













Промышленный металлический ролик на продажу: 3-Бросок против четырёхкратных бросков — чёткое объяснение
Выбор промышленных металлических пластин для продажи может выглядеть просто на бумаге. На практике, 3-Ролики и 4-роликовые ролики дают совершенно разные результаты на концах пластин, Во время выравнивания в квадрат, и в повторном производстве. Несоответствие увеличивает время перестановки и корректирующих работ. Следующие разделы проясняют различия, определяющие исход.

Что a Plate Roller действительно работает яn Производство
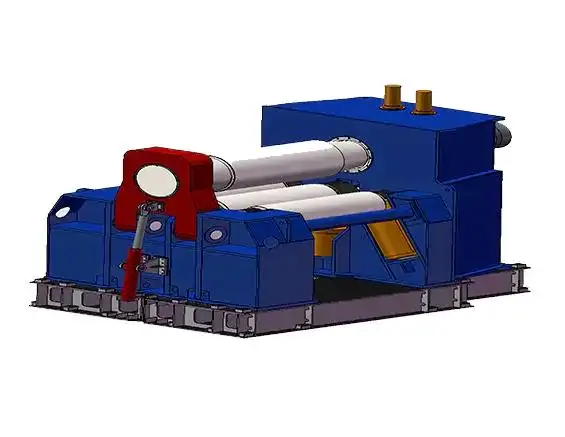
Промышленный пластинчатый ролик формирует плоскую металлическую пластину в цилиндры, Конусы, и изогнутые оболочки. Вы видите эти детали в воздуховодах, Танки, Сосуды под давлением, Секции кораблей, Структурные колонны, и множество проектов по изготовлению на заказ. Машина должна хорошо выполнять две вещи: Держите пластину ровно и постепенно сгибайте её, не создавая плоских пятен или неравномерной округлости.
Для покупателей, сравнивающих промышленный металлический ролик на продажу, Решение касается не только «власти». Речь идёт о рабочем процессе. Лучший выбор — тот, который соответствует вашим ежедневным задачам, Ваш уровень мастерства оператора, и точность, необходимая после сварки.
3-Основы роликов для роликов
Конструкция с тремя валами использует три ролика для изгиба пластины. Большинство трёхроликовых машин конфигурированы как пирамидальный или начальный пинч-тип. Проще говоря, пластина нажимается и прокатывается между тремя точками. Эта структура широко применяется, потому что она эффективна для многих общих прокатных задач и может быть экономически выгодной для мастерских, выполняющих различные задачи.
В реальной эксплуатации, 3-Для прокатных машин может потребоваться больше операторских техник для предварительного изгиба концов пластин (уменьшая «плоские концы», которые появляются до того, как пластина становится полностью круглой). Многие мастерские хорошо справляются с этим с опытными операторами, Правильные последовательности бросков, и аккуратная настройка.
Где лучше всего подходит 3-roll
✅ Общие цилиндры и изогнутые участки, где маленькие плоские концы допустимы или могут быть обработаны позже
✅ Мастерские, в которых уже есть квалифицированные операторы и стабильные процедуры катки
✅ Покупатели, которые хотят получить сильную ценность и проверенную структуру для обычных производственных работ
Трёхрулонная машина может стать отличной точкой входа, если ассортимент продукции широкий и допуски не слишком строги по каждой детали.
4-Основы роликов для роликов
Конструкция с четырьмя рулонами использует четыре ролика: Один верхний ролл, один нижний рулон, и два боковых рулона. Главное преимущество — контроль. Пластина зажимается между верхним и нижним рулонами, в то время как боковые рулоты формируют кривизну. Это делает кормление, Трасса, и повторяемость проще — особенно для новичков или мастерских, обучающих новых операторов.
Когда клиенты спрашивают о промышленном металлическом ролике для продажи для повышения производительности, 4-Роликовые машины часто выбирают, потому что они сокращают ручные этапы обработки. Во многих рабочих процессах, 4-Прокатные машины позволяют упростить предварительный сгиб и более равномерное прокатывание от детали к детали.
