













Гидравлический сдвиг листового металла 3000 миллиметр: Руководство по установке угла сдвига
Грубые края и размеры деталей редко начинаются с плохого лезвия. Чаще, Угол сдвига нарушен балансом — это меняет начало разреза, Как он перемещается, и насколько лист вынужден деформироваться. JS RAGOS производит гильотинные срезные машины, такие как гидравлический металлический сдвиг 3000 MM, чтобы резать было стабильно и повторяемо. Неважно, используете ли вы сталь, Нержавеющая, или алюминий, Результат является последовательным: Сопоставьте угол сдвига с толщиной и поведением, И вы получаете более чёткие края, Более лёгкая нагрузка машины, и меньше "Тайна" Проблемы на производственной площадке.

Основы угла сдвига: Сеттинг, который меняет всё
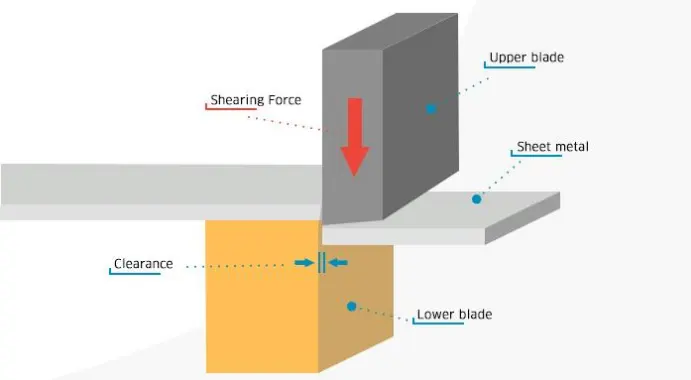
Угол сдвига — это угол, который использует верхняя лопасть, чтобы "Входите" Лист и прогресс по разрезу. В гильотине, Лезвие не разделяет материал по всему одновременному — разделение происходит вдоль движущейся линии. Угол сдвига управляет этой линией: Как быстро продвигается разрез, Сколько силы сосредоточено, и как лист реагирует на напряжение.
Если угол слишком мягкий для сложной работы, Машина может давить сильнее, чем необходимо, Увеличение шума, Вибрация, и образование заусенцев. Если угол слишком агрессивный для тонкого или гибкого листа, Вы можете увидеть поворот, Лук, или волнистый край, потому что лист натягивается и отклоняется во время движения выреза.
Для гидравлического сдвига листового металла 3000 миллиметр, Это особенно важно, потому что длина усиливает небольшие ошибки. То, что кажется незначительной проблемой настройки на срезе в 1 метр, может превратиться в видимое искажение на краю высотой 3 метра.
✅ Более высокий угол сдвига во многих случаях может снизить пиковую силу режущего удара
✅ Хорошо согласованный угол стабилизирует поток обломков и поведение сколов
✅ Правильный угол улучшает прямолинейность и консистентность на длинных листах
Почему угол сдвига влияет на точность, Жизнь клинка, и Пропускная способность
Мастер-классы обычно требуют сразу три результата: Точные детали, меньше расходников, и более быстрые циклы. Угол сдвига поддерживает все три, потому что влияет на деформацию, Сопротивление, и вибрация — три фактора, определяющих качество ежедневной резки.
Точность улучшается при контроле деформации. Меньшее движение листа при разделении означает более ровные края и меньшее количество коррекций, связанных с жерновами,. Это важно, потому что многие последующие процессы — сгибание пресс-тормозов, Сварочный монтаж, и сборка — зависят от надёжного опорного ребра. Если кромка не прямая, твой "идеально" Программа Bend всё равно производит несовершенные детали.
Срок службы лезвия улучшается при снижении сопротивления. Резка — это контролируемый процесс разрушения. Когда сопротивление высокое, Кромка лопасти испытывает большее напряжение, жара, и риск микрочипирования. Нижний, Более устойчивое сопротивление увеличивает время работы лопастей и снижает незапланированные остановки при перевороте или замене.
Пропускная способность улучшается, потому что процесс становится предсказуемым. Операторы останавливаются "Охота" Для сеттинга, Тестовые разрезы уменьшаются, и машина работает с большей уверенностью — особенно когда материал меняется в течение дня.
✅ Меньшее сопротивление часто означает меньше коррекций угла и меньше повторных вырезов
✅ Более плавная резка снижает вибрацию и колчание краёв
✅ Стабильные циклы облегчают планирование и планирование результатов
Что определяет лучший угол сдвига для каждой работы
Нет никакого сингла "идеально" Угол для каждого листа. Правильный выбор зависит от того, как материал ведёт себя при напряжении и насколько хорошо лист поддерживается и позиционируется во время резки.
Материал и толщина — на первом месте
Разные металлы ломаются по-разному. Более твёрдые или более прочные материалы часто лучше всего реагируют на условия, которые снижают деформацию и предотвращают разрыв. Мягкие металлы могут резать чисто, но тонкие листы могут легко деформироваться, если угол способствует натяжению или изгибу.

