













Come regolare l'angolo di flessione su un freno a pressa CNC di precisione
Controllo dell'angolo del freno a pressione CNC di precisione definisce la qualità del pezzo, throughput, e costo stabile nella fabbricazione dei metalli. Presso JS RAGOS, Affrontiamo l'adattamento dell'angolo come disciplinato, Processo ripetibile che unisce capacità meccanica al giudizio dell'operatore. I nostri team supportano le officine prototipo e le linee a breve serie che richiedono che la prima parte sia giusta quanto l'ultima identica. Le linee guida qui sotto riflettono le pratiche che vediamo lavorare ogni giorno sul reparto della fabbrica.

Fondamenti del controllo angolato su un freno a pressa CNC di precisione
Raggiungere un angolo di flessione obiettivo inizia comprendendo come sono i materiali, Utensili, e il freno a pressione stesso si comporta sotto carico. Fai bene queste basi, e le piccole regolazioni diventano rapide e prevedibili.
Materiale e ritorno a molle.. Ogni foglio ritorna elasticamente dopo la piegatura. Acciaio dolce, acciaio inossidabile, e l'alluminio risale in quantità diverse. Una maggiore resistenza allo snervamento e uno spessore maggiore aumentano quel rendimento. Perché la flessione dell'aria si basa sull'angolo contro. Penetrazione, Devi prevedere la possibilità di risalire. Pianifica una piccola sovra-piegatura in base al materiale e all'apertura a V, Poi verifica con un pezzo di prova.
Geometria degli utensili. La scelta degli attrezzi stabilisce la base per il controllo dell'angolo. Per angoli superiori a 90°, Un die superiore e inferiore abbinati a 90° offre tipicamente una curvatura stabile. Per angoli inferiori a 90°, Usare punzoni e matrici a forma di V per sostenere il pezzo e controllare la linea. Quando il tuo obiettivo è un netto 90°, Un punzone affilato di 30° con una scanalatura di 30° nel die inferiore può affinare la linea di curvatura e ridurre la dispersione. Gli utensili a linatura di precisione riducono la variabilità degli spazi e aiutano il freno a pressione a fornire l'angolo che si programma.
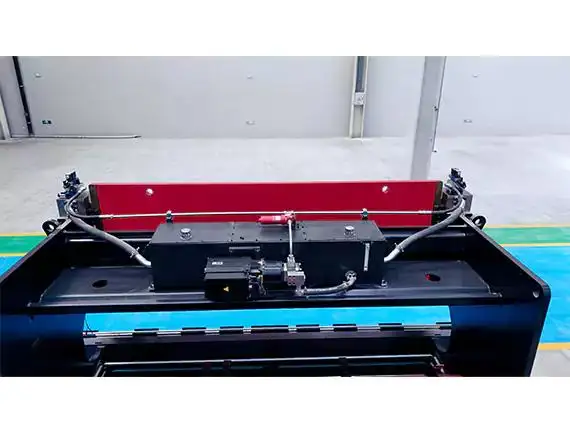
Configurazione e allineamento. Allinea il centro delle matrici superiore e inferiore, poi impostare uno spazio iniziale che superi leggermente lo spessore del foglio. Avvicinati all'angolo a piccoli passi. Conferma che idraulica e guarnizioni siano in regola; L'instabilità di pressione diventa variazione dell'angolo al pezzo.
