













金属パネル曲げ機の精度: 第一回通過結果のための計算機の思考
金属パネル曲げ機の精度 もはやオペレーターの経験だけが問題ではありません; 正しい値を入力することが大切です, 再現可能な方法を用いる, そして最初の曲げる前の数学的な推測を排除すること. JSラゴスにて, 安定した角度が必要な作業場のために曲げソリューションを作っています, 制御寸法, そして試験部品の減少. 実用的な "ベンディング計算機の考え方" 初心者がより速く動きつつ、コントロールを保つのに役立ちます, また、経験豊富なチームがシフトごとに品質を標準化するのに役立ちます.

金属パネル曲げ機計算機の基本: 本当に何をするのか
曲げ計算機は、図面を実用的なセットアップの決定に変換する計画ツールです. 板金が曲げられるとき, しかし、フラットブランクはそうではありません "変わる" 変化のない最終形態. 材料は曲がりの外側で伸び、内側で圧縮されます. その行動を無視すれば, あなたの部分の長さはずれます, フランジターゲットが動く, そして、繰り返しテストピースで補うことになります.
金属パネル曲げ機の操作者の場合, 計算機の役割は、ベンドの意図を予測可能な入力に変換することです. 工具を選ぶのに役立ちます, 容量の検証, そして、完成した外側寸法が図面と一致するように平面パターンを計算します.
計算機が見積もるのに役立つ一般的な項目には以下のようなものがあります:
・必要トン数, 材料の厚さに基づく, 曲げ長, 開業, およびターゲット半径
• 曲げ手当 (学士号) そのため、正しいブランク長を計算できます
・ベンドデラクション (BD) したがって、外部の次元は形成後に正しく着地します
• 曲げ線を正確に特定するための外側および内側のセットバック
・最小フランジガイダンス (金型のルールや金型の選択によります)
実際的な利点はシンプルです: 機械での驚きが少なかった, 手直しが少なかった, そしてより安定した生産結果.
なぜ計算機の思考が曲げをより一貫性のあるものにするのか
強力な金属製パネル曲げ機でもそうではありません "修正" 誤った計画. 初心者がフラストレーションを感じる曲げの問題の多くは、2つのギャップから生じています: 材料の挙動に関する誤った仮定と再現可能なセットアップ方法の欠如. 計算機は明確な入力と一貫した論理を強制することでその方法を作り出します, オペレーターごとに異なる個人的な習慣ではなく.
日々の生産における一貫性とはこういうものです:
・ブランクの長さと曲げ線の配置が計画されているため、最初の部品の精度がよりクリーンになる, 推測ではありません
・工具の選択やトン数の期待が仕事に合致するため、セットアップの調整が少なくなる
• 同じ厚さの場合、より予測可能な出力, 開業, および半径はバッチごとに繰り返されます
・ への依存度が低い "感じる" スタッフが交代したり、複数のシフトが同じ部門を担当する場合
要するにあの, 計算機の思考は、曲げるのを標準化するのに役立ちます. 標準化こそが、大規模に品質を得るための真の道です.
コア入力 ある 金属パネル曲げ機計算機の必要性
計算機の価値は入力する金額にかかっています. 初心者はしばしば計算機が "間違っている" 本当の問題が欠落している、あるいは一貫性のない入力情報にある場合. まずは必需品の短いリストから始めましょう, そしてワークフローが成熟するにつれて、より正確にできるようになっていきました.
最も重要な材料と幾何学の入力
ほとんどの電卓はいくつかの重要な値を要求します:
・材料の厚さ (トン数と形成挙動の主な要因)
・材料の種類/等級 (曲げの形成やスプリングバックの量に影響します)
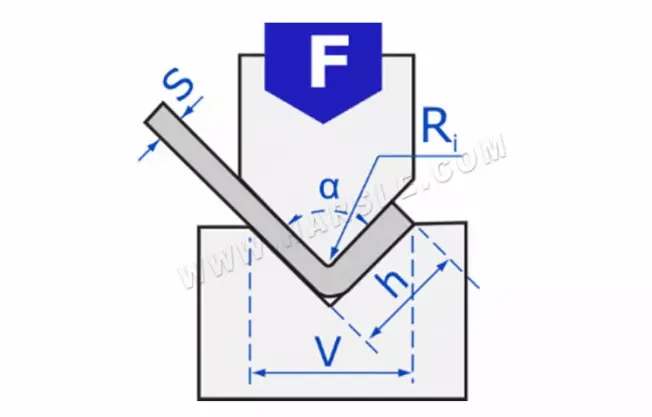
• 曲げ角 (目標の内的または外部的定義—一貫性を持つこと)
・曲げ半径 (通常は半径内側です; しばしば金型や金型の開口に影響されます)
• 曲げ長さ (曲げ線に沿った長さ—トン数推定に不可欠です)
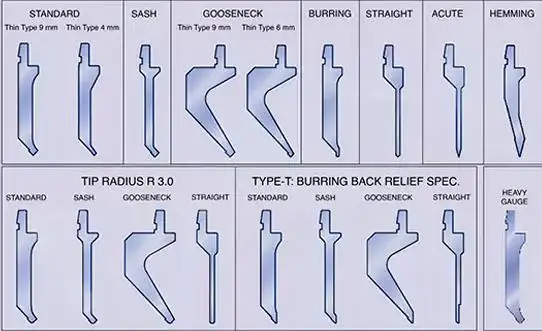
・工具選定 (パンチ・アンド・ダイスタイル, 開業, および工具の状態)
金属パネル曲げ機がパンチとダイを通して力を加えます. 工具はそうではありません "背景情報。" それは計算の一部です, ダイの開口やパンチ半径は、半径の形成や曲げに必要な力に直接影響するためです.
実際に使うべき出力値
多くの電卓は長い数値リストを表示します, しかし、初心者は集中したセットから最も価値を得られます:
• 機械の容量と安全な設置を確認するためのトン数推定
・平坦ブランクの長さを計算するための曲げ許容
・繰り返しトリミングせずに外側寸法に当てるための曲げ減分
• 曲げラインを正しく配置し、フランジの誤位を防ぐためのセットバック
・半径期待値 (図面で機能的な半径が示されているときに便利です)
一つだけルールを覚えていれば, これにして: フラットパターンの成功はベンド許容とベンド控除に依存します, 希望に頼らず、 "余裕を持たせて。"
どうやって t彼は計算機が接続します to 実機セットアップ
電卓は理論ではありません. それはあなたの描画とセットアップの間の架け橋です. 目的は検査をなくすことではありません; 検査を減らすためです。 "多くの試練" 宛先 "一つの管理された検証。"
初心者向けの金属パネル曲げ機械のワークフローはこんな感じです:
・計画前に材料の種類と厚さを確認する.
• フランジの必要性や工場規則に基づいてパンチ&ダイを選択する (最小フランジも含めて).
・厚さの入力, 曲げ長, ターゲット角度, そしてダイが計算機に開く.
・成果物のレビュー: トン数, 学士/博士, そしてセットバック.
・機械のセットアップ: 工具のアライメント, バックゲージの位置, およびプログラムされた深度・角度ターゲット.
• 1回のファーストピース検証を実行し、毎回同じ参照法で測定する.
・セットアップの記録: マテリアル・ロット, 工具ID, および制御された調整.
ここで計算機の考え方が強力になります: 制御された入力を促します, 制御検証, そしてレコードをコントロールしました. それが繰り返し性の構築方法です.

