













Cisalhamento de Chapas Metálicas Hidráulicas 3000 milímetro: Guia de Ajuste de Ângulo de Cisalhamento
Arestas ásperas e tamanhos de peças que se deslocam raramente começam com uma lâmina ruim. Mais frequentemente, O ângulo de cisalhamento está desequilibrado — mudando a forma como o corte inicia, Como ela viaja, e o quanto a folha é forçada a deformar. A JS RAGOS constrói máquinas de cisalhamento guilhotina como a Hydraulic Sheet Metal Shear 3000 mm para manter o corte estável e repetível. Não importa se você usa aço, Aço inoxidável, ou alumínio, O resultado é consistente: Ajustar o ângulo de cisalhamento à espessura e ao comportamento, e você obtém bordas mais limpas, carga de máquina mais leve, e menos "mistério" Problemas no chão de fábrica.

Fundamentos do Ângulo de Cisalhamento: O cenário que muda tudo
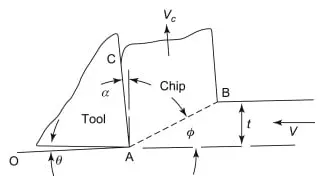
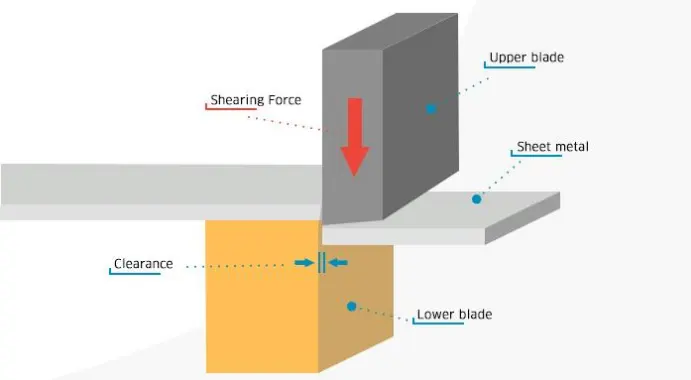
O ângulo de cisalhamento é o ângulo que a lâmina superior usa para "Entra" A folha e o progresso pelo corte. Em uma cisalhamento guilhotina, A lâmina não separa o material em todos os lugares ao mesmo tempo—a separação ocorre ao longo de uma linha móvel. O ângulo de cisalhamento controla essa linha: Quão rápido o corte avança, quanta força é concentrada, e como a folha reage sob tensão.
Se o ângulo for muito leve para um trabalho difícil, a máquina pode forçar mais do que o necessário, ruído crescente, Vibração, e formação de rebarbas. Se o ângulo for muito agressivo para uma chapa fina ou flexível, Você pode ver a reviravolta, Arco, ou uma borda ondulada porque a folha está sendo puxada e desviada enquanto o corte se move.
Para um cisalhamento hidráulico de chapa metálica 3000 milímetro, Isso importa ainda mais porque o comprimento amplifica pequenos erros. O que parece ser um problema menor de configuração em um corte de 1 metro pode se tornar uma distorção visível em uma borda de 3 metros.
✅ Um ângulo de cisalhamento mais alto pode reduzir a força de corte máxima em muitos casos
✅ Um ângulo bem ajustado estabiliza o fluxo de sucata e o comportamento das lascas
✅ O ângulo correto melhora a retidão e a consistência em longas folhas
Por que o ângulo de cisalhamento impacta a precisão, Vida da Lâmina, e Throughput
Oficinas geralmente querem três resultados ao mesmo tempo: Peças precisas, Menos consumíveis, e ciclos mais rápidos. O ângulo de cisalhamento suporta os três porque influencia a deformação, Resistência, e vibração — três fatores que impulsionam a qualidade diária do corte.
A precisão melhora quando a deformação é controlada. Menos movimento da folha durante a separação significa bordas mais retas e menos retoques relacionados a rebarbas. Isso importa porque muitos processos posteriores — dobra do freio de pressão — dobra do freio de pressão, Montagem de soldagem, e montagem — dependem de uma aresta de referência confiável. Se a borda não estiver reta, seu "perfeito" O programa de dobra ainda produz peças imperfeitas.
A vida útil da lâmina melhora quando a resistência é reduzida. O corte é um processo de fratura controlada. Quando a resistência é alta, A lâmina sofre mais estresse, calor, e risco de microchip. Abaixar, Resistência mais estável tende a prolongar o tempo utilizável da pá e reduzir paradas não planejadas para virar ou substituir.
A taxa de transferência melhora porque o processo se torna previsível. Operadores param "Caça" Para configurações, Cortes de teste reduzem, E a máquina gira com mais confiança — especialmente quando o material muda ao longo do dia.
✅ Resistência menor geralmente significa menos correções de ângulo e menos recortes
✅ Cortes mais suaves reduzem marcas de vibração e vibrações nas bordas
✅ Ciclos estáveis facilitam o planejamento de agendamento e de saída
O que determina o melhor ângulo de cisalhamento para cada trabalho
Não existe um único "perfeito" ângulo para cada folha. A escolha correta depende de como o material se comporta sob tensão e de quão bem a chapa é suportada e posicionada durante o corte.
Material e Espessura vêm em primeiro lugar
Metais diferentes se fraturam de formas diferentes. Materiais mais duros ou de maior resistência geralmente respondem melhor a configurações que reduzem a deformação e evitam rasgos. Metais mais macios podem cortar limpo, Mas as folhas finas podem se deformar facilmente se o ângulo incentivar puxar ou flexionar.

