













Руководство производителя металлолистового изгибающего станка по коронке тормозов пресса
Производитель металлических листовых машин JS RAGOS представляет практическое руководство по нанесению тормозов пресса для обеспечения стабильности, Высокоточное изгибание.

Почему коронация важна при точном изгибе
В производстве листового металла, Пресс-тормоз точен ровно настолько, насколько он способен сопротивляться отклонению. Во время гибки, реактивные силы сосредоточены на концах тарана, в то время как центральный пролёт изгибается. Нижняя поверхность тарана становится слегка вогнутой, и зазор между пуансом и штампом сжимается посередине. В результате получается длинная деталь с изменением угла вдоль её длины: более узкие углы в середине пролёта, открытые углы на концах. Это та самая болевая точка, которая приводит к переработке, шимпинг, Дополнительные пробные изгибы, и износ инструментов.
Коронация компенсирует создание контролируемого, Восходящая упругая деформация в нижней таблице, которая отражает кривую прогиба барана. Когда коронка правильно соответствует нагрузке и длине, Отверстие штемпеля остаётся однородным слева направо, и угол остаётся линейным. Для производителя машин для изгибания листов, Это не функция; это процессная возможность, которая повышает пропускную способность и выход при первом проходе.
Как производитель, JS RAGOS наблюдает три повторяющиеся проблемы на клиентских этажах:
• Непостоянные углы на длинных профилях, требующие повторного сгибания вручную.
• Чрезмерное время настройки из-за ручного сжигания и догадок.
• Смещение точности во время смещения в виде толщины материала, жара, или износ инструмента влияет на нагрузку.
A ну-Выбранная система коронации решают эти проблемы, восстанавливая предсказуемую геометрию под нагрузкой и включая повторяемую, Корректировки, основанные на данных.
Гидравлическое и механическое коронирование: Перспектива производителя металлолистового изгибающего станка
- Гидравлическое коронирование на практике
Гидравлическая коронка использует серию масляных цилиндров, интегрированных под нижним столом. Положение и ёмкость цилиндров соответствуют ожидаемому профилю прогиба, полученному в результате структурного анализа. Под командованием CNC, пропорциональный гидравлический клапан измеряет давление каждой группе цилиндров. Поршни немного удлиняются, сгибая основной стол вверх в пределах его упругого диапазона. Потому что нижний стол остаётся одной плоскостью при контакте, Лист стабильно поддерживается при закрытии RAM.

С точки зрения производителя металлолистовых машин, Гидравлическая коронка даёт несколько явных преимуществ:
• Нет износа клинов или винтов в венчающем элементе; Стол изгибается эластично.
• Компактная интеграция с минимальной добавленной высотой и шириной.
• Стабильный контакт плоскости с заготовкой, Снижение риска смещения слоя.
• Регулировка возможна при зажатом детали, Обеспечивая быструю коррекцию между поворотами.
Когда переходы происходят часто, а семейства частых частей различаются по длине и толщине, Возможность быстро адаптировать профили давления экономит время и обеспечивает точность.
- Механическая коронация на практике
Механическая коронка основана на согласованном наборе наклонных клиновидных блоков, расположенных под столом. Клиновидная геометрия следует кривой отклонения машины, также получено из структурного анализа. Отдельная ось ЧПУ приводит клинья в движение по бокам. Когда клинья смещаются, стек создаёт "предвыпячивание» вдоль стола, выравнивание зазора кристалла до полного применения нагрузки. С несколькими контактными точками по всей длине, компенсация следует точной кривой, и машина изгибается в более линейном режиме.

Ключевые преимущества, признанные JS RAGOS, включают:
• Долгосрочная стабильность с жёстким, чисто механическая труба, которая при правильном проектировании и смазке практически не требует обслуживания на протяжении всего срока службы.
• Множество венчающих точек вдоль длины стола, Включение нормально, Распределённая компенсация.
• Цифровое позиционирование под управлением ЧПУ, использование обратной связи для установки и проверки оси коронки.
Механический подход избегает гидравлического масла, Шланги, или печати. Очень длительное использование, Винты или клинья могут изнашиваться, Но прочные материалы и правильная преднатяжная нагрузка продлевают срок службы и обеспечивают стабильность точности.
