













油圧板金せん断 3000 ミリメートル: せん断角セットアップガイド
刃の粗さや部品のずれが悪い刃から始まることはほとんどありません. もっと頻繁に, せん断角がバランスを崩し、切断の開始方法が変わる, その移動方法, そしてシートがどれだけ変形するか. JS RAGOSは油圧板金剪断機のようなギロチン剪断機を製造しています 3000 MMは切断を安定させ、繰り返しのしやすくするためです. スチールを使っても関係ありません, ステンレス, またはアルミニウム, 結果は一貫しています: せん断角を厚さや挙動に合わせて調整します, そしてエッジがよりきれいになります, 機械負荷が軽くなる, そしてそれより少ない "謎" 工場の現場での問題.

せん断角の基本: すべてを変える設定
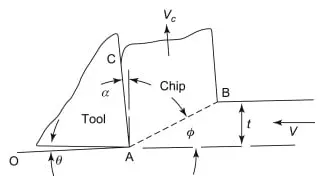
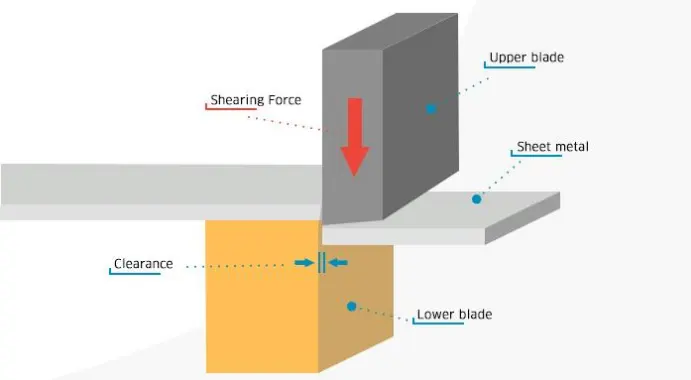
せん断角とは、上刃が使う角度のことです "入場" シートとカットの進行状況. ギロチン剪断の中で, ブレードは物質を一度に全ての場所で分離するわけではなく、動く線に沿って分離が起こる. せん断角がその線を制御します: 切り込みがどれほど速く進むか, どれだけの力が集中しているか, そしてシートが応力下でどのように反応するか.
角度が難しい作業には弱すぎる場合, 機械が必要以上に強く押すことがあります, ノイズの増加, 振動, およびバー形成. 角度が薄いシートや柔軟なシートには強すぎる場合, ツイストが見えるかもしれません, ボウ, または、切断が進む間にシートが引っ張られてはたわくために波打つ縁ができる.
油圧板金せん断用 3000 ミリメートル, これはさらに重要で、長さは小さな誤差を増幅します. 1メートルのカットでは小さなセットアップの問題に見えるものが、3メートルのエッジに見える歪みに変わることがあります.
✅ 多くの場合、せん断角が高いとピーク切断力が減少します
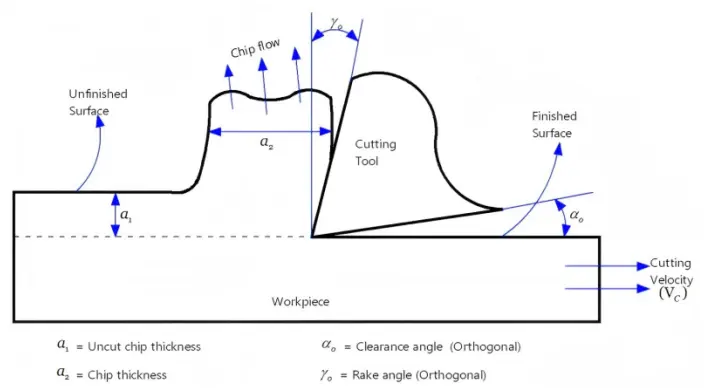
✅ 適切な角度はスクラップの流れとチップの挙動を安定させます
✅ 正しい角度は長いシートのまっすぐさと一貫性を向上させます
せん断角が精度に影響を与える理由, ブレード・ライフ, およびスループット
ワークショップは通常、同時に3つの成果を求めます: 正確な部品, 消耗品が少なくなっている, そしてより速いサイクル. せん断角は変形に影響を与えるため、これら3つすべてを支持します, 抵抗, 振動—日々のカット品質の3つの要因.
変形を制御することで精度が向上します. 分離時のシートの動きが少ないため、エッジがまっすぐになり、バリによるタッチアップも少なくなります. これは重要な点です。なぜなら、多くの下流プロセス—プレスブレーキの曲げ—だからです, 溶接のフィッティングアップ, アセンブリは信頼できる基準辺に依存します. もし端がまっすぐでない場合, あなたの "完璧だ" ベンドプログラムは依然として不完全な部品を生成します.
抵抗を減らすことで刃の寿命が改善されます. 切断は制御された破壊プロセスです. 抵抗が高い場合, 刃先側はより多くの応力を受けます, 熱, そしてマイクロチップのリスク. 下げる, より安定した抵抗は、使用可能なブレードの時間を延ばし、反転や交換のための予期せぬ停止を減らす傾向があります.
処理量はプロセスが予測可能になるため改善されます. オペレーターは停止します "狩猟" 設定用, テストカットの減少, そして機械はより自信を持ってサイクルします。特に一日の中で素材が変わるとなおさらです.
✅ 抵抗が低いほど、角度補正や再カットの回数が少なくなります
✅ 滑らかな切断は振動マークや刃の揺れを減らします
✅ 安定したサイクルはスケジューリングや出力計画を容易にします
各作業に最適なせん断角を決定するもの
単一なんて存在しません "完璧だ" 各シートの角度. 適切な選択は、材料が応力を受けたときの挙動や、切断時のシートの支持や位置の良さによります.
材料と厚さが最優先です
異なる金属は異なる破壊の方法を生み出します. より硬いまたは高強度の材料は、変形を減らし破れを防ぐ設定に最もよく反応します. 柔らかい金属でもきれいにカットできます, しかし、薄いシートは角度が引っ張ったり曲げたりすると、簡単に歪むことがあります.

