













Comment ajuster l’angle de flexion sur un frein à pression CNC de précision
Contrôle d’angle précis du frein à pression CNC définit la qualité des pièces, Débit, et coût stable dans la fabrication des métaux. À JS RAGOS, Nous abordons l’ajustement de l’angle comme une discipline disciplinée, Processus reproductible qui allie la capacité de la machine au jugement de l’opérateur. Nos équipes soutiennent les ateliers de prototypes et les lignes de courte durée qui ont besoin que la première pièce soit correcte et la dernière pièce soit identique. Les recommandations ci-dessous reflètent les pratiques que nous observons chaque jour sur le terrain d’usine.

Fondements du contrôle d’angle sur un frein à pression CNC de précision
Atteindre un angle de courbe cible commence par comprendre comment les matériaux sont utilisés, outillage, et le frein à pression lui-même se comporte sous charge. Maîtrisez ces fondamentaux, et les ajustements fins deviennent rapides et prévisibles.
Matériau et rebond. Chaque feuille revient élastiquement après la flexion. Acier doux, inox, et l’aluminium se recule de différentes quantités. Une plus grande limite d’élasticité et une plus grande épaisseur augmentent ce rendement. Parce que la flexion de l’air dépend de l’angle vs. Pénétration, Il faut prévoir un retour à ressort. Prévoyez une petite sur-courbure selon votre matériau et l’ouverture en V, Puis vérifiez avec une pièce de test.
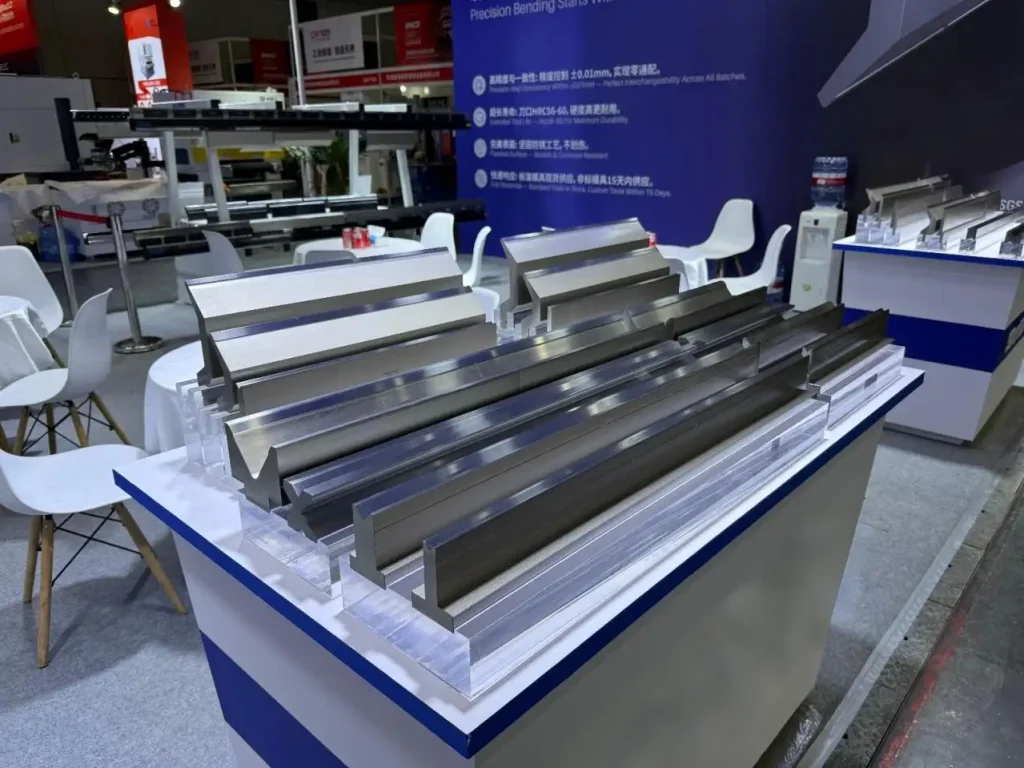
Géométrie des outillages. Le choix des outillages établit la base de base pour le contrôle de l’angle. Pour les angles supérieurs à 90°, Une puce supérieure et inférieure à 90° assortie offre généralement une courbure stable. Pour des angles inférieurs à 90°, utiliser des poinçons et matrices en V pour soutenir la pièce et contrôler la ligne. Quand votre objectif est un net 90°, Un poinçon de 30° net avec une rainure de 30° dans la puce inférieure peut affiner la ligne de flexion et réduire la dispersion. Les outils à meulage de précision réduisent la variabilité des espaces et aident le frein à pression à fournir l’angle que vous programmez.
