













Como Ajustar o Ângulo de Flexão em Freio de Pressão CNC de Precisão
Controle de ângulo de precisão CNC para freio de pressão define qualidade da peça, Throughput, e custo estável na fabricação de metais. Na JS RAGOS, Abordamos o ajuste de ângulo como um método disciplinado, processo repetível que combina capacidade da máquina com julgamento do operador. Nossas equipes apoiam oficinas de protótipos e linhas de curta duração que precisam que a primeira parte seja certa e a última peça seja idêntica. As orientações abaixo refletem práticas que vemos todos os dias no chão de fábrica.

Fundamentos do Controle de Ângulo em um Freio de Pressão CNC de Precisão
Alcançar um ângulo de flexão alvo começa com entender como os materiais, ferramental, e o próprio freio de pressão se comporta sob carga. Acerte esses fundamentos, e ajustes finos se tornam rápidos e previsíveis.
Material e recuo. Toda folha retorna elasticamente após a flexão. Aço macio, Aço inoxidável, e o alumínio retorna em diferentes quantidades. Maior limite de escoamento e maior espessura aumentam esse retorno. Porque a dobra de ar depende do ângulo vs. Penetração, Você deve permitir o retorno elástico. Planeje uma pequena curvatura de efeito baseado no material e na abertura em V, Depois, verifique com uma peça de teste.
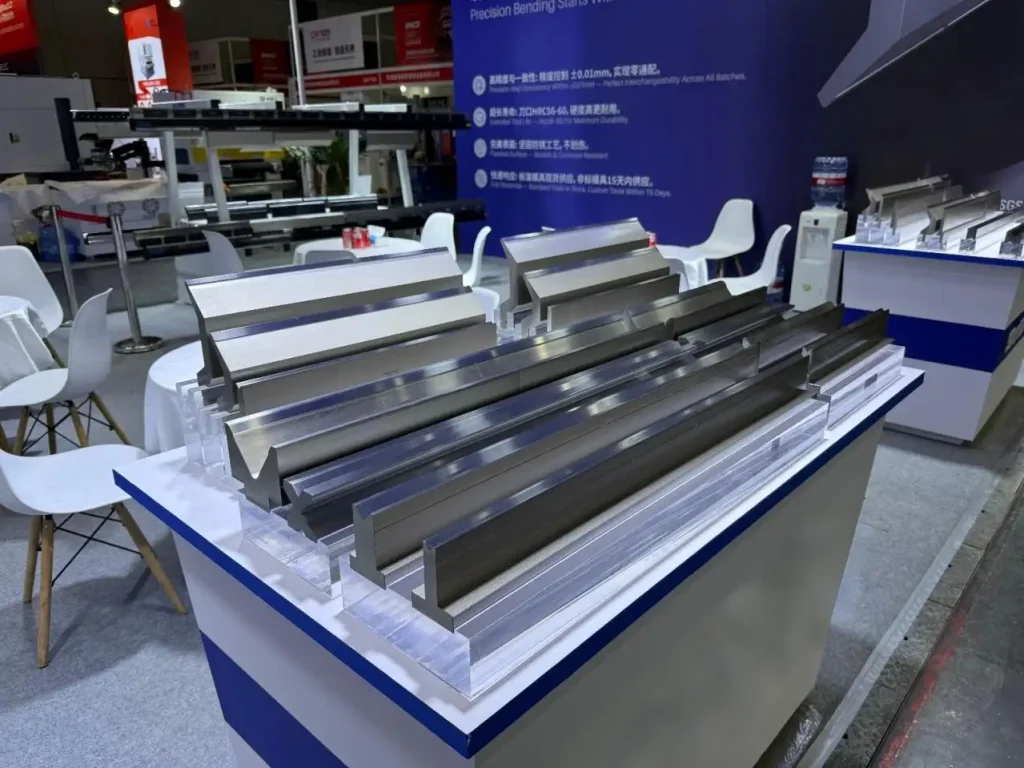
Geometria das ferramentas. A escolha das ferramentas estabelece a linha de base para o controle de ângulo. Para ângulos acima de 90°, Um dado superior e inferior de 90° combinados normalmente oferece uma curvatura estável. Para ângulos menores que 90°, usar punções e matrizes em formato de V para sustentar a peça e controlar a linha. Quando seu objetivo é um nítido 90°, Um punção agudo de 30° com sulco de 30° no chip inferior pode refinar a linha de curvatura e reduzir o espalhamento. Ferramentas de precisão reduzem a variabilidade do espaço e ajudam o freio de pressão a fornecer o ângulo programado.
Configuração e alinhamento. Alinhe o centro dos dados superior e inferior, Depois, estabeleça um espaço inicial que ultrapasse ligeiramente a espessura da folha. Aborde o ângulo em pequenos passos. Confirme se a hidráulica e as vedações estão em condições; Instabilidade de pressão se transforma em variação de ângulo na peça.