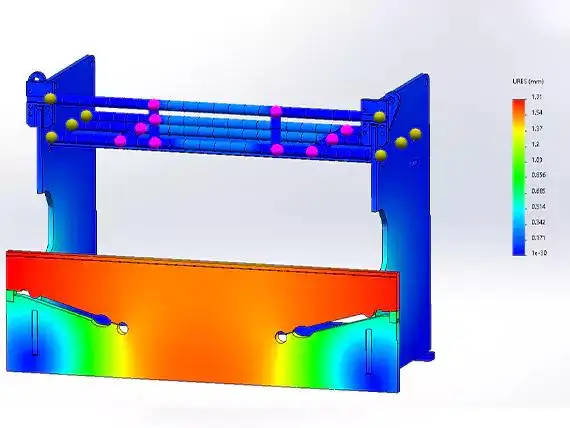
Deflessione e coronazione. Le parti lunghe flettono il pianetto e il ram. Senza compensazione, l'angolo centrale si apre mentre i bordi si chiudono. Utilizzare una curvatura meccanica o CNC per precaricare il piano in modo che la penetrazione del punzone sia uniforme lungo tutta la lunghezza della curvatura. La coronazione è essenziale per molto tempo, Parti sottili dove conta l'uniformità.
Ripetibilità della macchina. Se la tua tolleranza è ±1° e non è negoziabile, Un CNC ad alta precisione è lo strumento giusto. Un freno a pressione CNC di precisione con ripetibilità a scorrimento di circa ±0,0004 pollici lo rende possibile se abbinato a un buon utensile e disciplina di processo. I freni a pressione manuali spesso tengono circa ±0,002 pollici sul cursore, con tipiche deviazioni angolari di ±2–3° anche quando il set di diee è appropriato. Questa lacuna spiega perché i team che passano a specifiche più strette passano ai controlli CNC e ai metodi di setup strutturati.
Un flusso di lavoro pratico per regolare l'angolo di flessione
Un flusso di lavoro costante riduce il tentativi ed errori e stabilisce la qualità. Raccomandiamo la sequenza qui sotto come base. Adattalo ai tuoi materiali, Libreria degli Utensili, e part mix.
• Calcolare il tonnellaggio e impostare l'apertura a V. Spessore di riferimento e lunghezza della curvatura, poi specificare un die inferiore V che supporti il foglio e controlli il ritorno elastico. Conferma che il freno a pressa CNC Precision abbia sufficiente capacità più un buffer.
• Centrare e verificare la pila degli utensili. Accoppia entrambi gli attrezzi, Allinea le linee centrali del punzone, e controlla tutte le fermate. Ritorno degli assi all'origine. Posiziona il pezzo a metà campata del piano per ottenere una misurazione iniziale stabile della pressione.
• Distanza di scartamento di arretramento. Usa regolazione rapida elettrica per la posizione grossolana e il volante per una finitura fine. Quando disponibile, Usa la scala di lettura per incrementi ripetibili- Per esempio, 0.1 mm per rotazione del volante. Blocca il manometro per evitare la deriva.
• Movimento e velocità del cursore del programma. Regola il limite superiore di corsa per ottenere un arresto TDC ed eliminare corse inutili. Usa l'interruttore di corsa e il potenziometro per programmare un avvicinamento morbido vicino alla curva. L'ingresso più lento migliora il controllo angolare e minimizza la marcatura.
• Eseguire un test controllato in single step: Premi il pedale per avanzare, rilascia per mettere in pausa, Premi ancora per procedere. Il movimento a stadi consente un arresto anticipato se necessario e protegge il campione.
• Misurare l'angolo in una routine costante con un manometro calibrato o un goniometro digitale alle due estremità e al centro. Registra il valore visualizzato della macchina e l'angolo misurato così potrai ripetere le impostazioni in seguito.
• Regolare la penetrazione del punzone. Su un freno a pressa CNC di precisione, L'angolo di flessione è determinato principalmente da quanto profondamente il punzone entra nella scanalatura a V. Regola il volante o il conduttore laterale a piccoli incrementi. Non spingere il pugno troppo in profondità immediatamente; Avvicinarsi al bersaglio in passi controllati.
• Bilanciare i cilindri. Se l'utensile superiore tocca terra in modo irregolare, Regolare il cilindro opposto per sincronizzare entrambi i lati. Premi leggermente sul lato che legge l'angolo più piccolo, poi impostare la profondità finale. Il contatto concorrente limita la torsione e mantiene l'angolo costante.
