













金属板曲げ機メーカーによるプレスブレーキクラウニングガイド
金属板曲げ機メーカーのJS RAGOSが、一貫性のあるブレーキクラウニングプレスの実用ガイドを提供します, 高精度曲げ.

精密曲げにおいてクラウンが重要な理由
板金製造において, プレスブレーキの精度は、たわみに耐えられる能力にかかっています. 曲げる間に, 反作用はラムの端に集中し、中央スパンは反り返ります. ラムの下面はやや凹みになります, パンチとダイの間の隙間は中央で狭くなります. その結果、長さに沿って角度が変化する長い部品になります: 中間スパンの角度が狭くなる, 端の開口角. これがリワークの原因となる課題です, シミング, エクストラトライアルベンド, および工具の摩耗.
クラウディングは制御された, 下の表にあるラムのたわみ曲線を反映した上向き弾性変形. クラウンが荷重と長さに正しくマッチしている場合, ダイの開口部は左から右へ均一なままです, そして角度は線形のままです. 金属板曲げ機メーカー向けに, これは特徴ではありません; これはスループットとファーストパスの収量を駆動するプロセス機能です.
製造業者として, JS RAGOSは顧客フロアで3つの繰り返し発生する問題を報告しています:
•長い断面にまたがる角度が不均一で、手で曲げ直す必要があります.
・手動シミングや推測による過剰なセットアップ時間.
・材料厚に対するシフト中の精度ドリフト, 熱, または工具の摩耗が荷重を変える.
A まぁ-選択された冠付けシステム 負荷時に予測可能なジオメトリを復元し、再現性を可能にすることでこれらの問題に対処します, データ駆動型調整.
油圧式と機械式クラウニング: 金属板曲げ機メーカーの視点
- 実務における油圧クラウニング
油圧クラウニングは、下部テーブルの下に一体化された一連のオイルシリンダーを使用します. シリンダーの位置と容量は、構造解析から導き出される予想されるたわみプロファイルに従います. CNC指揮下, 各シリンダーグループへの圧力を比例制御する油圧バルブメーター. ピストンはわずかに伸びます, メインテーブルを弾性範囲内で上方に曲げる. 下のテーブルは接触面が単一の平面のままであるためです, ラムが閉じる際にシートは安定して支えられます.

金属板曲げ機メーカーの視点から, 油圧クラウニングはいくつかの明確な利点をもたらします:
・クラウニング要素にウェッジやネジの摩耗がない; テーブルは弾性的に曲がります.
・高さと幅を最小限に抑えたコンパクトな積分.
•ワークピースとの安定した平面接触, シートの置き換えリスクの低減.
•部品がクランプされたまま調整が可能です, 曲がり角間の迅速な修正を可能にします.
切り替えが頻繁で、パーツファミリーの長さや厚さが異なる場合, 圧力プロファイルを迅速に調整できるため、時間を節約し精度を保つことができます.
- 機械的クラウディングの実践
機械的なクラウンディングは、テーブルの下に配置された傾斜したウェッジブロックのセットに依存しています. くさび形状は機械のたわみ曲線に沿っています, これも構造解析から導き出されています. 専用のCNC軸がくさびを横方向に駆動します. ウェッジが動く, スタックは "テーブル沿いに「プレバルジ」, 荷重が完全に加わる前にダイギャップの整列. 長さに複数の接触点を持つ, 補償は正確な曲線に従います, 機械はより直線的な方向に曲がります.

JS RAGOSが認識している主な利点は以下の通りです:
・剛性による長期安定性, 設計と潤滑が正しく行われれば、サービス寿命を通じて実質的にメンテナンス不要の純粋な機械式スタック.
•テーブルの長さに沿った多くの冠点, 許し方, 分散補償.
•CNC制御下のデジタル位置, フィードバックを使ってクラウン軸を設定し検証する.
機械的アプローチは油圧油を回避します, ホース, または印章. 非常に長い使用期間, ネジやくさびは摩耗を示すことがあります, しかし、頑丈な材料と適切なプリロードが寿命を延ばし、精度を安定させます.