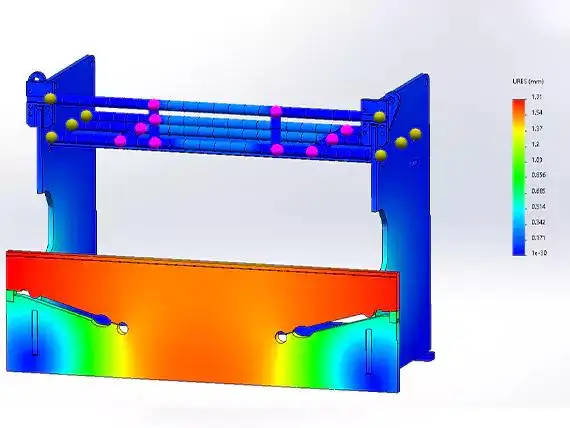
Deflexão e coroação. Peças longas flexionam a caçamba e o ram. Sem compensação, o ângulo central se abre enquanto as bordas se fecham. Use coroação mecânica ou CNC para pré-carregar a base, de modo que a penetração do punção seja uniforme ao longo do comprimento da curvatura. A coroação é essencial por muito tempo, Partes finas onde a uniformidade importa.
Repetibilidade da máquina. Se sua tolerância for ±1° e não negociável, um CNC de alta precisão é a ferramenta certa. Um freio de pressão CNC de precisão com repetibilidade deslizante em torno de ±0,0004 polegadas torna isso possível quando combinado com boas ferramentas e disciplina de processo. Freios manuais de pressão geralmente ficam em torno de ±0,002 polegadas no slider, com desvios típicos de ângulo de ±2–3° mesmo quando o conjunto de dados é apropriado. Essa lacuna explica por que as equipes que migram para especificações mais rígidas passam a usar controles CNC e métodos de configuração estruturada.
Um Fluxo de Trabalho Prático para Ajustar o Ângulo de Flexão
Um fluxo de trabalho consistente reduz a tentativa e erro e estabiliza a qualidade. Recomendamos a sequência abaixo como referência. Adapte aos seus materiais, Biblioteca de ferramentas, e mistura de partes.
• Calcular tonelagem e definir a abertura em V. Espessura de referência e comprimento de curvatura, então especificar um chip inferior V que suporte a folha e controle o recuo de mola. Confirme que o Freio de Pressão CNC Precision tem capacidade suficiente mais um amortecedor.
• Centralizar e verificar a pilha de ferramentas. Assente ambas as ferramentas, alinhe as linhas centrais do punção e do cunho, e verifique todas as paradas. Retorno de eixos à origem. Coloque a peça no meio do vão da cama para obter uma medição inicial de pressão estável.
• Distância de bitola de recuo. Use ajuste rápido elétrico para posicionamento grosseiro e o volante para aparadores finos. Quando disponível, Use a escala de leitura para incrementos repetíveis- por exemplo, 0.1 mm por revolução do volante manual. Trave o medidor para evitar desvio.
• Curso e velocidade do deslizador do programa. Ajuste o limite superior de curso para alcançar uma parada TDC e eliminar o curso desnecessário. Use o interruptor de curso e o potenciômetro para programar uma aproximação suave próxima à curva. A entrada mais lenta melhora o controle do ângulo e minimiza a marcação.
• Executar um teste controlado em uma única etapa: Pressione o pedal para avançar, Liberar para pausar, Pressione novamente para prosseguir. O movimento em etapas permite parar precocemente, se necessário, e protege a amostra.
• Meça o ângulo em uma rotina consistente com um medidor calibrado ou transferidor digital nas duas extremidades e no meio. Registre o valor exibido da máquina e o ângulo medido para poder repetir as configurações depois.
• Ajustar a penetração do punção. Em um freio de pressão CNC de precisão, O ângulo de flexão é governado principalmente por quão profundamente o punção entra no sulco em V. Ajuste o volante ou o condutor lateral em pequenos incrementos. Não penetre o soco muito fundo de uma vez; Aproximar-se do alvo em passos controlados.
• Balancear os cilindros. Se a ferramenta superior tocar o chão de forma desigual, Ajuste o cilindro oposto para sincronizar ambos os lados. Pressione levemente o lado para ler o ângulo menor, Depois, definir a profundidade final. Contato concorrente limita a torção e mantém o ângulo consistente.
• Aplicar compensação de coroação e retorno de energia. Para partes longas, Definiu a coroação antes do segundo teste. Se o ângulo central for mais aberto que as bordas, aumento da coroação. Onde o retorno de primavera é significativo, Programe uma pequena curvatura e verifique se o ângulo retornado atende à especificação.
• Confirmar a repetibilidade após o aquecimento. Faça dois ou três ciclos completos antes de finalizar as configurações. Se os ângulos flutuam, Reconferir o assento da ferramenta, Rigidez do bitómetro traseiro, Pressão hidráulica, e condição de vedação. Mecânica consistente gera ângulos consistentes.
