













Guide du fabricant de machines à plier des tôles métalliques pour couronner les freins à presse
Le fabricant de machines à plier tôle métallique, JS RAGOS, propose un guide pratique pour le couronnement des freins à pression afin d’assurer une uniformité, Flexion à haute précision.

Pourquoi le couronnage est important dans la courbure de précision
Dans la production de tôle, Le frein à pression n’est précis que dans la mesure de sa capacité à résister à la déflexion. Pendant la flexion, Les forces de réaction se concentrent vers les extrémités du bélier tandis que la portée centrale se courbe. La face inférieure du bélier devient légèrement concave, et l’espace entre la poinçonne et le dé se resserre au centre. Le résultat est une longue pièce avec une variation d’angle sur toute sa longueur: angles plus serrés à mi-portée, angles ouverts aux extrémités. C’est le point sensible qui conduit à une refonte, Shimming, Courbes d’essai supplémentaires, et l’usure des outils.
Le couronnement compense en créant un système contrôlé, Déformation élastique ascendante dans la table inférieure qui reflète la courbe de déviation du bélier. Lorsque la couronne est correctement adaptée à la charge et à la longueur, L’ouverture du dé reste uniforme de gauche à droite, et l’angle reste linéaire. Pour un fabricant de machines à plier des tôles métalliques, Ce n’est pas une fonctionnalité; C’est une capacité de processus qui stimule le débit et le rendement en premier passage.
En tant que fabricant, JS RAGOS présente trois problèmes récurrents sur les plateaux clients:
• Angles incohérents sur de longs profils nécessitant une repliabilité manuelle.
• Temps de réglage excessif dû au calage manuel et à des incertitudes.
• Dérive de la précision lors du déplacement en fonction de l’épaisseur du matériau, chaleur, ou l’usure de l’outil modifie la charge.
UN Eh bien-Système de couronnement choisi Répond à ces problèmes en restaurant une géométrie prévisible sous charge et en permettant la reprise, Ajustements basés sur les données.
Couronnement hydraulique vs mécanique: Perspective du fabricant de machines à plier des tôles métalliques
- Couronnement hydraulique en pratique
Le couronnement hydraulique utilise une série de bouteilles d’huile intégrées sous la table inférieure. La position et la capacité du cylindre suivent le profil de déviation attendu dérivé de l’analyse structurelle. Sous commandement CNC, Une valve hydraulique proportionnelle mesure la pression à chaque groupe de cylindres. Les pistons s’étendent légèrement, fléchissant la table principale vers le haut dans sa plage élastique. Parce que la table inférieure reste un seul plan au contact, La plaque est stable à mesure que le bélier se referme.

Du point de vue d’un fabricant de machines à plier des tôles métalliques, Le couronnement hydraulique offre plusieurs avantages évidents:
• Pas d’usure de coin ou de vis dans l’élément de couronnement; La table se fléchit élastiquement.
• Intégration compacte avec un minimum de hauteur et de largeur ajoutées.
• Contact stable du plan avec la pièce, réduction du risque de déplacement de la plaque.
• L’ajustement est possible avec la pièce toujours serrée, permettant des corrections rapides entre les virages.
Lorsque les changements de groupe sont fréquents et que les familles de parties varient en longueur et en épaisseur, La capacité d’adapter rapidement les profils de pression permet de gagner du temps et de protéger la précision.