- 二つのどちらかを選ぶ
正しい選択は理論よりも生産の文脈により大きく左右されます. JS RAGOSは、クラウニングシステムをあなたの運用現実に合わせることを推奨しています:
・製品構成: 頻繁な交換や多様な素材が油圧の柔軟性を有利にします. 厩, 繰り返し走ることは機械的な一貫性を重視します.
・床面積と高さ制限: 油圧パックは通常、よりコンパクトです.
・サービス理念: 機械的メンテナンスは油圧メンテナンスを回避します; 油圧はウェッジの摩耗を回避します.
•部品長とトン数: 非常に長い層と高トン数の船種は、密度の高いクラウンポイントの恩恵を受けます; 両方のシステムは適切に設計可能です.
•プロセス制御: 両方ともCNC軸として積分されています; コントローラーがクラウニングテーブルとジョブごとのオフセットに対応しているか確認してください.
・環境制約: 石油管理が困難な場所, 機械的な代替案を提供します.
*油圧クラウニングおよび機械クラウニングの動作原理について説明します
オランダのDELEM社のDA-66Tシリーズ数値制御システムを例に挙げて.
(1) 油圧クラウニングの動作原理
以下のフローチャートは、制御回路図を示しています。
DELEN DA-66T数値制御システムやHO-ERBIGER油圧システムが例です.
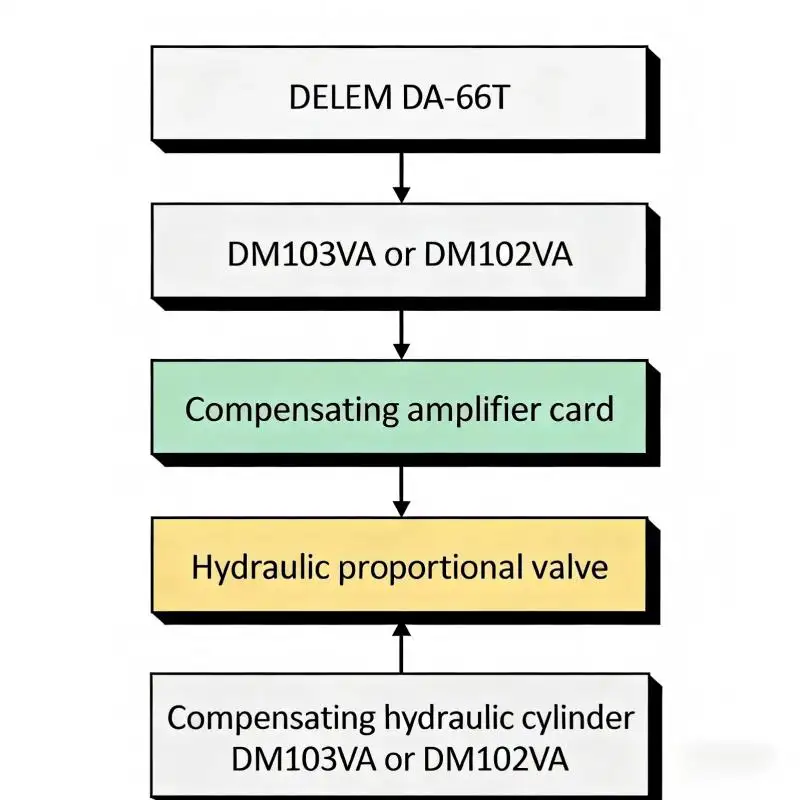