Практический способ думать об этом: Вы выбираете угол, который создаёт контролируемое разделение с минимальным движением листа.
✅ Материалы с высокой прочностью часто требуют деформационного контроля, не грубой силой
✅ Тонкие листы часто выигрывают за счёт уменьшающих скручивание и изгиб
✅ Смешанное производство требует быстрого, повторяемая корректировка — без "На основе ощущений" Настройка
Поддержка, Трассировка, и зажим — это больше, чем люди ожидают
Даже лучший угол сдвига не компенсирует плохую опору. На длинных листах, Проседание и смещение создают ложное впечатление, что угол сдвига неправильный — хотя на самом деле проблема в нестабильности листа. Вот почему существует гидравлический сдвиг в листовом металле 3000 Мм должен сочетаться с надёжной опорой спереди и точным расположением.
Устойчивость зажима также имеет значение. Если лист ползёт во время резки, Вы можете заметить несогласованные края, Изменение узоров заусенцев, или поверхность, которая выглядит "поцарапан" Рядом с линией выреза.
✅ Прочная передняя опора уменьшает прогибание длинных пластин и помогает защитить точность резов
✅ Улучшенное выравнивание снижает вибрацию, что поддерживает лучшую текстуру и прямолинейность краёв
Повторяемый рабочий процесс настройки для новичков на цехе
Повторяемый процесс эффективнее, чем полагаться только на теорию. Когда вы следуете одному и тому же распорядку каждый раз, Ваши срезы остаются постоянными. Если возникает проблема, Причину найти проще, потому что вы не меняете всё сразу..
1) Начните с материала, Толщина, и Edge Standard
Запишите материал, толщина, И качество кромки, необходимое для работы. Резка для подготовки к сварке отличается от резки косметических панелей. A "хороший" Edge зависит от следующего этапа процесса.
2) Подтвердите поддержку листа и точность задней манометрии
Для 3000 Материал MM, Используйте передние опоры, чтобы лист не провисал. Затем проверьте позиционирование на заднем шкале. Если лист начинается кривым, Вырез будет выглядеть неправильно, даже при правильном углу.
3) Установить угол сдвига для контролируемого разделения, Не максимальная агрессия
Ваша цель — стабильная резка с низкой деформацией, а не просто "Больше ракурса." Чрезмерная коррекция часто приводит к новым проблемам, напоминающим дефекты лезвий.
4) Проведите короткий тестовый разрез и осмотрите всю кромку
Посмотрите дальше первого 200 миллиметр. Проверьте прямолинейность и текстуру по всей длине. Неравномерная текстура часто указывает на проблемы со стабильностью, Несоответствие зазоров лезвий, или угол сдвига, который не соответствует поведению материала.
✅ Проверьте прямину кромки по всей поверхности 3000 мм длина
✅ Проверьте тонколистовую деформацию (Смычк/поворот) После резки
✅ Корректируйте постепенно и документируйте рабочие настройки по материалу и толщине