Где лучше всего подходит 4-roll
✅ Работы, которым нужна лучшая повторяемость между партиями
✅ Команды, которые хотят более быструю настройку, Более простая работа, и меньше «пробных деталей»
✅ Проекты, где выравнивание и предварительный контроль напрямую влияют на качество монтажа
На практике, 4-Ролл может ощущаться более «прощающим» в повседневной работе, потому что пластина удерживается более надёжно во время катания.
3-Ролл против четырёх-роллов: Различия, которые действительно имеют значение
Большинство покупателей не терпят неудачу потому, что выбрали «неправильный» счётчик бросков. Они терпят неудачу, потому что не согласовали машину с рабочим процессом. Вот наиболее важные моменты принятия решений.
✅ До сгибания: С четырёхроликовым зажимом и управлением, Предварительное изгибание обычно более воспроизводимо для плотной посадки кромки.
✅ Простота обучения: 3-Ролл может быть отличным, но новым операторам часто требуется больше времени, чтобы достичь стабильности, повторяемые результаты. 4-Процессы роллинга обычно проще обучать и стандартизировать.
✅ Контроль кормления: 4-Роликовый зажим крепко удерживает пластину при входе, улучшение отслеживания и снижение ошибок в выравнивании.
✅ Повторные задания: Когда вы повторяете один и тот же диаметр снова и снова, 4-Рабочие процессы роллов позволяют минимизировать различия в настройках между партиями.
✅ Оценка затрат: Трёхроликовая модель часто является лучшим вариантом для многих мастерских по изготовлению, обеспечивая сильные возможности при низком уровне инвестиций.
Для покупателей, ставящих приоритет на пропускную способность и повторяемость, «То, как деталь проходит процесс» важнее количества бросков.
Практический чек-лист покупки fили «Начинающие»
✅ 1) Какой у вас самый распространённый диапазон толщины, И какой самый маленький радиус нужно для надёжного броска?
Пример A (Лёгко-средний, Малый радиус часто):
В основном вы прокатываете 3–8 мм углеродистой стали в небольшие резервуары для пылесборщиков.. Ваши обычные снаряды — Ø500–Ø900 мм. Также вы прокатываете короткие кольца для фланцев.
• Значение: Малые диаметры и частые работы с малым радиусом требуют стабильного контроля перед изгибом и постоянной подачи.
• Типичная посадка: Четырёхвалитная система часто уменьшает количество пробных рулонов, потому что пластина зажимается и направляется.
Пример B (Средне-тяжёлый, Больший радиус чаще всего):
Для больших силосов и конструктивных цилиндров вы прокатываете пластины диаметром 12–25 мм. Большинство деталей имеют размер Ø2000 мм+, длинные раковины, Low mix.
• Значение: Применение способствует нагрузочной способности и конструкционной жёсткости (тоннаж, Диаметр рулона, и прочность рамы) Формирование с минимальным радиусом.
• Типичная посадка: Пирамидальный трёхроликовый вариант может быть лучшим вариантом для возврата инвестиций, если в вашей мастерской есть стабильные рабочие процессы по работе с пластинами, Изменение позиции, и управление выравниванием.
✅ 2) Что нужно сформировать: Только цилиндры, Или также конусы и комплексные кривые?
Пример A (Только цилиндры):
Повторяйте прямые цилиндры для резервуаров и втулок для труб, без применения конуса. Стабильные материалы и повторяющиеся диаметры.
• Значение: Выбирайте для стабильной пропускной способности и повторяемости, а не для специализированного диапазона формования.
• Типичная посадка: 4-Ролл обычно выигрывает при быстром выравнивании и меньшем управлении.
Пример B (Рабочие места по смешанной геометрии):
Вы часто работаете с коническими бункерами и редукторными переходами, Плюс редкие работы с воздуховодами, требующие контроля, Неоднородные радиусы. Каждый порядок уникален.
• Значение: Нужен гибкий контроль, регулируемая геометрия, и предсказуемое формирование для нестандартных форм.
• Типичная посадка: Многие магазины до сих пор выбирают 4-ролловые модели для более удобного контроля пластин, Но хорошо настроенный трёхролл-ролл также может работать, если бросок конуса — ключевой навык команды. Решающим фактором является частота появления конусов и насколько опытны операторы.
