













Cómo ajustar el ángulo de flexión en un freno de presión CNC de precisión
Control de ángulo de freno de prensa CNC de precisión define la calidad de la pieza, Rendimiento, y coste estable en la fabricación de metales. En JS RAGOS, Abordamos el ajuste de ángulo como una disciplina, Proceso repetible que combina la capacidad de la máquina con el juicio del operador. Nuestros equipos apoyan talleres prototipo y líneas de corta duración que necesitan que la primera parte sea correcta y la última idéntica. La guía que aparece a continuación refleja las prácticas que vemos cada día en la planta de fábrica.

Fundamentos del control de ángulo en un freno de presión CNC de precisión
Conseguir un ángulo de flexión objetivo comienza con entender cómo se materializan, utillaje, y el propio freno de presión se comporta bajo carga. Acierta con estos fundamentos, y los ajustes finos se vuelven rápidos y predecibles.
Material y remontada. Cada lámina regresa elásticamente tras doblarse. Acero dulce, Acero inoxidable, y el aluminio se remonta en diferentes cantidades. Una mayor resistencia al límite elástica y un mayor grosor aumentan ese retorno. Porque el control del aire depende del ángulo vs. Penetración, debes tener en cuenta el retorno. Planifica una pequeña sobre-curvatura según el material y la apertura en V, Luego verifica con una pieza de prueba.
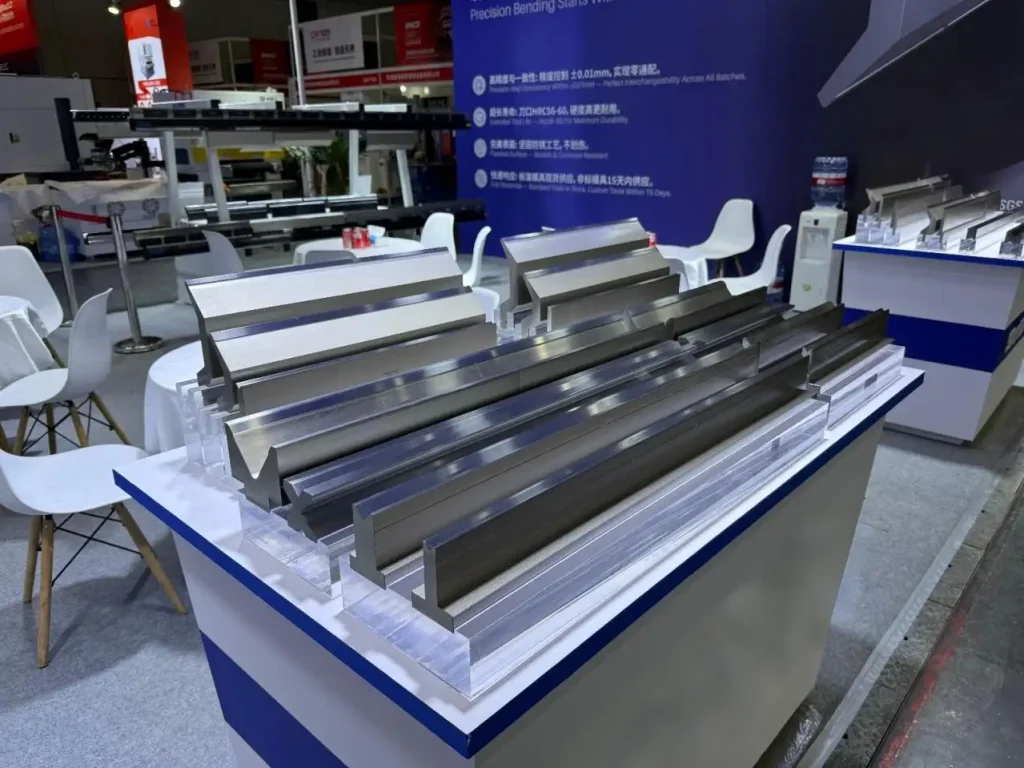
Geometría de herramientas. La elección de herramientas establece la base para el control del ángulo. Para ángulos superiores a 90°, Un troquel superior e inferior de 90° igualados suele ofrecer una curvatura estable. Para ángulos inferiores a 90°, Utiliza punzones y troqueles en forma de V para soportar la pieza y controlar la línea. Cuando tu objetivo es un nítido 90°, Un punzón agudo de 30° con una ranura de 30° en el troquel inferior puede refinar la línea de flexión y reducir la dispersión. Las herramientas de rectificado de precisión reducen la variabilidad de la separación y ayudan al freno de presión a proporcionar el ángulo que programas.