Configuration et alignement. Alignez le centre des coins supérieur et inférieur, puis fixer un espace initial qui dépasse légèrement l’épaisseur de la feuille. Approchez l’angle par petits pas. Vérifiez que les systèmes hydrauliques et les joints sont en bon état; L’instabilité de pression devient une variation d’angle au niveau de la pièce.
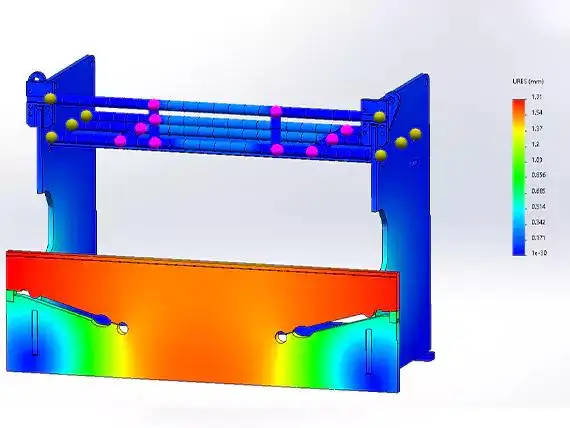
Déviation et couronnement. Les longues pièces fléchissent la benne et le bélier. Sans compensation, l’angle central s’ouvre tandis que les bords se ferment. Utilisez un couronnement mécanique ou CNC pour précharger le plateau afin que la pénétration du poinçon soit uniforme sur toute la longueur de la courbure. Le couronnement est essentiel pour longtemps, Parties fines où l’uniformité compte.
Répétabilité de la machine. Si votre tolérance est ±1° et non négociable, Un CNC haute précision est l’outil idéal. Un frein à pression CNC de précision avec une répétabilité de coulisseurs d’environ ±0,0004 pouces rend cela possible lorsqu’il est associé à de bons outillages et à une discipline de procédé. Les freins manuels à pression tiennent souvent autour de ±0,002 pouces sur le coulissement, avec des écarts d’angle typiques de ±2 à 3° même lorsque le jeu de dés est approprié. Cet écart explique pourquoi les équipes passant à des spécifications plus strictes passent aux contrôles CNC et aux méthodes de configuration structurées.
Un flux de travail pratique pour ajuster l’angle de flexion
Un flux de travail cohérent réduit l’essai-erreur et stabilise la qualité. Nous recommandons la séquence ci-dessous comme référence. Adaptez-le à vos matériaux, Bibliothèque d’outillage, et le mix des parties.
• Calculer le tonnage et définir l’ouverture en V. Épaisseur de référence et longueur de courbure, puis spécifier un chip V inférieur qui supporte la feuille et contrôle le rebond. Confirmez que le frein à pression CNC de Precision a une capacité suffisante ainsi qu’un tampon.
• Centrer et vérifier la pile d’outils. Assise les deux outils, alignez les lignes centrales du poinçonnage et du matrice, et vérifiez tous les arrêts. Axes de retour à l’origine. Placez la pièce à mi-envergure du lit pour obtenir une mesure de pression initiale stable.
• Distance de jauge en retrait. Utilisez un réglage rapide électrique pour un positionnement grossier et le volant pour les finitions fines. Lorsque c’est possible, Utilisez l’échelle de lecture pour des incréments répétables- par exemple, 0.1 mm par révolution de la roue manuelle. Verrouillez la jauge pour éviter la dérive.
• Déplacement et vitesse du curseur du programme. Ajustez la limite supérieure de course pour obtenir un arrêt TDC et éliminer la course inutile. Utilisez l’interrupteur de course et le potentiomètre pour programmer une approche douce près du virage. L’entrée plus lente améliore le contrôle de l’angle et minimise le marquage.
• Exécuter un test contrôlé en une seule étape: Appuyez sur la pédale pour avancer, Libération pour pause, appuyez à nouveau pour continuer. Le mouvement en étapes permet un arrêt précoce si nécessaire et protège l’échantillon.