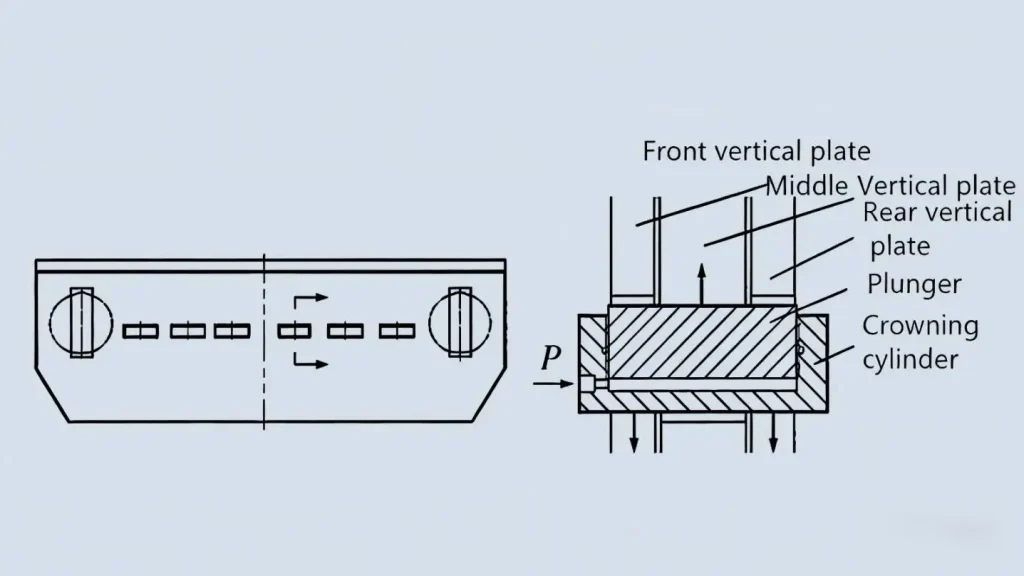
下の図では, テーブルの裏側は硬い中央プレートと軽いサイドプレートを使用しています; クラウニングシリンダーが取り付けられる中心部は意図的に高くなっています. 部品が曲がっているため, CNCはクラウニングを計算し、クラウニングシリンダーにオイルを供給するために比例弁を調整します. ピストンの小さな延長部がセンタープレートを弾性的に持ち上げます, 寸法精度の向上. 適切なCNCパラメータ設定も同様に重要です.
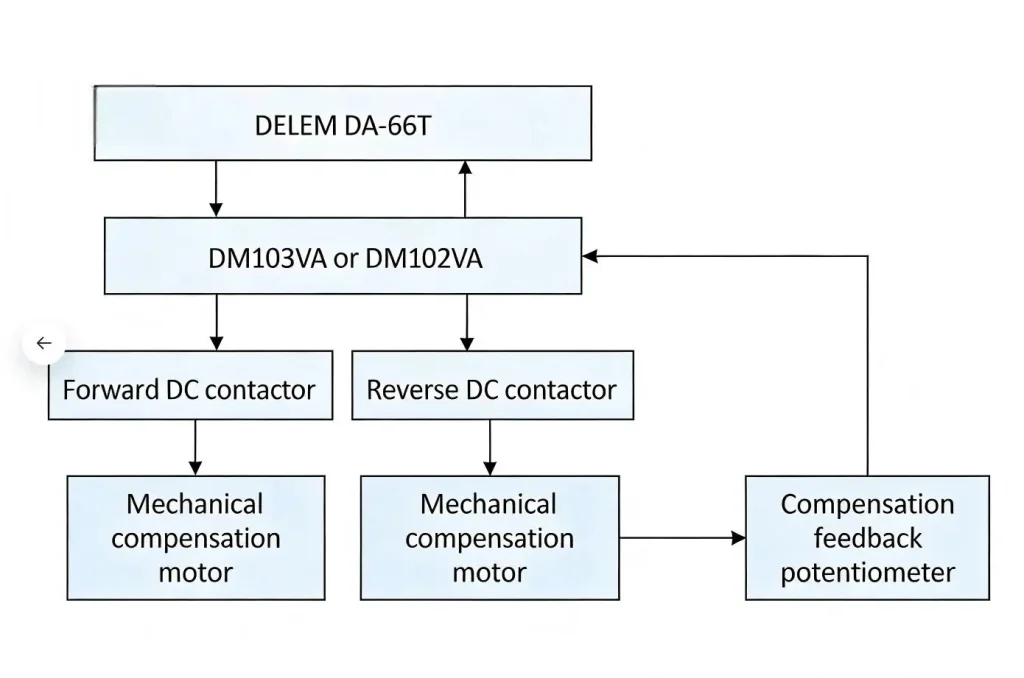
(2)機械的クラウンの動作原理
JS RAGOSによる選択および校正ガイダンス
- JS RAGOSのクラーミングオプションとエンジニアリングアプローチ
金属板曲げ機メーカーとして, JS RAGOSは、機械の実際のたわみ曲線に合わせて設計された油圧および機械的なクラウニングの両方を供給しています. 当社の油圧システムは、構造物の弾性応答に合わせてサイズと配置されたグループ化されたシリンダーを使用しています, 閉ループバルブ制御と密閉マニホールドによる安定した圧力供給. 当社の機械システムは、作動時に連続した曲線を形成する精密研磨ウェッジモジュールを使用しています, 精度を高めるためにCNCクラウニング軸によって駆動されます, 再現可能な位置.