- Выбор между двумя
Правильный выбор больше зависит от производственного контекста, чем от теории.. JS RAGOS рекомендует согласовать систему коронки с вашими операционными реалиями:
• Ассортимент продукции: Частые смены и разнообразие материалов способствуют гидравлической гибкости. Конюшня, повторяемые забеги способствуют механической стабильности.
• Ограничения по площади и высоте: Гидравлические блоки обычно более компактные.
• Философия служения: Механическая система избегает гидравлического обслуживания; Гидравлическое предотвращает износ клинов.
• Длина детали и тоннаж: Очень длинные ложи и высокий тоннаж выигрывают от плотных точек коронации; обе системы могут быть спроектированы соответствующим образом.
• Управление процессами: Оба интегрируются как ось ЧПУ; Убедитесь, что ваш контроллер поддерживает таблицы коронации и смещения по заданию.
• Экологические ограничения: Где управление нефтью сложно, Механическая система предлагает чистую альтернативу.
*объясняются принципы работы гидравлического и механического коронования
взяв в качестве примера числовую систему управления серии DA-66T компании DELEM из Нидерландов.
(1) Принцип работы гидравлической коронки
Следующая блок-схема представляет собой схему управления, выполняющую схему
В качестве примеров числовая система управления DELEN DA-66T и гидравлическая система HO-ERBIGER.