• Mesurer l’angle selon une routine cohérente avec un manomètre calibré ou un rapporteur numérique aux deux extrémités et au centre. Note la valeur affichée de la machine et l’angle mesuré pour pouvoir répéter les réglages plus tard.
• Ajuster la pénétration du poinçon. Sur un frein à pression CNC de précision, L’angle de courbure est principalement déterminé par la profondeur à laquelle le poinçon pénètre dans la rainure en V. Ajustez le volant ou le couloir latéral par petits incréments. Ne poussez pas le coup trop profondément d’un coup; Approcher la cible par étapes contrôlées.
• Équilibrer les cylindres. Si l’outil supérieur touche le sol de manière inégale, Ajustez le cylindre opposé pour synchroniser les deux côtés. Appuyez légèrement sur le côté en lisant l’angle le plus petit, puis fixer la profondeur finale. Le contact simultané limite la torsion et maintient l’angle constant.
• Appliquer la compensation du couronnement et du retour à ressort. Pour les longues parties, Couronnement avant le deuxième test. Si l’angle central est plus ouvert que les bords, Augmentation du couronnement. Là où le retour de ressort est significatif, Programmez une petite sur-courbure et vérifiez que l’angle retourné respecte les spécifications.
• Confirmer la répétabilité après l’échauffement. Faites deux ou trois coups complets avant de finaliser les réglages. Si les angles fluctuent, Revérifier le siège de l’outil, Rigidité de la jauge arrière, Pression hydraulique, et l’état des joints. Une mécanique cohérente permet d’obtenir des angles cohérents.
Une fois que le flux de travail est stable, Normaliser la pratique de la mesure. Utilisez la même jauge, Aux mêmes endroits sur la pièce, Après le même temps de séjour. Gardez un registre simple: Qualité et épaisseur du matériau, Ouverture en V, Profondeur affichée, angle mesuré, et tout décalage ou sur-courbure appliqué. Ce record raccourcit les configurations futures et augmente le rendement au premier passage.
Le « air bending » versus le bottomdown mérite l’attention. La flexion de l’air est flexible et nécessite une compensation de rebond; Il convient parfaitement aux angles variés et aux courtes descentes. Le fond de fond peut verrouiller l’angle plus étroitement au prix d’un tonnage plus élevé et de marques de surface potentielles. Lorsque l’apparence de surface est critique, Pensez à un film protecteur et à des outillages polis, et test à vitesse de production.
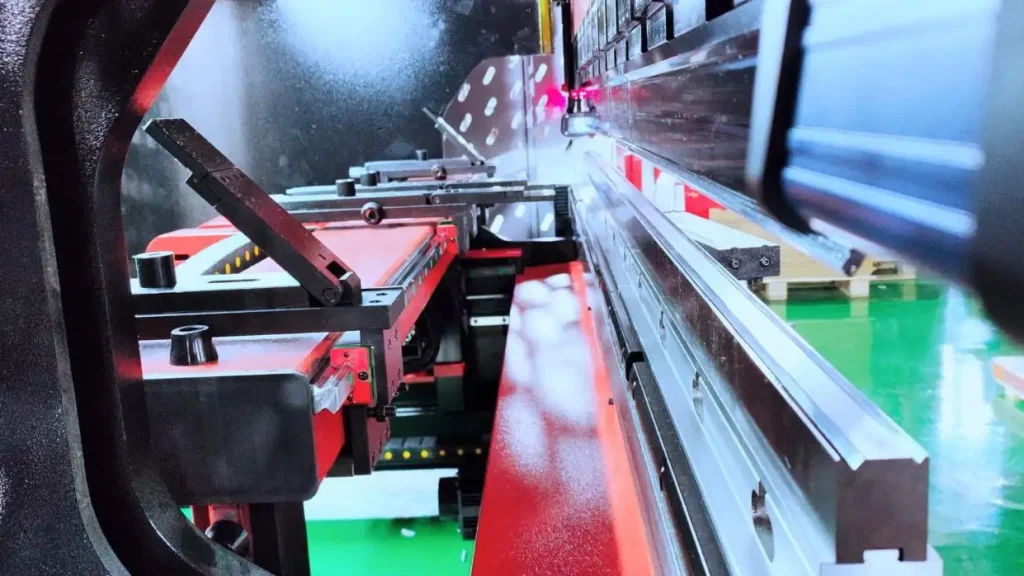
Le contrôle de l’angle dépend également de la stratégie de la jauge arrière. Pour des tolérances de bride serrées, Équerre la jauge à la ligne de la puce et vérifier la déflexion sur les longs doigts. Lors de la formation de petites brides, Soutenir la pièce pour qu’elle ne s’affaisse pas pendant le pliage. Un calibre arrière stable supprime une variable de l’équation angulaire et réduit le risque de retravail.