実用的な考え方: シートの動きを最小限に抑えつつ、コントロールされた分離を生む角度を選んでいます.
✅ 高強度材料は変形制御を必要とすることが多いです, 力任せではなく
✅ 薄いシートはねじれや反りを減らす設定の方が良いことが多いです
✅ 混合生産には迅速な対応が必要です, 繰り返し調整可能—ただし "フィールベース" チューニング
支える, アライメント, そして人々が思う以上にクランプをする物質
どんなにせん断角が良くても、支持力の不足を補うことはできません. 長い紙に, たわみやずれはせん断角が間違っているという誤った印象を生みますが、実際の問題はシートが安定していないことです. だからこそ、油圧式の板金せん断機が使われるのです 3000 MMはしっかりとしたフロントサポートと正確な位置取りと組み合わせるべきです.
クランプの安定性も重要です. 切断中にシートがずれる場合は, エッジが不均一になることがあります, バリパターンの変化, または "擦り切れている" カットライン付近.
✅ 重厚なフロントサポートは、長いプレートのたわみを減らし、カット精度の保護にも役立ちます
✅ アライメントの改善により振動が低減されます, より良いエッジの質感と直線性を支えています
現場の初心者向けの繰り返し可能なセットアップワークフロー
理論だけに頼るよりも、繰り返し可能なプロセスの方が効果的です. 毎回同じルーティンを続けると, カットは一定のままです. 問題が発生した場合, すべてを一度に変えてしまうわけではないので、原因を見つけるのが簡単です.
1) まずは素材から始めましょう, 厚さ, そしてエッジスタンダード
教材を書き留めてください, 厚さ, そして仕事に必要なエッジの質も. 溶接準備のための切断は、化粧パネルの切断とは異なります. ある "いいね" エッジは次の工程ステップに依存します.
2) シートの支持とバックゲージの精度を確認する
に対して 3000 MM素材, シートがたわまらないようにフロントサポートを使いましょう. その後、バックゲージの位置を確認してください. もしシートが歪んで始まるなら, 正しい角度でもカットがおかしく見えます.
3) 制御分離のためのせん断角を設定する, 最大攻撃性ではない
目標は変形の少ない安定した切断であり、単にそういうものではありません "もっと角度をつけて。" 過剰補正はしばしば刃の欠陥に似た新たな問題を引き起こします.
4) ショートカットをして、端全体を点検してください
最初のものを超えて見てみよう 200 ミリメートル. 全長のまっすぐさや質感をチェックしてください. 不均一なテクスチャは安定性の問題を示すことが多いです, ブレードギャップミスマッチ, あるいは材料の挙動に合わないせん断角.
✅ 全端のエッジのまっすぐさを確認してください 3000 mm長
✅ 薄板変形のチェック (ボウ/ツイスト) カット後
✅ 徐々に調整し、素材や厚さごとに作業設定を記録しましょう