- Le couronnement mécanique en pratique
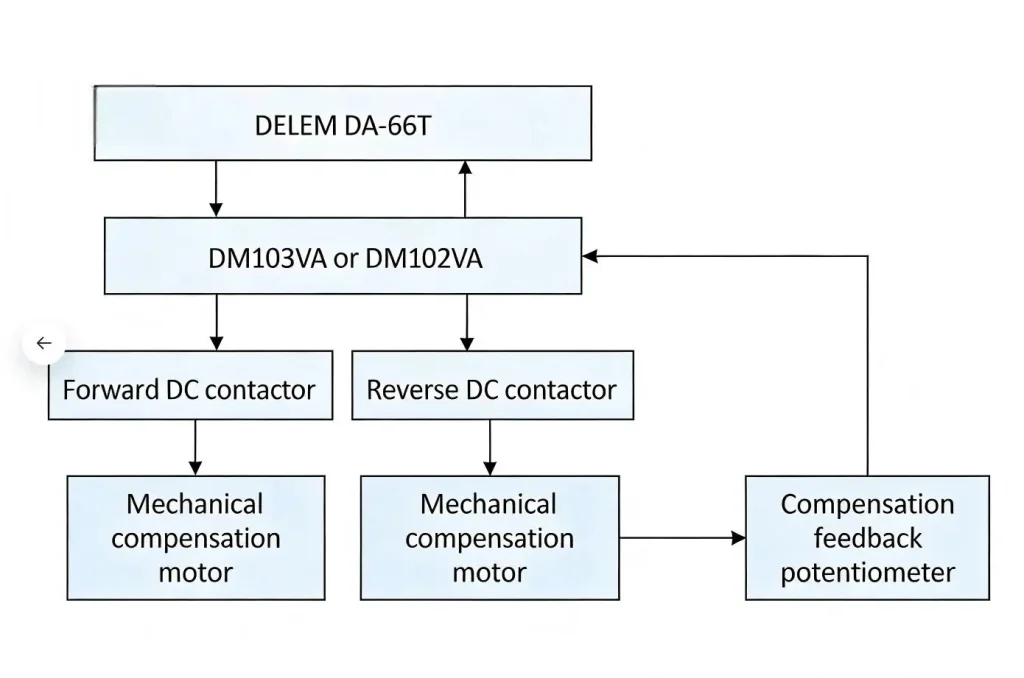
Le couronnement mécanique repose sur un ensemble assorti de blocs en coin inclinés disposés sous la table. La géométrie du coin suit la courbe de déviation de la machine, également dérivé de l’analyse structurelle. Un axe CNC dédié entraîne les coins latéralement. Au fur et à mesure que les coins se déplacent, la pile crée un "pré-bombement » le long de la table, aligner l’écart du die avant que la charge ne soit entièrement appliquée. Avec plusieurs points de contact sur toute la longueur, La compensation suit une courbe précise, et la machine se plie en mode plus linéaire.

Les principaux avantages reconnus par JS RAGOS incluent:
• Stabilité à long terme avec une rigidité, une pile purement mécanique, qui est pratiquement sans entretien sur toute la durée de vie lorsqu’elle est correctement conçue et lubrifiée.
• De nombreux points de couronnement le long de la longueur de la table, Amende d’habilitation, Rémunération distribuée.
• Positionnement numérique sous contrôle CNC, Utilisation du retour d’information pour définir et vérifier l’axe de couronnement.
L’approche mécanique évite l’huile hydraulique, tuyaux, ou des joints. Une utilisation très longue, Les vis ou les coins peuvent présenter une usure, Mais des matériaux robustes et une précharge appropriée prolongent la durée de vie et maintiennent une précision stable.
- Choisir entre les deux
Le choix correct dépend davantage du contexte de production que de la théorie. JS RAGOS recommande d’aligner le système de couronnement sur vos réalités opérationnelles:
• Composition des produits: Les changements fréquents et la diversité des matériaux favorisent la flexibilité hydraulique. Étable, les exécutions répétables favorisent la cohérence mécanique.
• Limites d’espace au sol et de hauteur: Les packs hydrauliques sont généralement plus compacts.
• Philosophie de service: La mécanique évite la maintenance hydraulique; L’hydraulique évite l’usure des coins.
• Longueur et tonnage de la pièce: Les couches très longues et le tonnage élevé bénéficient de points de couronnement denses; Les deux systèmes peuvent être conçus en conséquence.
• Contrôle des procédés: Les deux s’intègrent sous forme d’axe CNC; Confirme que ton contrôleur supporte les tables de couronnement et les décalages par job.
• Contraintes environnementales: Là où la gestion pétrolière est difficile, La mécanique offre une alternative propre.
*les principes de fonctionnement du couronnement hydraulique et du couronnement mécanique sont expliqués
en prenant comme exemple le système de contrôle numérique de la série DA-66T de la société DELEM aux Pays-Bas.
(1) Principe de fonctionnement de la couronne hydraulique
Le diagramme de flux suivant est un schéma de contrôle prenant
Le système de contrôle numérique DELEN DA-66T et le système hydraulique HO-ERBIGER en exemples.