✅ 3) Насколько важны качество кромки и уменьшение плоских концов для вашей сварки и установки на последующих этапах?
Пример A (Требуется высокое качество кромки):
Вы создаёте корпуса для сосудов под давлением, где подготовка к сварке строга. Если плоские концы слишком длинные, Время подготовки увеличивается, и, возможно, потребуется дополнительная подрезка или перекатывание.
• Значение: Лучшее предварительное сгибание и меньшее количество коррекций «плоских концов» экономят реальную работу.
• Типичная посадка: 4-Прокат часто помогает уменьшить плоскость концов пластины, так как пластина защемляется и контролируется во время циклов перед сгибанием.
Пример B (Качество Edge — это «приятно иметь,«Не критично»):
Вы сворачиваете защитные крышки и негерметичные воздуховоды. Небольшие плоские концы допустимы, потому что вы сварите с большим допуском зазоров или всегда обрезаете края.
• Значение: Ваш рабочий процесс достаточно толерантен, чтобы небольшие отклонения или отклонение краёв не привели к переработке в дальнейшем.
• Типичная посадка: Трёхроликовый автомат может быть практичным вариантом, Экономичный выбор для такого рода производства.
✅ 4) Как вы будете работать на станции: Один выделенный оператор или ротационный член команды?
Пример A (Специализированный эксперт-оператор):
Старший производитель запускает ролик каждый день. Он может быстро настроить пружинный режим, Продолжайте отслеживание, и эффективно завершать цилиндры — даже если переворачивать и перемещать пластины — часть рутины.
• Значение: Навыки могут компенсировать более ручной рабочий процесс.
• Типичная посадка: 3-Ролл может работать очень хорошо, потому что техника оператора стабильна.
Пример B (Несколько операторов, Требуется обучение):
Вы меняете 3–5 операторов между станциями. Некоторые из них новые. Ваша проблема — непоследовательность: Один человек производит круглые снаряды, другой образует овальные раковины.
• Значение: Вам нужна стабильность процесса, которая меньше зависит от «ощущения».
• Типичная посадка: 4-Ролл обычно более удобен для новичков, потому что защипка и направляние снижают ошибки выравнивания.
✅ 5) Повторные запуски или кастомные сборки?
Пример A:
Тот же клиент, тот же размер — Ø1200 × 2000 ММ снаряды — 30–60 шт. в месяц. Вам нужен предсказуемый цикл.
• Значение: Меньше управляемости = большая смена.
• Типичная посадка: 4-Roll обычно быстрее окупает экономию труда и повторяет стабильность.
Пример B (One-One-Custom, High Mix):
Вы занимаетесь ремонтом и изготовлением на заказ. Сегодня это небольшой воздуховод, Завтра большой цилиндр, На следующей неделе — конус. Количество мало, Разнообразие велико.
• Значение: Гибкость и контроль затрат имеют значение; Скорость менее важна, чем «сможет выполнить работу».
• Типичная посадка: 3-Ролл может быть разумным выбором для входа, Главное, чтобы ёмкость и диаметр рулона совпадали с самыми толстыми пластинами.
Выбор tон Правая Машина and Следующие шаги
Ролик с тремя роликами часто является правильным выбором для общего прокатки, Гибкие мастерские, и покупателей, желающих высокой цены и доказанной эффективности. Ролик с четырьмя рулонами часто является правильным выбором для мастерских, ориентированных на более простую эксплуатацию, Лучшее управление, и более стабильной повторяемости — особенно при использовании нескольких операторов.
Если вы оцениваете промышленный металлический ролик для продажи, Самый быстрый способ правильно выбрать — подобрать тип машины под ваши детали и рабочий процесс. Так вы избегаете дорогих перерасходов или дорогих ошибок с недооценёнными характеристиками.
CTA (Призыв к действию): Если вы сравниваете промышленный металлический ролик для судостроения, Танки, или работа с сосудами под давлением, Отправьте JS RAGOS ваш диапазон толщины пластин, Ширина, Тип материала, и диаметры целей. Мы рекомендуем подходящую конфигурацию с 3 или 4 рулонами (линейный или дуговой тип), Плюс варианты прокатки конуса и поддержки — затем предоставьте чёткую смету для ваших производственных потребностей.