両方のアプローチで, 強調します:
・テーブルの安全範囲内での弾性変形による長期的なジオメトリ保護.
• ツールごとに保存されたクラウニングマップ, 素材, そして裁判期間短縮のための長さ.
•CNCとの統合により、オペレーターが作業をロードできるように, 冠の価値を確認してください, 自信を持って走りましょう.

- セットアップとキャリブレーションの基本
クラウンを正しく仕上げることも一つの方法です, 推測ではありません. 以下の実践は、JS RAGOSが現地で訓練する内容を反映しています:
・基準設定: ストレートを使え, ベッド全長近くの代表的なテストピース. 左側の角度を確認してください, センター, そして校正済みのゲージで右に.
•ゼロを正しく表示: まずクラウニング軸を既知のゼロ点から始めます, パンチとダイが清潔で正しく装着されているか確認してください.
・曲線を合わせる, センターだけでなく: 中心がきつく、端が開いている場合, カーブに沿ったクラウンの増加; 端がきつい場合は, 冠状の減少.
・微調整時は作業部をクランプしておく: 油圧クラウニング付き, 部品がその位置に留まったまま圧力を調整し、システムから1つの変数を除去します. 機械系の場合, 小さく塗ってください, 記録された増分と必要に応じて再打撃.
• 一貫したプロセスデータの使用: CNCを適切な材料厚に設定してください, 幅, そしてダイ開口部を計算し、クラウニングテーブルの荷重計算が有効である.
・検証と保存: 角度が長さに沿って均一になると, 仕事の最高価値を保存します. 新しいバッチや材料ロットの検証を繰り返します.
- 生産上の課題点をクラウンで解決する
・長いフランジに沿った角度の変化が二次的な再作業を促す.
・ダイ下の手動シミングや未記録のオフセットによる時間の損失.
・工具加熱や材料の広がりによるシフト変動.
・再現性を妨げるオペレーター依存的な結果.
反応的な修正を予測可能なクラウン形状に置き換えることで, 植物はファーストパス収量が増加します, テスト曲がりが少ない, そしてより安定したタクト.

JS RAGOSがどのようにあなたの判断に役立つか
工場ごとに積み込みケースは異なります. JS RAGOSは、予想されるベッド長の使用率を含むアプリケーションレビューを行います, 典型トン数, 物質スペクトル, およびターゲット公差. そこから, 適切な補正ポイントの密度と適切な制御統合を用いた油圧または機械的クラウンティングを提案します. 多くの混合モデルショップにとって, 油圧クラウニングは迅速な適応性と工程中の調整性を提供します. 献身的なもの, 大量回線, 機械的なクラウンリングは安定した状態を提供します, 耐摩耗基礎と細かい分布補償.
鳴き声 tアクション
もしチームが角度のバリエーションに悩んでいるなら, マニュアルシム, または長いセットアップ時間, JSラゴスとの提携. あなたの部品や工程に合わせた無義務の曲げ監査およびクラウン推奨を依頼してください. 当社のエンジニアは、あなたの現在の成果をベンチマークします, 最適なクラウン戦略を定義する, そしてCNC統合を構成し、オペレーターが最初の曲がり角で目標まで走れるようにします. 今すぐJS RAGOSにご連絡いただき、メーカーの専門知識でプレスブレーキの精度向上をご予約ください.
適切なクラウンシステムがあれば, 構造のたわみと生産の実態を理解している金属板曲げ機メーカーによって選定・校正されています, プレスブレーキは直線的な角度を生み出します, リワークの削減, そして現代の板金が要求する処理能力.