よくある計算機のミス "謎" エラー
店が言うとき "計算機が動かない," 本当の原因は、しばしば避けられたミスマッチの一つです. それらを直すだけで、機械を変えなくても即座に結果が良くなることがよくあります.
・混合角度の定義: 内部角度 vs. アングルを含めた vs. 外角
・ダイの開く動作を無視する: V字開口を変えると力と半径の挙動が変わります
・曲げ長さのスキッピング: トン数は厚さだけでなく長さにも依存します
・実際の変動時に公称厚さを用いる: コイルやシートは仕様からずれることがあります
・物質状態を忘れること: ロットによって復活のやり方は異なります
・半径を固定として扱う: 金型や金型の選択によって内側半径が決まることが多いです
・測定の標準化が行われていない: 異なる演算子は角度の測定方法が異なります
金属パネル曲げ機は次のようになる "より正確" プロセスがより一貫性を持つ瞬間.
選択 t右型計算機タイプ fまたはあなたの作業場
一般的な電卓のスタイルは3つあります. 最適な選択は、現在の店舗の運営方法と作業の記録方法に合致します.
・オンライン計算機は迅速な見積もりや少量のロット作成が可能です. 早期の計画に役立ちます, ただし、あなたの特定の工具ルールを反映していないかもしれません.
• オフラインソフトウェア計算機は、保存記録が必要なときに役立ちます, 印刷されたセットアップシート, そして繰り返しの仕事. 彼らはプロセスの規律を支えています.
・メーカー固有の電卓は機械モデルに適合しています, 工具ライブラリ, 推奨ダイ開口数. 計画値と実際の能力との不一致を減らす.
JSラゴスにて, 可能な限りメーカーごとのロジックを推奨しています. 電卓があなたの金属パネル曲げ機の特徴を反映している場合, セットアップの決定がより簡単になります, より安全だ, そして再現性も高くなっています.
JS RAGOSの実用的な利点: 特徴を日々の成果に変換する
金属パネル曲げ機は紙の上だけが強く見えるべきではありません. これにより、オペレーターがリアルタイムの圧力下で正確な部品を打つのに役立つはずです. 利点を説明するとき, 抽象的な特徴ではなく、日々の成果に焦点を当てています.
以下は私たちが設計する実践的な結果です:
・セットアップの自信が速くなる: 計算機でガイドされたパラメータは、初心者が使いやすい設定を早く選ぶのに役立ちます
・スクラップリスクの低減: 正しいBA/BDはブランク長誤差やフランジドリフトを削減します
・より安全なキャパシティプランニング: トン数見積もりは、仕事の必要性を超えて無理をするのを防ぐのに役立ちます
・再現性の向上: 一貫した入力と保存されたセットアップにより、異なるオペレーターが同じ出力を達成できます
・よりスムーズなトレーニング: 新しい演算子がメソッドを習得する, 個人的な近道の集まりではありません
CTA (行動の呼びかけ): 作業場用の金属パネル曲げ機を評価しているなら, 材料範囲に合わせた構成ガイドを依頼するには、JS RAGOSまでお問い合わせください, 厚さ, 曲げ長さ, および典型的な部品形状. 機械の能力と計算機のワークフローが強く一致することは、複雑さを加えずに曲げ品質を向上させる最も速い方法の一つです.
初心者が電卓の基本を学ぶとき, 曲げる動作はストレスが少なく、より予測可能になります. 本当のアップグレードは単に金属を曲げることではなく、明確な入力と繰り返し可能な判断でプロセスをコントロールすることです.