• Applicare la compensazione del coronamento e del ritorno a sacco. Per le parti lunghe, Corona fissata prima del secondo Test. Se l'angolo centrale è più aperto dei bordi, Aumento della coronazione. Dove il ritorno della primavera è significativo, Programma una piccola sovrapplicatura e verifica che l'angolo restituito rispetti le specifiche.
• Confermare la ripetibilità dopo il riscaldamento. Cicla due o tre corse complete prima di finalizzare le impostazioni. Se gli angoli fluttuano, Ricontrollo della seduta degli utensili, Rigidità del calibro posteriore, Pressione idraulica, e condizioni di sigillo. Meccaniche coerenti producono angoli coerenti.
Una volta che il flusso di lavoro è stabile, Standardizzare la pratica di misurazione. Usa lo stesso scartamento, Negli stessi punti della parte, Dopo lo stesso periodo di permanenza. Tieni un registro semplice: Grado e spessore del materiale, Apertura a V, Profondità mostrata, angolo misurato, e qualsiasi spostamento o sovra-flessione applicato. Questo record accorcia i setup futuri e aumenta la resa al primo passaggio.
Il piegamento dell'aria contro il bottomdown merita attenzione. La flessione dell'aria è flessibile e richiede una compensazione del retromarcia; È molto adatto a angolazioni varie e corse brevi. Il rivestimento del fondo può bloccare l'angolo più strettamente a scapito di un tonnellaggio maggiore e potenziali segni superficiali. Quando l'aspetto superficiale è critico, Considera film protettivo e utensili lucidati, e test a velocità di produzione.
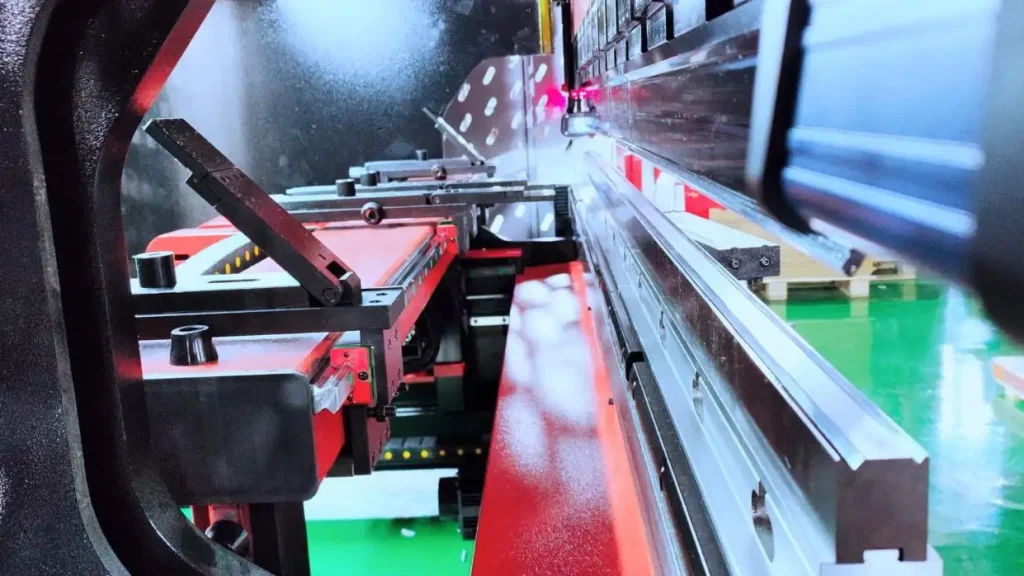
Il controllo dell'angolo dipende anche dalla strategia del retro-scartamento. Per tolleranze di flange strette, Quadra il calibro alla linea del die e controlla la deviazione sulle dita lunghe. Quando si formano piccole flange, Sostenere il pezzo in modo che non si afflochi durante la piega. Un retro-calibro stabile elimina una variabile dall'equazione angolare e riduce la possibilità di rielaborazione.