Uma forma prática de pensar sobre isso: Você está escolhendo um ângulo que cria separação controlada com movimento mínimo da folha.
✅ Materiais de maior resistência frequentemente precisam de controle de deformação, não força bruta
✅ Folhas finas frequentemente se beneficiam de configurações que reduzem torção e curvatura
✅ A produção mista exige rapidez, Ajuste repetível — sem "Baseado na sensação" Afinação
Apoio, Alinhamento, e a matéria de clampagem é mais importante do que as pessoas esperam
Mesmo o melhor ângulo de cisalhamento não compensa o suporte ruim. Em folhas longas, O afundamento e o deslocamento criam uma falsa impressão de que o ângulo de cisalhamento está errado — quando o verdadeiro problema é que a chapa não é estável. Por isso uma cisalhamento hidráulico de chapa metálica 3000 O MM deve ser combinado com suporte frontal sólido e posicionamento preciso.
A estabilidade de fixação também importa. Se a chapa deslizar durante o corte, Você pode ver bordas inconsistentes, Mudanças nos padrões das rebarbas, ou uma superfície que parece "arranhado" próximo à linha de corte.
✅ Suporte frontal robusto reduz o afundamento em placas longas e ajuda a proteger a precisão do corte
✅ O alinhamento aprimorado reduz a vibração, suportando melhor textura das bordas e retidão
Um Fluxo de Trabalho de Configuração Repetível para Iniciantes no Chão de Fábrica
Um processo repetível é mais eficaz do que confiar apenas na teoria. Quando você segue a mesma rotina toda vez, Seus cortes permanecem consistentes. Se surgir um problema, É mais fácil encontrar a causa porque você não está mudando tudo de uma vez.
1) Comece com o Material, Espessura, e Padrão Edge
Anote o material, espessura, e a qualidade de borda que você precisa para o trabalho. O corte para preparação de soldagem é diferente do corte de painéis cosméticos. Um "Bom" Edge depende da próxima etapa do processo.
2) Confirme o suporte da folha e a precisão do retrobitor
Para 3000 Material em mm, Use suportes frontais para que a chapa não afunde. Depois, verifique o posicionamento do bitometro de fundo. Se o lençol começar torto, O corte vai parecer errado mesmo com o ângulo correto.
3) Defina o ângulo de cisalhamento para separação controlada, Não Agressividade Máxima
Seu objetivo é cortar de forma estável com baixa deformação — não simplesmente "Mais ângulo." A correção excessiva frequentemente cria novos problemas que se assemelham a defeitos nas lâminas.
4) Execute um corte de teste curto e inspecione a borda completa
Olhe além do primeiro 200 milímetro. Inspecione a retidão e a textura em todo o comprimento. Textura irregular frequentemente indica problemas de estabilidade, Desajuste entre lacunas de lâmina, ou um ângulo de cisalhamento que não combina com o comportamento do material.
✅ Verifique a retidão das bordas em toda a 3000 Comprimento em mm
✅ Verifique a deformação em folhas finas (Arco/Torção) Após o corte
✅ Ajuste gradualmente e documente as configurações de trabalho por material e espessura