Configuración y alineación. Alinea el centro de los dados superior e inferior, luego establece un hueco inicial que supere ligeramente el grosor de la lámina. Acércate al ángulo en pequeños pasos. Confirma que los hidráulicos y los sellos están en buen estado; La inestabilidad de presión se convierte en variación de ángulo en la pieza.
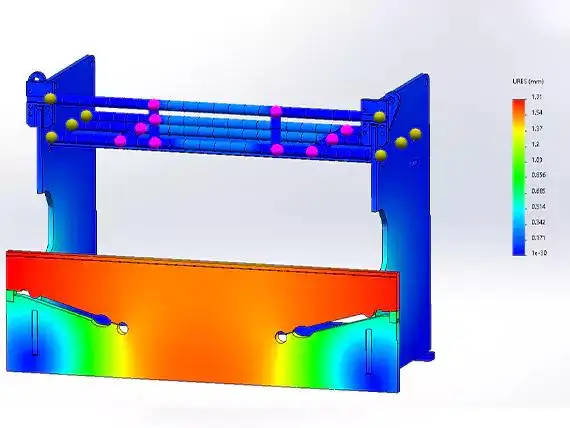
Deflexión y coronación. Las piezas largas flexionan la cama y el ram. Sin compensación, el ángulo central se abre mientras los bordes se cierran. Utiliza coronado mecánico o CNC para precargar la cama y así la penetración del punzón sea uniforme a lo largo de la longitud de curvatura. La coronación es esencial durante mucho tiempo, Partes delgadas donde la uniformidad importa.
Repetibilidad de la máquina. Si tu tolerancia es ±1° y no es negociable, Un CNC de alta precisión es la herramienta adecuada. Un freno de presión CNC de precisión con repetibilidad deslizante de alrededor de ±0,0004 pulgadas lo hace posible cuando se combina con una buena herramienta y disciplina de proceso. Los frenos de presión manuales suelen mantener alrededor de ±0,002 pulgadas en el deslizador, con desviaciones típicas de ángulo de ±2–3° incluso cuando el conjunto de dados es adecuado. Esta brecha explica por qué los equipos que pasan a especificaciones más estrictas pasan a los controles CNC y a métodos de configuración estructurada.
Un flujo de trabajo práctico para ajustar el ángulo de flexión
Un flujo de trabajo consistente reduce el ensayo y error y estabiliza la calidad. Recomendamos la secuencia siguiente como referencia. Adáptalo a tus materiales, Biblioteca de herramientas, y mezcla de partes.
• Calcular tonelaje y establecer la apertura en V. Grosor de referencia y longitud de curvatura, luego especificar un chip inferior V que soporte la lámina y controle el resorte. Confirma que el freno de presión CNC Precision tiene suficiente capacidad más un amortiguador.
• Centrar y verificar la pila de herramientas. Coloca ambas herramientas, alinea las líneas centrales de punzón y matriz, y revisa todas las paradas. Ejes de retorno al origen. Coloca la pieza a mitad del lecho para obtener una medición inicial estable de presión.
• Distancia de ancho de vía con retraso. Usa ajuste rápido eléctrico para la posición gruesa y el volante para recortes finos. Cuando esté disponible, Utiliza la escala de lectura para incrementos repetibles- por ejemplo, 0.1 mm por revolución del volante. Bloquea el medidor para evitar derivas.
• Desplazamiento y velocidad del deslizador del programa. Ajusta el límite superior de recorrido para lograr un tope TDC y eliminar la carrera innecesaria. Utiliza el interruptor de recorrido y el potenciómetro para programar un acercamiento suave cerca de la curva. La entrada más lenta mejora el control del ángulo y minimiza la marcada.
• Ejecutar una prueba controlada en un solo paso: Pulsa el pedal para avanzar, Liberación para pausar, Presiona de nuevo para continuar. El movimiento por etapas permite una parada temprana si es necesario y protege la muestra.