Des points de douleur aux gains de production avec JS RAGOS
Les ateliers nous disent que leurs plus grands obstacles sont la dérive d’angle sur de longues parties, Retour de ressort incohérent entre les bobines, Temps d’arrêt lors de changements fréquents d’outils, et les préoccupations de sécurité lors du réglage manuel. Notre plateforme de freinage à pression CNC de précision et notre ensemble de support sont conçus pour éliminer ces obstacles tout en préservant la flexibilité pour les courtes sorties.
• Haute répétabilité pour les angles serrés. Notre focus sur la rigidité du cadre, Stabilité hydraulique, et le contrôle de rétroaction cible la répétabilité du curseur autour de ±0,01 mm. Pratiquement, Cela supporte des fenêtres à angle de ±1° avec des outils de qualité et une routine de configuration cohérente.
• Installation rapide de puces. Une pince Amada à changement rapide et des références de référence claires réduisent le temps de changement d’outil et réduisent la zone de « variabilité du premier article ». Presque, Un siège positif aide la première courbe à égaler la dernière- Aucun ajustement prolongé n’est nécessaire.

• Couronnement et contrôle des procédés intégrés. Le couronnement mécanique ou CNC maintient les angles uniformes tout au long de la longueur de la courbure. Des zones lentes programmables près du point de contact protègent la qualité de la surface et améliorent le contrôle de l’angle sur les matériaux fins.
• Précision de la jauge arrière avec la vitesse. Les mouvements électriques grossiers combinés à un trim fin manuel permettent aux opérateurs d’atteindre rapidement la dimension puis de la verrouiller. Les lectures claires simplifient les travaux répétés et réduisent les erreurs de saisie de données.
• Étalonnage structuré et entraînement. Nous fournissons des routines d’étalonnage d’angle, Listes de contrôle, et de courts modules d’entraînement qui relient les valeurs d’affichage numériques à des angles réels. Les équipes apprennent à documenter un pliage une fois et à le répéter avec assurance.
• La sécurité intégrée à la routine. Logique du commutateur au pied, Verrouillages, et les pratiques de retour à l’origine réduisent les risques lors de la mise en place et de l’ajustement. Le mouvement stable se traduit directement par des angles stables.
Lorsque les exigences augmentent- Nouveaux alliages, Des courbes plus serrées, Changements de changement plus fréquents- la différence entre un frein conventionnel et un frein à pression CNC de précision devient tangible. Freins manuels, avec une répétabilité du curseur proche de ±0,002 pouces, On affiche souvent un angle d’écart de ±2 à 3° même avec des outils appropriés. Si vous perdez du temps à courir après ces diplômes, Améliorer les capacités de la machine et standardiser votre processus sont les moyens les plus rapides de récupérer la marge.
À JS RAGOS, Nous aidons les clients à passer de la lutte contre l’incendie à la gestion des incendies. Le chemin est simple: valider la bibliothèque d’outils, Fixez les règles de couronnement par longueur de pièce, Pratique de la mesure des fixations, et attacher les angles de flexion à la pénétration affichée dans le contrôle. Avec ces fondations, Les opérateurs passent moins de temps à ajuster et plus de temps à produire.
Appel à l’action
Si votre équipe a des difficultés avec la dispersion d’angle, retravailler, ou des changements de transition lents, Nous pouvons aider. Demandez un audit de la demande, une démonstration en direct d’ajustement d’angle sur un JS RAGOS Precision CNC press brake, ou notre liste de contrôle des angles de courbe. Nous examinerons vos documents, Ouvertures en V, et le mix des parties, Puis proposer un flux de travail clair et des réglages machine pour atteindre la spécification avec moins d’essais et une configuration plus rapide. Connectez-vous dès aujourd’hui à JS RAGOS et transformez les angles de flexion en un processus fiable.