Dai punti critici ai guadagni di produzione con JS RAGOS
I negozi ci dicono che i loro ostacoli più grandi sono la deriva angolare su lunghe parti, Ritorno a stenna incostante tra le bobine, Tempi di inattività durante frequenti cambi di utensile, e preoccupazioni di sicurezza durante la regolazione manuale. La nostra piattaforma e il pacchetto di supporto Precision CNC Press Brake sono progettati per rimuovere questi ostacoli mantenendo la flessibilità per le corse brevi.
• Alta ripetibilità per angoli stretti. Il nostro focus sulla rigidità del telaio, Stabilità idraulica, e il controllo a feedback mira la ripetibilità dello slider intorno a ±0,01 mm. In pratica, Questo supporta finestre ad angolo di ±1° con strumenti di qualità e una routine di configurazione coerente.
• Configurazione rapida del die. La morsa Amada a cambio rapido e i riferimenti di riferimento trasparenti riducono i tempi di cambio degli utensili e riducono la zona di "variabilità del primo articolo". Quasi, Un posto positivo aiuta la prima curva a corrispondere all'ultima- Nessuna modifica prolungata.

• Incoronazione e controllo di processo incorporati. La curvatura meccanica o CNC mantiene gli angoli uniformi lungo la lunghezza della curvatura. Zone lente programmabili vicino al punto di contatto salvaguardano la qualità della superficie e migliorano il controllo dell'angolo sui materiali sottili.
• Precisione del calibro posteriore con velocità. Movimenti elettrici grossolani combinati con il trim fine manuale permettono agli operatori di raggiungere rapidamente la dimensione e poi bloccarla. Le letture chiare semplificano i lavori ripetuti e riducono gli errori di inserimento dati.
• Calibrazione strutturata e addestramento. Forniamo routine di calibrazione degli angoli, Liste di controllo, e brevi moduli di addestramento che collegano i valori di visualizzazione digitale ad angoli reali. Le squadre imparano a documentare una curva una volta e a ripeterla con sicurezza.
• Sicurezza integrata nella routine. Logica del footswitch, Interblocchi, e le pratiche di ritorno all'origine riducono il rischio durante l'installazione e l'aggiustamento. Il moto stabile si traduce direttamente in angoli stabili.
Quando aumentano le esigenze specifiche- nuove leghe, curve più strette, Cambi di turno più frequenti- la differenza tra un freno convenzionale e un freno a pressione CNC Precision diventa tangibile. Freni manuali, con ripetibilità dello slider vicino a ±0,002 pollici, spesso mostrano una dispersione di ±2–3° anche con gli attrezzi appropriati. Se stai perdendo tempo inseguendo quei titoli, Migliorare la capacità della macchina e standardizzare il processo sono i modi più rapidi per recuperare margine.
Presso JS RAGOS, Aiutiamo i clienti a passare dal vigile del fuoco al controllo. Il percorso è lineare: valida la libreria degli strumenti, Stabilire regole di coronazione per lunghezza della parte, Pratica di misurazione del fissaggio, e ancorare gli angoli di flessione per mostrare la penetrazione nel comando. Con queste fondamenta, Gli operatori dedicano meno tempo ad adattarsi e più tempo a produrre.
Chiamata all'azione
Se la tua squadra sta affrontando la scatter angolare, Rielaborazione, o cambi di passaggio lenti, Possiamo aiutare. Richiedi un audit della domanda, una dimostrazione in tempo reale di regolazione dell'angolo su un JS RAGOS Precision CNC Press Brake, o la nostra checklist per l'angolo di flessione. Esamineremo i tuoi materiali, Aperture a V, e part mix, Poi proporre un flusso di lavoro chiaro e impostazioni macchina per raggiungere le specifiche con meno prove e una configurazione più rapida. Connettiti oggi con JS RAGOS e trasforma gli angoli di curvatura in un processo di cui puoi fidarti.