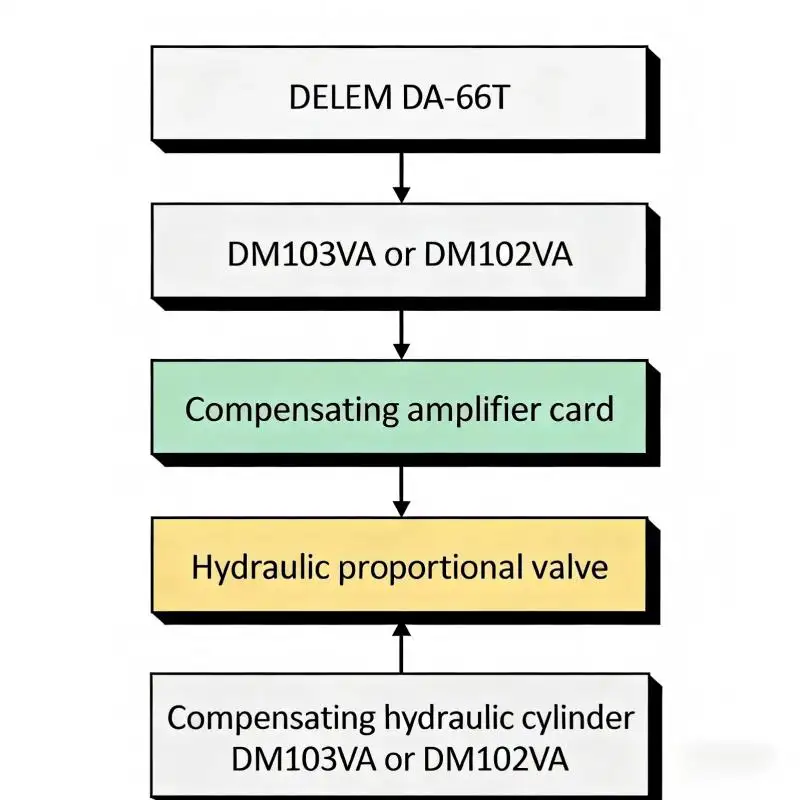
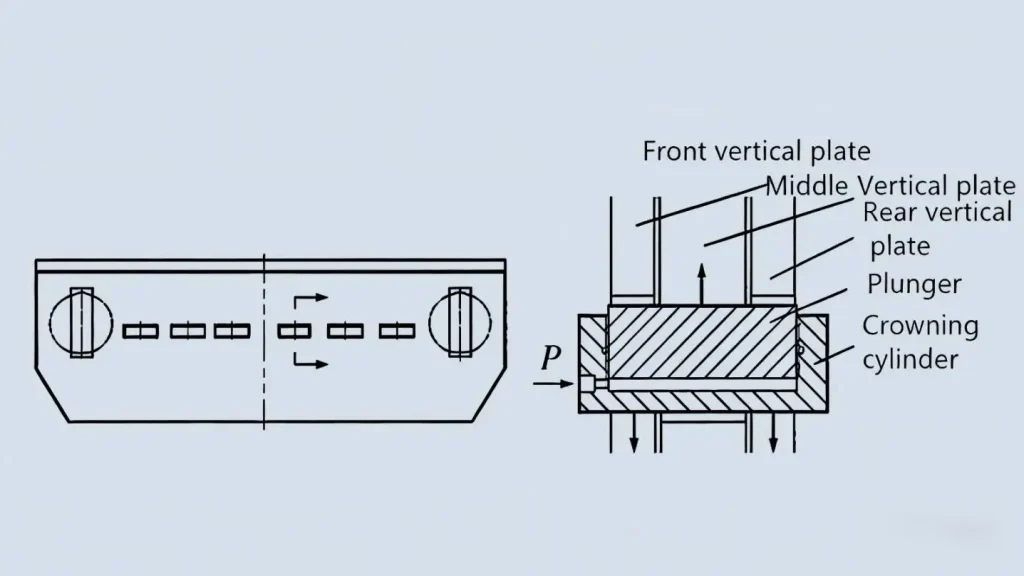
Dans la figure ci-dessous, Le dessous de la table utilise une plaque centrale rigide avec des plaques latérales plus légères; Le centre est intentionnellement plus haut là où se fixe le cylindre de couronnement. Comme la pièce est pliée, la CNC calcule la couronne et module une valve proportionnelle pour alimenter le cylindre de couronnement en huile. La petite extension du piston soulève élastiquement la plaque centrale, amélioration de la précision dimensionnelle. Un bon réglage des paramètres CNC est tout aussi important.