• Medir el ángulo de forma consistente con un manómetro calibrado o un transportador digital en ambos extremos y en el centro. Registra el valor de la máquina y el ángulo medido para poder repetir los ajustes más adelante.
• Ajustar la penetración del punzón. En un freno de presión CNC de precisión, El ángulo de flexión depende principalmente de la profundidad con la que el punzón penetra en la ranura en V. Ajusta el volante o el lateral en pequeños incrementos. No penetres el golpe demasiado profundo de inmediato; Acércate al objetivo en pasos controlados.
• Equilibrar los cilindros. Si la herramienta superior toca el suelo de forma desigual, Ajusta el cilindro opuesto para sincronizar ambos lados. Presiona ligeramente el lateral leyendo el ángulo más pequeño, Luego establecer la profundidad final. El contacto concurrente limita la torsión y mantiene el ángulo constante.
• Aplicar la compensación de coronas y remontada. Para las partes largas, Coronación antes del segundo Test. Si el ángulo central es más abierto que los bordes, aumento de la corona. Donde el retroceso es significativo, Programar una pequeña sobrecurvatura y verificar que el ángulo retornado cumpla con la especificación.
• Confirmar la repetibilidad tras el calentamiento. Cicla dos o tres golpes completos antes de finalizar los ajustes. Si los ángulos fluctúan, Recheck Tool Seat, Rigidez del gálibo trasero, Presión hidráulica, y condición de sellado. La mecánica consistente produce ángulos consistentes.
Una vez que el flujo de trabajo sea estable, Estandarizar la práctica de medición. Usa el mismo ancho, en los mismos lugares de la pieza, Después del mismo tiempo de permanencia. Lleva un registro sencillo: Grado y grosor del material, Apertura en V, Profundidad mostrada, Ángulo medido, y cualquier desplazamiento o sobreflexión aplicado. Este récord acorta las configuraciones futuras y aumenta el rendimiento en la primera pasada.
El control de aire frente a la bajada merece atención. El control del aire es flexible y requiere compensación de retroceso; Es muy adecuado para ángulos variados y recorridos cortos. El fondo puede bloquear el ángulo más ajustado a costa de mayor tonelaje y posibles marcas superficiales. Cuando la apariencia superficial es crítica, Considera la película protectora y las herramientas pulidas, y pruebas a velocidad de producción.
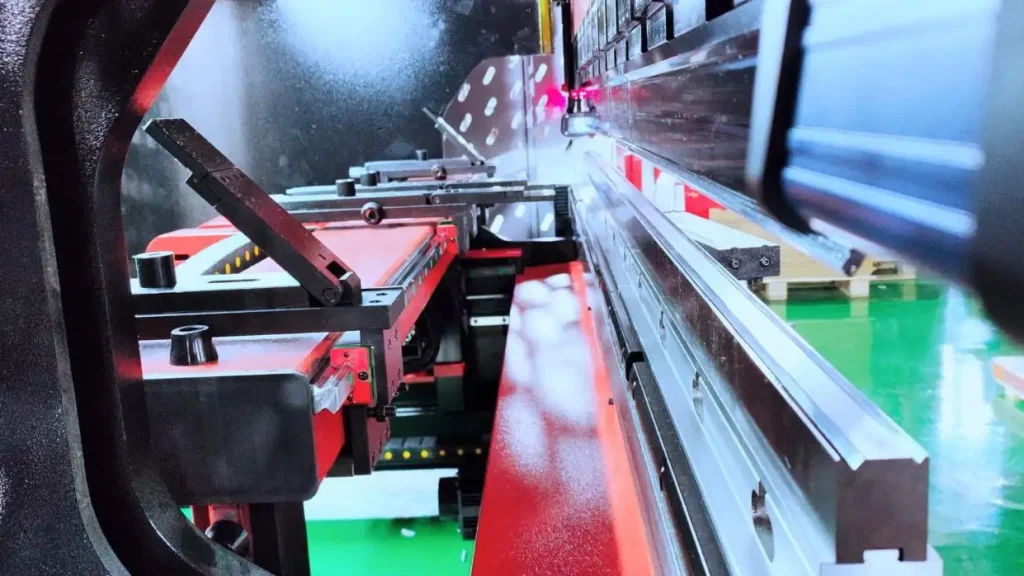
El control del ángulo también depende de la estrategia de la barra trasera. Para tolerancias de brida ajustadas, cuadra el calibre con la línea del dado y comprueba la desviación en los dedos largos. Al formar pequeñas bridas, Sostiene la pieza para que no se desplome durante la curvatura. Un retro-manómetro estable elimina una variable de la ecuación angular y reduce la posibilidad de reestructuración.