共通 "ブレードの問題" それは実際にはせん断角の問題です
多くの品質の不満は刃物に起因しています, しかし、欠陥のパターンはしばしば別の方向を指している.
ラフエッジ + 振動痕: 不安定な切断とよく関連付けられています (角度の不一致, サポート不足, またはブレードギャップの誤り).
長部にわたる次元ドリフト: カットは最初は安定しています, しかし、ブレードが進むにつれてシートは徐々にずれたり変形したりします, 最終サイズの変更.
薄いシートでの弓打ち: シートがきれいに分離していません; 角度が厚さや支持と合わないため、応力下でたわみているのです.
バリが一部では重く、他の部分では軽く見える場合, 多くの場合、シートの長さに沿って異なる形で曲がっていることを意味します, または刃が進むにつれて切断条件が変化している場合もあります.
✅ エッジに沿って欠陥が変化するとき, まず安定性を調査しましょう
✅ 異なる材料で欠陥が繰り返す場合, セットアップロジックの確認, 刃の鋭さだけではありません
JS RAGOSマシンがせん断角の設定を簡単にする方法
せん断角ガイドは、オペレーターのストレスを軽減し、再現性を高める実用的な制御装置で締めくくるべきです. JS RAGOSギロチン剪定ばさみはセットアップ時の推測を減らすために作られています, これは複数の材料や厚さを扱う際に特に役立ちます.
- CNC制御せん断角調整
当社の機械はCNC制御のせん断角度調整に対応しており、オペレーターは材料の種類や厚さに基づいて角度を設定できます. これにより薄いシートでの一貫性が向上します, より難しい作業では切断力を減らします, および還元 "トライアルカット" 生産が材料を切り替える時期.
- スキルレベル別のコントローラーオプション
信頼できるNCコントロールを提供しています (例えばE21 Estun) 単純な操作のために, さらに、プロ向けにDelem DAC360TやCybelec CT8などの高度なCNCオプションも提供しています. 高レベルの制御によりバックゲージの管理が改善されます, ブレードギャップ, およびせん断角, チームの繰り返し設定を容易にする.

- 予測可能な切断のための安定した油圧
当社のせ断機は安定した力を得るためにレックスロスの油圧システムを装備可能です, スムーズな動作, 長期の運用期間, そして省エネ制御—特に品質と稼働時間を守る重負荷の切断で重要です.
- 耐摩耗性H13ブレード
耐摩耗性を高め、長期間の生産期間でも刃の性能を維持するためにH13鋼ブレードを使用しています, 実際の作業量の中で工場がカット品質を安定させるのを支援します.
前方支持およびオプションの変形防止支持
フロントサポートは位置取りを改善し、長いシートでのたわみを減らします. より大きなプレートの場合, オプションの変形防止サポート装置は、切断後にシートを支え、曲げを減らし取り扱いを滑らかにします。特に油圧式の板金せん断機では 3000 MMライン.
✅ より少ない数でより速いセットアップが可能です "推測と確認" 調整
✅ 研磨を減らすよりクリーンなエッジ, デバリング, そして再作業
✅ 長尺シートや混合素材スケジュールでのより安定した性能
CTA: Get a 3000 材料に合ったmmせん断セットアップの推奨
推測せずにきれいにカットするために, アライメントせん断角制御, ブレードギャップ制御, そして実際の素材や厚さ範囲に合わせたサポートオプション. JS RAGOSは油圧式の板金せん断を推奨できます 3000 適切なコントローラーレベルでのMM構成, 油圧パッケージ, アクセサリー.
✅ 見積もりを依頼する: 素材の種類を送信してください, 厚さ範囲, およびターゲットカット品質. 変形を減らし、日々の切断安定性を向上させる実用的なセットアップソリューションを提案します.