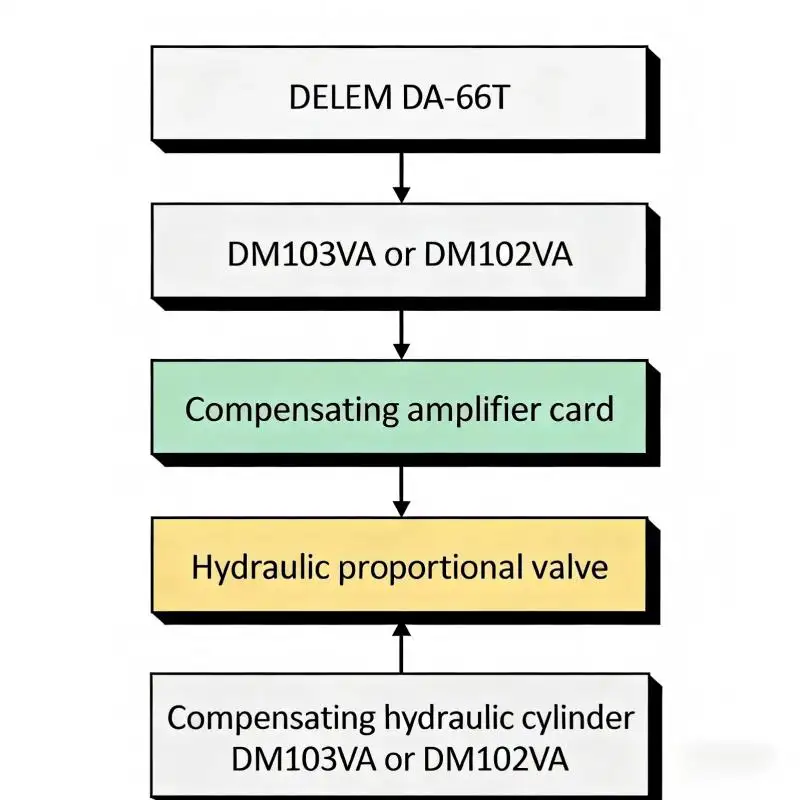
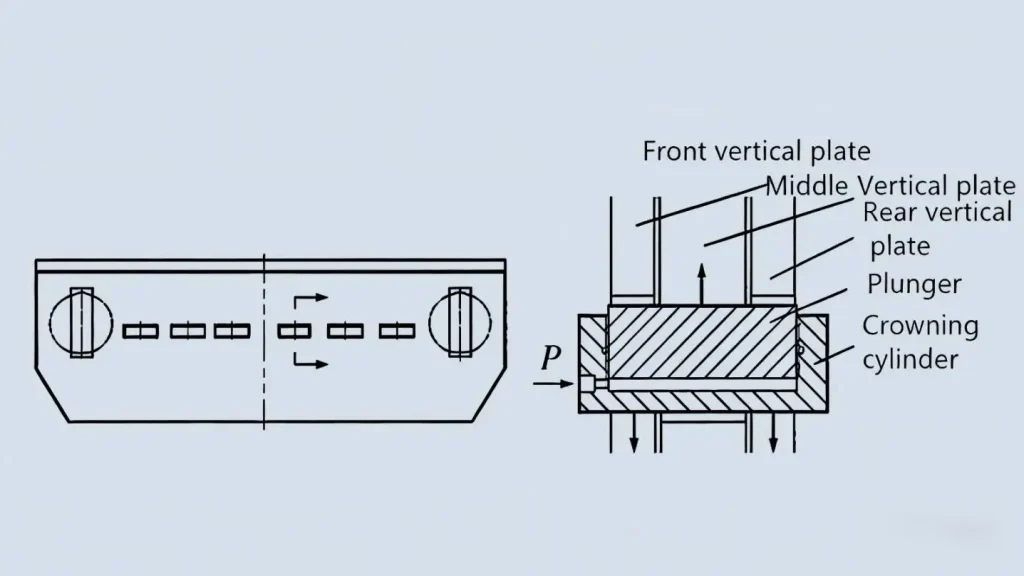
На рисунке ниже, Нижняя сторона стола имеет жёсткую центральную пластину с более лёгкими боковыми пластинами; Центр намеренно выше там, где крепится цилиндр с коронкой. Когда деталь изгибается, ЧПУ вычисляет коронку и модулирует пропорциональный клапан для подачи масла в цилиндр коронки. Небольшое удлинение поршня эластично поднимает центральную пластину, Повышение точности размерности. Правильная настройка параметров ЧПУ не менее важна.
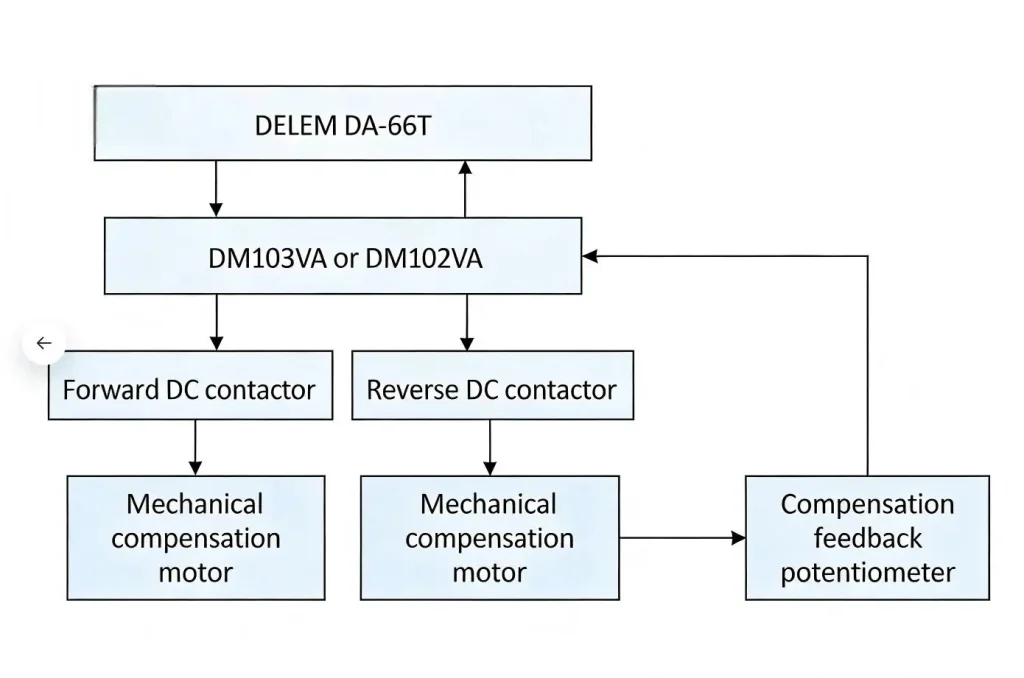
(2) Рабочий принцип механического коронирования
Руководство по выбору и калибровке от JS RAGOS
- JS RAGOS: Коронация опционов и инженерный подход
Как производитель металлических машин для изгибания листов, JS RAGOS поставляет как гидравлические, так и механические коронки, спроектированные вокруг реальной кривой прогиба машины. Наши гидравлические системы используют сгруппированные цилиндры, размерованные и расположенные с учетом упругого отклика конструкции, с замкнутым контуром управления клапанами и герметичными коллекторами для стабильной подачи давления. Наши механические системы используют точные клиновые модули, которые при включении образуют непрерывную кривую, приводимый в движение ЧПУ-осью коронки для точности, Повторяемое позиционирование.