Comum "Problemas com a lâmina" Na verdade, são problemas de ângulo de cisalhamento
Muitas reclamações sobre a qualidade apontam para as lâminas, mas o padrão do defeito frequentemente aponta para outros lugares.
Aresta áspera + Marcas de vibração: Comumente associado ao corte instável (Desajuste de ângulo, Apoio ruim, ou folga incorreta na lâmina).
Deriva dimensional entre partes longas: O corte é estável no início, mas a folha gradualmente se desloca ou se deforma conforme a lâmina avança, Alterando o tamanho final.
Curvando em uma chapa fina: O lençol não se separa limpo; Ele está flexionando sob tensão porque o ângulo não é ajustado à espessura e ao suporte.
Quando as rebarbas parecem pesadas em algumas partes e leves em outras, Muitas vezes, isso significa que a folha está flexionando de forma diferente ao longo do comprimento, ou a condição de corte muda conforme a lâmina avança.
✅ Quando os defeitos mudam ao longo da aresta, Investigue a estabilidade primeiro
✅ Quando defeitos se repetem em materiais diferentes, verificar lógica de configuração, Não só afiação da lâmina
Como as máquinas JS RAGOS facilitam a configuração do ângulo de cisalhamento
Um guia de ângulo de cisalhamento deve terminar com controles práticos — recursos que reduzam o estresse do operador e aumentem a repetibilidade. As tesouras guilhotina JS RAGOS são feitas para reduzir adivinhações na montagem, O que é especialmente útil quando você usa múltiplos materiais e espessuras.
- Ajuste de Ângulo de Cisalhamento Controlado por CNC
Nossas máquinas suportam ajuste de ângulo de cisalhamento controlado por CNC para que os operadores possam definir o ângulo com base no tipo de material e espessura. Isso melhora a consistência em uma folha fina, Reduz a força de corte em trabalhos mais difíceis, e reduz "Corte de julgamento" Momento em que a produção troca de materiais.
- Opções de controle para diferentes níveis de habilidade
Oferecemos controle confiável de NC (como E21 Estun) para operação simples, além de opções avançadas de CNC como Delem DAC360T e Cybelec CT8 para usuários profissionais. O controle em níveis mais altos melhora o gerenciamento do backgauge, Folga da lâmina, e ângulo de cisalhamento, Facilitando a configuração repetível para as equipes.

- Hidráulica Estável para Corte Previsível
Nossas máquinas de cisalhamento podem ser equipadas com sistemas hidráulicos Rexroth para uma força estável, Funcionamento suave, Longa vida útil, e controle de eficiência energética — especialmente importante em cortes pesados, onde a consistência protege qualidade e tempo de funcionamento.
- Lâminas H13 Resistentes ao Desgaste
Usamos lâminas de aço H13 para aumentar a resistência ao desgaste e manter o desempenho das bordas por períodos de produção mais longos, Ajudar as oficinas a manter a qualidade do corte estável por meio de cargas reais de trabalho.
Suporte Frontal e Suporte Opcional Anti-Deformação
O suporte frontal melhora o posicionamento e reduz o afundamento em chapas longas. Para placas maiores, Um dispositivo opcional de suporte antideformação apoia a chapa após o corte para reduzir a flexão e manter o manuseio mais suave — especialmente em cisalhamento hidráulico de chapa metálica 3000 Linha mm.
✅ Configuração mais rápida com menos "Adivinha e confere" Ajustes
✅ Bordas mais limpas que reduzem o desgaste, Desbarba, e reformulação
✅ Desempenho mais estável para longas folhas e cronogramas de material misto
CTA: Pegue um 3000 Recomendação de Configuração de Cisalhamento mm para seus materiais
Para cortes mais limpos sem adivinhar, Controle de ângulo de cisalhamento alinhado, Controle de folga de pás, e opções de suporte para seus materiais reais e faixa de espessura. A JS RAGOS pode recomendar uma cisalhadora hidráulica de chapa metálica 3000 Configuração mm com o nível certo do controlador, Pacote hidráulico, e acessórios.
✅ Solicite um orçamento: Envie seu tipo de material, Faixa de espessura, e qualidade do corte alvo. Vamos propor uma solução prática de montagem que reduza a deformação e melhore a estabilidade de corte diária.