(2) Le principe de fonctionnement du couronnement mécanique
Guides de sélection et d’étalonnage de JS RAGOS
- JS RAGOS : Options de couronnement et approche d’ingénierie
En tant que fabricant de machines à plier des tôles métalliques, JS RAGOS fournit à la fois un couronnement hydraulique et mécanique conçu autour de la courbe de déflexion réelle de la machine. Nos systèmes hydrauliques utilisent des cylindres groupés, dimensionnés et positionnés selon la réponse élastique de la structure, avec commande de soupapes en boucle fermée et collecteurs étanches pour une alimentation de pression stable. Nos systèmes mécaniques utilisent des modules en coin de précision meulés qui forment une courbe continue lorsqu’ils sont engagés, entraîné par un axe de couronnement CNC pour une précision, Positionnement répétable.
Dans les deux approches, Nous insistons:
• Déformation élastique dans la plage de sécurité de la table pour protéger la géométrie à long terme.
• Cartes de couronnement stockées par outil, Matériel, et la durée pour réduire le temps du procès.
• Intégration avec la CNC pour que les opérateurs puissent charger la tâche, confirmer la valeur de couronnement, et courir avec confiance.

- Essentiels de la configuration et de l’étalonnage
Réussir le couronnement est une méthode, Pas de la supposition. Les pratiques suivantes reflètent ce que JS RAGOS forme sur place:
• Établir une base de référence: Utilise une droite, Pièce d’essai représentative près de la longueur complète du lit. Vérifiez l’angle à gauche, Centre, et à droite avec des jauges calibrées.
•Zéro correctement: Commencez par l’axe de couronnement à son zéro connu, et assurez-vous que le poinçonnage et la matrice sont propres et bien placés.
• Correspondre à la courbe, pas seulement le centre: Si le centre est serré et les extrémités sont ouvertes, augmentation du couronnement le long de la courbe; si les extrémités sont serrées, Réduire le couronnement.
• Garder la pièce serrée lors de l’ajustement fin: Avec couronnement hydraulique, ajuster la pression tant que la pièce reste en place pour éliminer une variable du système. Pour les systèmes mécaniques, Applique petit, Enregistrés des incréments et refrapper si besoin.
• Utiliser des données de processus cohérentes: Réglez le CNC avec la bonne épaisseur de matériau, Largeur, et ouverture de la matrice pour que les calculs de charge soient valides pour la table de couronnement.
• Valider et stocker: Une fois que les angles sont uniformes sur toute la longueur, Conserver la valeur de couronnement avec le travail. Validation répétée pour de nouveaux lots ou lots de matériaux.
- Points de douleur de production résolus
• Variation d’angle le long des longues brides qui entraîne une refonte secondaire.
• Temps perdu à cause du calage manuel sous la matrice et décalages non documentés.
• Variation par décalage due à la chaleur de l’outil et à la dispersion des matériaux.
• Résultats dépendants de l’opérateur qui freinent la répétabilité.
En remplaçant les fixations réactives par un profil de couronnement prévisible, Les plantes ont un rendement plus élevé au premier passage, Moins de courbes de test, et un takt plus stable.

Comment JS RAGOS vous aide à décider
Les caisses de chargement d’une usine varient. JS RAGOS effectue une revue d’application incluant l’utilisation prévue de la longueur du lit, Tonnage typique, Spectre matériel, et tolérances de cible. À partir de là, Nous proposons un couronnement hydraulique ou mécanique avec la bonne densité de points de compensation et la bonne intégration des commandes. Pour de nombreux ateliers de modèles mixtes, Le couronnement hydraulique offre une adaptabilité rapide et un réglage en cours de traitement. Pour la dévotion, Lignes à fort volume, Le couronnement mécanique assure une stabilité, Fond de teint résistant à l’usure avec compensation fine répartie.
Appel tl’Action
Si votre équipe se bat contre la variation d’angle, Cales manuelles, ou des temps de mise en place longs, partenaire avec JS RAGOS. Demandez un audit de flexion sans engagement et une recommandation de couronnement adaptée à vos composants et processus. Nos ingénieurs évalueront vos résultats actuels, Définir la stratégie de couronnement optimale, et configurer l’intégration CNC pour que les opérateurs puissent courir vers la cible lors du premier virage. Contactez JS RAGOS dès aujourd’hui pour planifier une revue de l’application et améliorer la précision de votre frein à pression grâce à l’expertise d’un fabricant.
Avec le système de couronnement droit, sélectionné et calibré par un fabricant de machines à plier des tôles métalliques qui comprend la déflexion structurelle et les réalités de la production, Vos freins à pression fournissent les angles linéaires, Retravail réduit, et le débit que la tôle moderne exige.