Quando o fluxo de trabalho estiver estável, Padronizar a prática de medição. Use a mesma bitola, nos mesmos locais da peça, Após o mesmo tempo de permanência. Mantenha um registro simples: Grau e espessura do material, Abertura em V, Profundidade exibida, Ângulo medido, e qualquer deslocamento ou sobrecurvação aplicado. Esse recorde reduz configurações futuras e aumenta o rendimento na primeira passagem.
Dobra de ar versus baixar o fundo merece atenção. A dobra de ar é flexível e requer compensação de recuo; É muito adequado para ângulos variados e corridas curtas. O fundo pode travar o ângulo mais apertado, ao custo de maior tonelagem e possíveis marcas superficiais. Quando a aparência superficial é crítica, Considere filme protetor e ferramentas polidas, e teste em velocidade de produção.
O controle do ângulo também depende da estratégia de retro-calibre. Para tolerâncias de flange apertadas, Quadre o calibre com a linha do dado e verifique se há deflexão nos dedos longos. Ao formar pequenas flanges, Suporte a peça para que ela não caia durante a curvatura. Um retro-manômetro estável remove uma variável da equação angular e reduz a chance de reformulação.
De pontos problemáticos a ganhos de produção com JS RAGOS
As lojas nos dizem que seus maiores obstáculos são o desvio do ângulo em trechos longos, Retorno de remoção inconsistente entre as bobinas, Tempo de inatividade durante trocas frequentes de ferramentas, e preocupações de segurança durante o ajuste manual. Nossa plataforma e pacote de suporte Precision CNC Press Brake são projetados para remover esses obstáculos, preservando a flexibilidade para corridas curtas.
• Alta repetibilidade para ângulos apertados. Nosso foco na rigidez do quadro, Estabilidade hidráulica, e o controle de feedback tem como alvo a repetibilidade do deslizante em torno de ±0,01 mm. Na prática, Isso suporta janelas de ângulo de ±1° com ferramentas de qualidade e uma rotina de configuração coerente.
• Configuração rápida do chip. A grampa Amada de troca rápida e referências de datum claro reduzem o tempo de troca da ferramenta e reduzem a zona de "variabilidade do primeiro artigo". Quase, Assentos positivos ajudam a primeira curva a igualar a última- Não é necessário ajustar mais tempo.

• Coroação e controle de processos embutidos. A coroação mecânica ou CNC mantém os ângulos uniformes ao longo do comprimento da curvatura. Zonas lentas programáveis próximas ao ponto de contato protegem a qualidade da superfície e melhoram o controle de ângulo em materiais finos.
• Precisão de medição traseira com velocidade. Movimentos elétricos grosseiros combinados com trim fino manual permitem que os operadores atinjam a dimensão rapidamente e depois travem a dimensão. Leituras claras simplificam tarefas repetidas e reduzem erros de entrada de dados.
• Calibração estruturada e treinamento. Fornecemos rotinas de calibração de ângulo, Listas de verificação, e módulos curtos de treinamento que conectam valores digitais de exibição a ângulos reais. As equipes aprendem a documentar uma curva uma vez e repeti-la com confiança.
• Segurança incorporada à rotina. Lógica do pedal, Intertravamentos, e práticas de retorno à origem reduzem o risco durante a configuração e ajuste. Movimento estável se traduz diretamente em ângulos estáveis.
Quando as exigências aumentam- novas ligas, curvas mais fechadas, Trocas de transição mais frequentes- a diferença entre um freio convencional e um freio de pressão CNC de precisão torna-se tangível. Freios manuais, com repetibilidade do deslizador próxima a ±0,002 polegadas, frequentemente mostram uma diferença de ângulo de ±2–3° mesmo com ferramentas adequadas. Se você está perdendo tempo correndo atrás desses diplomas, Atualizar a capacidade da máquina e padronizar seu processo são as formas mais rápidas de recuperar a margem.
Na JS RAGOS, Ajudamos clientes a passar do combate a incêndio para o controle. O caminho é direto: valide a biblioteca de ferramentas, Definir regras de coroação por comprimento da peça, Prática de medição de fixação, e amarrar ângulos de flexão para a penetração exibida no controle. Com essas fundações, Os operadores gastam menos tempo ajustando e mais tempo produzindo.
Chamado à Ação
Se sua equipe está enfrentando o ângulo de dispersão, Retrabalho, ou mudanças lentas, Podemos ajudar. Solicite uma auditoria de aplicação, uma demonstração ao vivo de ajuste de ângulo em um JS RAGOS Precision CNC Press Brake, ou nossa lista de verificação de ângulos de flexão. Vamos revisar seus materiais, Aberturas em V, e mistura de partes, Depois, propõe um fluxo de trabalho claro e configurações de máquina para atingir a especificação com menos testes e configuração mais rápida. Conecte-se com o JS RAGOS hoje mesmo e transforme ângulos de curva em um processo confiável.