Распространённые "Проблемы с лезвиями" Это на самом деле проблемы с углом сдвига
Многие жалобы на качество указывают на лезвия, но закономерность дефекта часто указывает на другое.
Шерохватость + Метки вибрации: Часто связывают с нестабильным резом (Несоответствие углов, плохая поддержка, или неправильный зазор лопастей).
Размерный дрейф по длинным частям: Срез стабилен в начале, но лист постепенно смещается или деформируется по мере продолжения лезвия, изменение окончательного размера.
Изгиб на тонком листе: Лист не отделяется чисто; Он изгибается под напряжением, потому что угол не совпадает с толщиной и опорой.
Когда заусенцы в одних местах становятся тяжёлыми, а в других — слабыми, Часто это означает, что лист изгибается по-разному по длине, или условия режения меняются по мере продвижения лезвия.
✅ Когда дефекты меняются вдоль края, Сначала изучите стабильность
✅ Когда дефекты повторяются на разных материалах, Проверьте логику настройки, Не только острота лезвия
Как машины JS RAGOS облегчают установку угла сдвига
Направляющая по углам сдвига должна заканчиваться практическими элементами управления — функциями, которые снижают напряжение оператора и повышают повторяемость. Гильотиновые ножницы JS RAGOS предназначены для снижения догадок при установке, Что особенно полезно, если использовать несколько материалов и толщин.
- Регулировка угла сдвига с помощью ЧПУ
Наши станки поддерживают регулировку угла сдвига с помощью ЧПУ, чтобы операторы могли устанавливать угол по типу материала и толщине. Это улучшает консистенцию на тонком листе, Снижает режущую силу на более сложных заданиях, и уменьшает "Пробный монтаж" Время, когда производство меняет материалы.
- Опции контроллеров для разных уровней навыков
Мы предлагаем надёжное управление NC (например, E21 Estun) для простой работы, а также продвинутые варианты ЧПУ, такие как Delem DAC360T и Cybelec CT8 для профессиональных пользователей. Управление на более высоком уровне улучшает управление задней колеей, зазор между лезвиями, и угол сдвига, что облегчает повторяемую настройку для команд.

- Стабильная гидравлика для предсказуемой резки
Наши стрижные машины оснащены гидравлическими системами Rexroth для обеспечения стабильной силы, Плавная работа, Долгий срок службы, и энергоэффективное управление — особенно важно при мощной резке, где стабильность защищает качество и время безработной работы.
- Износостойкие лезвия H13
Мы используем лезвия H13 для повышения износостойкости и поддержания кромки на протяжении длительного производства, помогая мастерским поддерживать стабильное качество вырезов при реальных нагрузках.
Фронтальная поддержка и опциональная антидеформационная поддержка
Передняя поддержка улучшает позиционирование и уменьшает провисание на длинных листах. Для больших пластин, Опциональное антидеформационное устройство поддерживает лист после резки, чтобы уменьшить изгиб и обеспечить более плавную работу — особенно на гидравлическом металлическом сдвиге 3000 Линия мм.
✅ Более быстрая настройка с меньшим количеством "Угадай и проверяй" Корректировки
✅ Более чистые края, которые снижают шлифование, Удаление заушников, и переработка
✅ Более стабильная производительность для длинных листов и расписаний смешанных материалов
CTA: Возьми 3000 Рекомендации по установке сдвига мм для ваших материалов
Чтобы получить более чёткие срезы без догадок, Выровнять угол сдвига, Управление зазором лопастей, и поддерживать варианты для вашего реального диапазона материалов и толщины. JS RAGOS может порекомендовать гидравлический сдвиг листового металла 3000 Конфигурация MM с правильным уровнем контроллера, Гидравлический корпус, и аксессуары.
✅ Запросите смету: Отправьте свой тип материала, Диапазон толщины, и качество целевого среза. Мы предложим практическое решение для установки, которое снижает деформацию и улучшает стабильность ежедневного резания.

