un scarso supporto. Su fogli lunghi, Afflossamento e spostamento creano una falsa impressione che l'angolo di taglio sia sbagliato—quando il vero problema è che il foglio non è stabile. Ecco perché una tagliatura idraulica in lamiera 3000 Il MM dovrebbe essere abbinato a un solido supporto frontale e a un posizionamento accurato.
Anche la stabilità di serraggio è importante. Se il foglio si muove durante il taglio, Potresti vedere bordi incoerenti, Cambiamenti nei modelli delle bave, o una superficie che sembra "graffiata" vicino alla linea di taglio.
✅ Il supporto anteriore robusto riduce il cedimento sulle placche lunghe e aiuta a proteggere la precisione del taglio
✅ Un allineamento migliorato riduce le vibrazioni, supportando una migliore texture dei bordi e una maggiore rettilinettezza
Un flusso di lavoro di configurazione ripetibile per principianti sul piano di lavoro
Un processo ripetibile è più efficace che affidarsi solo alla teoria. Quando segui sempre la stessa routine, I tuoi tagli restano costanti. Se si presenta un problema, È più facile trovare la causa perché non cambi tutto insieme.
1) Inizia con il materiale, Spessore, e Standard Edge
Annota il materiale, Spessore, e la qualità dei bordi necessaria per il lavoro. Il taglio per la preparazione alla saldatura è diverso dal taglio dei pannelli cosmetici. Un "Bene" Il margine dipende dal passaggio successivo del processo.
2) Conferma l'accuratezza del supporto del foglio e del backgauge
Per 3000 Materiale mm, Usa supporti frontali così il foglio non si affloscia. Poi verifica il posizionamento del backgauge. Se il lenzuolo inizia storto, Il taglio sembrerà sbagliato anche con l'angolo giusto.
3) Imposta l'angolo di taglio per una separazione controllata, Non Massima Aggressività
Il tuo obiettivo è un taglio stabile con bassa deformazione—non semplicemente "Più angolazione." Sovracorrezione spesso crea nuovi problemi che assomigliano a difetti della lama.
4) Esegui un breve taglio di prova e ispeziona il bordo completo
Guarda oltre il primo 200 millimetro. Ispeziona la drittidão e la texture su tutta la lunghezza. Texture irregolare spesso segnala problemi di stabilità, Disadattamento tra gap di lama, oppure un angolo di taglio che non si adatta al comportamento del materiale.
✅ Controlla la rettigliezza del bordo su tutto 3000 Lunghezza in mm
✅ Controlla la deformazione a foglio sottile (Bow/Twist) Dopo il taglio
✅ Regola gradualmente e documenta le impostazioni di lavoro in base al materiale e allo spessore

Comune "Problemi con la lama" Quelli sono in realtà problemi di taglio
Molte lamentele sulla qualità indicano le lame, ma il modello del difetto spesso indica altrove.
Bordo ruvido + Segni di vibrazione: Comunemente associato al taglio instabile (Disadattamento di angoli, Scarso supporto, o fessura della lama errata).
Deriva dimensionale su lunghe parti: Il taglio è stabile all'inizio, ma il foglio si sposta o si deforma gradualmente man mano che la lama prosegue, Modifica della dimensione finale.
Curvatura su un foglio sottile: Il lenzuolo non si sta separando nettamente; Flette sotto stress perché l'angolo non è adatto allo spessore e al supporto.
Quando le bave appaiono pesanti in alcune sezioni e leggere in altre, Spesso significa che il foglio si flette in modo diverso lungo la sua lunghezza, oppure la condizione di taglio cambia man mano che la lama avanza.
✅ Quando i difetti cambiano lungo il bordo, Indagare prima sulla stabilità
✅ Quando i difetti si ripetono su materiali diversi, verifica la logica di setup, Non solo affilatura della lama
Come le macchine JS RAGOS rendono più facile l'installazione degli angoli di taglio
Una guida dell'angolo di taglio dovrebbe concludere con controlli pratici—caratteristiche che riducono lo stress dell'operatore e aumentano la ripetibilità. Le cesoie a ghigliottina JS RAGOS sono realizzate per ridurre le incertezze durante la configurazione, Il che è particolarmente utile quando usi più materiali e spessori.
- Regolazione dell'angolo di taglio controllata da CNC
Le nostre macchine supportano la regolazione dell'angolo di taglio controllata tramite CNC, così gli operatori possono impostare l'angolo in base al tipo di materiale e allo spessore. Questo migliora la consistenza su un foglio sottile, Riduce la forza di taglio nei lavori più difficili, e riduce "Taglio di prova" Tempo in cui la produzione cambia i materiali.
- Opzioni di controller per diversi livelli di abilità
Offriamo un controllo affidabile della Carolina del Nord (come E21 Estun) per un funzionamento diretto, oltre a opzioni CNC avanzate come Delem DAC360T e Cybelec CT8 per utenti professionisti. Il controllo a livello superiore migliora la gestione del backgauge, Distanza tra le lame, e angolo di taglio, rendere più facile la configurazione ripetibile per le squadre.

- Idraulica stabile per un taglio prevedibile
Le nostre macchine per la tosatura possono essere equipaggiate con sistemi idraulici Rexroth per una forza stabile, Funzionamento fluido, Lunga durata operativa, e controllo a risparmio energetico—particolarmente importante nei tagli pesanti, dove la coerenza protegge qualità e tempo di utilizzo.
- Lame H13 resistenti all'usura
Utilizziamo lame in acciaio H13 per aumentare la resistenza all'usura e mantenere le prestazioni dei fili per periodi di produzione più lunghi, aiutare i negozi a mantenere stabile la qualità dei tagli attraverso carichi di lavoro reali.
Supporto frontale e supporto opzionale anti-deformazione
Il supporto frontale migliora la posizione e riduce il cedimento sulle loglie lunghe. Per piastre più grandi, Un dispositivo opzionale di supporto anti-deformazione sostiene la lamiera dopo il taglio per ridurre la flessione e mantenere la maneggevolezza più fluida—soprattutto su una lamiera idraulica a taglio 3000 Linea mm.
✅ Setup più veloce con meno "Indovina e verifica" Aggiustamenti
✅ Spigoli più puliti che riducono la levigatura, Debavatura, e rilavorazione
✅ Performance più stabile per fogli lunghi e programmi di materiali misti
CTA: Fatti un 3000 Raccomandazioni per la configurazione del taglio mm per i tuoi materiali
Per ottenere tagli più puliti senza indovinare, Controllo dell'angolo di taglio allineato, Controllo del gap della lama, e opzioni di supporto in base ai tuoi veri materiali e alla gamma di spessore. JS RAGOS può consigliare una forbiatura idraulica per lamiera 3000 Configurazione mm con il livello del controller giusto, Pacchetto idraulico, e accessori.
✅ Richiedi un preventivo: Invia il tipo di materiale, Intervallo di spessore, e qualità del taglio target. Proporremo una soluzione pratica che riduca la deformazione e migliori la stabilità del taglio quotidiano.