По обоим подходам, Мы подчёркивают:
• Упругая деформация в безопасном диапазоне таблицы для защиты долгосрочной геометрии.
• Карты коронации, хранящиеся в каждом инструменте, Материал, и длительность для сокращения сроков судебного процесса.
• Интеграция с ЧПУ, чтобы операторы могли загружать задание, Подтвердите значение коронки, и бегать уверенно.

- Основы настройки и калибровки
Правильное оформление коронки — это один из методов, Не догадки. Следующие практики отражают то, что JS RAGOS обучает на месте:
• Установить базовый уровень: Используйте стрит, Репрезентативная тестовая деталь близко к полной длине стола. Проверьте угол слева, Центр, И правильно с калиброванными приборами.
• Правильно ноль: Начните с оси коронации на её известном нулю, и убедиться, что пуанс и штампов чисты и правильно расположены.
• Совпадение кривой, не только центр: Если центр плотный, а концы открыты, Увеличение коронки вдоль кривой; Если концы плотные, Уменьшить коронацию.
•При тонкой настройке держать работу зажатой: С гидравлической коронкой, Отрегулируйте давление, пока деталь остаётся на месте, чтобы удалить одну переменную из системы. Для механических систем, Применяйте небольшие, Записанные инкременты и повторный удар при необходимости.
• Использование согласованных данных процессов: Настройте ЧПУ с нужной толщиной материала, Ширина, и открытие кристалла, чтобы расчёты нагрузки были верны для таблицы коронки.
• Валидация и сохранение: Когда углы становятся однородными вдоль длины, Сохраняйте коронационное значение вместе с работой. Повторная валидация для новых партий или партий материалов.
- Проблемы с производством решают
• Изменение угла вдоль длинных фланцев, что приводит к вторичной переработке.
• Время, потерянное из-за ручного прошивки под штампом и незадокументированных смещений..
• Вариации по смещению из-за нагрева инструмента и распределения материалов.
• Исходы, зависящие от оператора, препятствующие повторяемости.
Заменяя реактивные исправления на предсказуемый профиль коронки, Растения получают более высокий урожай при первом проходе, меньше тестовых изгибов, и более стабильный TAKT.

Как JS RAGOS помогает вам принять решение
У каждого завода по-разному варианты загрузки. JS RAGOS проводит обзор приложений, включающий ожидаемое использование длины слоя, Типичный тоннаж, Спектр материалов, и допуски целей. Оттуда, Мы предлагаем гидравлическую или механическую коронку с правильной плотностью компенсационных точек и правильной интеграцией управления. Для многих мастерских смешанных моделей, Гидравлическая коронка обеспечивает быструю адаптацию и регулировку в процессе. Для посвящённых, Линии с большим объёмом, механическая коронка обеспечивает стабильность, Износостойкий фундамент с тонкой распределённой компенсацией.
Звонок tthe Action
Если ваша команда борется с вариацией углов, Ручные подкладки, или длительное время настройки, партнёр JS RAGOS. Запросите бесплатный аудит по изгибу и регулированию коронок, адаптированные к вашим деталям и процессам. Наши инженеры будут сравнивать ваши текущие результаты, Определите оптимальную стратегию коронации, и настроить интеграцию с ЧПУ, чтобы операторы могли работать на цели на первом изгибе. Свяжитесь с JS RAGOS сегодня, чтобы записаться на рассмотрение заявки и повысить точность пресс-тормоза с опытом производителя.
С правильной системой коронации, выбран и откалиброван производителем металлических машин для изгибания листов, который понимает структурные отклонения и производственные особенности, Ваши пресс-тормоза обеспечивают линейные углы, Уменьшенная переработка, и пропускная способность, которую требует современный листовой металл.