Desde puntos de dolor hasta ganancias en producción con JS RAGOS
Las tiendas nos dicen que sus mayores obstáculos son el desplazamiento de ángulos en tramos largos, Retroceso inconsistente entre bobinas, Tiempo de inactividad durante cambios frecuentes de herramienta, y preocupaciones de seguridad durante el ajuste manual. Nuestra plataforma y paquete de soporte Precision CNC Press Brake están diseñados para eliminar estos obstáculos manteniendo la flexibilidad en tiradas cortas.
• Alta repetibilidad para ángulos cerrados. Nuestro enfoque en la rigidez del marco, Estabilidad hidráulica, y el control de realimentación tiene la repetibilidad del deslizador alrededor de ±0,01 mm. En la práctica, Esto soporta ventanas de ±1° con herramientas de calidad y una rutina de configuración coherente.
• Montaje rápido del chip. La abrazadera Amada de cambio rápido y las referencias claras de datos reducen el tiempo de cambio de herramienta y reducen la zona de "variabilidad del primer artículo". Casi, Un asiento positivo ayuda a que la primera curva coincida con la última- No se requiere ningún ajuste prolongado.

• Incrustación de la coronación y control de procesos. La corona mecánica o CNC mantiene los ángulos uniformes a lo largo de la longitud de la curvatura. Las zonas lentas programables cerca del punto de contacto protegen la calidad de la superficie y mejoran el control del ángulo en materiales finos.
• Precisión en el manómetro trasero con velocidad. Los movimientos eléctricos gruesos combinados con el trim fino manual permiten que los operadores alcancen la dimensión rápidamente y luego la bloqueen. Las lecturas claras simplifican los trabajos repetidos y reducen errores de entrada de datos.
• Calibración y entrenamiento estructurados. Suministramos rutinas de calibración de ángulo, Listas de verificación, y módulos de entrenamiento cortos que conectan valores de visualización digital con ángulos reales. Los equipos aprenden a documentar una curva una vez y a repetirla con confianza.
• Seguridad incorporada en la rutina. Lógica de pedal, Enclavamientos, y las prácticas de retorno al origen reducen el riesgo durante la configuración y el ajuste. El movimiento estable se traduce directamente en ángulos estables.
Cuando aumentan las demandas- nuevas aleaciones, curvas más cerradas, Cambios de mando más frecuentes- la diferencia entre un freno convencional y un freno de presión CNC de precisión se hace tangible. Frenos manuales, con una repetibilidad del deslizador cercana a ±0,002 pulgadas, a menudo muestran una dispersión de ángulos de ±2–3° incluso con herramientas adecuadas. Si pierdes tiempo persiguiendo esos títulos, Mejorar la capacidad de la máquina y estandarizar tu proceso son las formas más rápidas de recuperar el margen.
En JS RAGOS, Ayudamos a los clientes a pasar de la extinción de incendios a la de control. El camino es sencillo: validar la biblioteca de herramientas, establecer reglas de coronación por longitud de la pieza, Práctica de medición de fijaciones, y ancla ángulos de flexión para mostrar la penetración en el control. Con estos cimientos, Los operadores dedican menos tiempo ajustando y produciendo más.
Llamada a la acción
Si tu equipo está lidiando con la dispersión angular, Reestructuración, o cambios lentos, Podemos ayudar. Solicitar una auditoría de solicitud, una demostración en tiempo real de ajuste de ángulo en un JS RAGOS Precision CNC press brake, O nuestra lista de control de ángulos de flexión. Revisaremos tus materiales, Aberturas en V, y mezcla de partes, Luego propon un flujo de trabajo claro y ajustes de máquina para alcanzar la especificación con menos pruebas y una configuración más rápida. Conéctate hoy con JS RAGOS y convierte los ángulos de flexión en un proceso en el que puedas confiar.

