













Как отрегулировать угол изгиба на прецизионном ЧПУ-тормозе
Точное управление углом тормоза с ЧПУ определяет качество деталей, Пропускная способность, и стабильная стоимость в металлообработке. В JS RAGOS, Мы подходим к корректировке угла как дисциплинированный, повторяемый процесс, сочетающий возможности машины с суждением оператора. Наши команды поддерживают мастерские прототипов и краткосрочные линии, которым нужна первая часть правильной, а последняя — идентична. Ниже приведены рекомендации, отражающие практики, которые мы видим ежедневно на заводском цехе.

Основы управления углом на прецизионном пресс-тормозе с ЧПУ
Достижение целевого угла изгиба начинается с понимания материалов, инструменты, и сам пресс-тормоз ведёт себя под нагрузкой. Правильно освойте эти основы, и мелкие корректировки становятся быстрыми и предсказуемыми.
Материал и источник. Каждый лист возвращается эластично после сгибания. Мягкая сталь, нержавеющая сталь, и алюминиевая пружина назад в разном количестве. Более высокая предела текучести и большая толщина увеличивают этот возврат. Потому что воздушное изгибание зависит от угла и. Проникновение, Ты должен учесть спрингбэк. Планируйте небольшой изгиб в зависимости от материала и V-образного отверстия, затем проверьте с помощью тестового изделия.
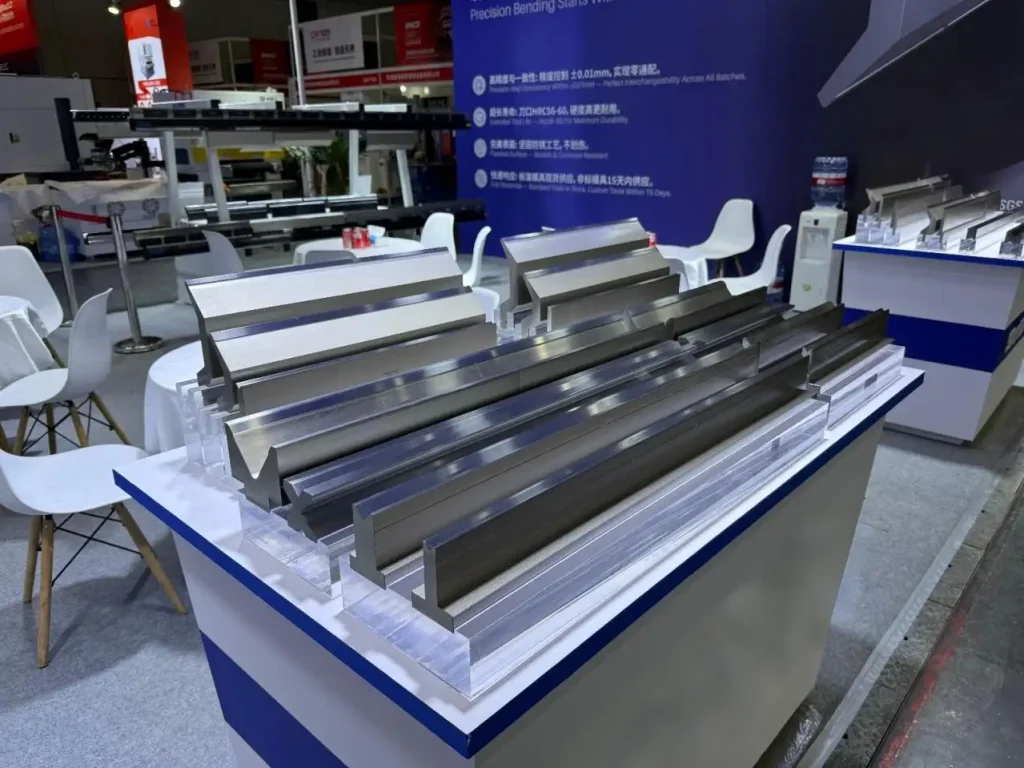
Геометрия инструментов. Выбор инструментов задаёт базовую границу для управления углом. Для углов выше 90°, Согласованный верхний и нижний штамп с углом 90° обычно обеспечивают стабильный изгиб. Для углов менее 90°, используйте V-образные пробивальники и штампы для поддержки заготовки и управления линию. Когда ваша цель — чёткие 90°, Острый пуансон под углом 30° с канавкой 30° в нижнем штампе может уточнить линию изгиба и уменьшить рассеяние.. Инструменты для прецизионного шлифования снижают вариабельность зазоров и помогают пресстормозу обеспечить заданный вами угол.
Настройка и развал-сход. Выровняйте центр верхнего и нижнего штампов, затем установите начальный зазор, который немного превышает толщину листа. Подходите к углу небольшими шагами. Убедитесь, что гидравлика и уплотнения надёжны; Нестабильность давления превращается в изменение угла на детали.
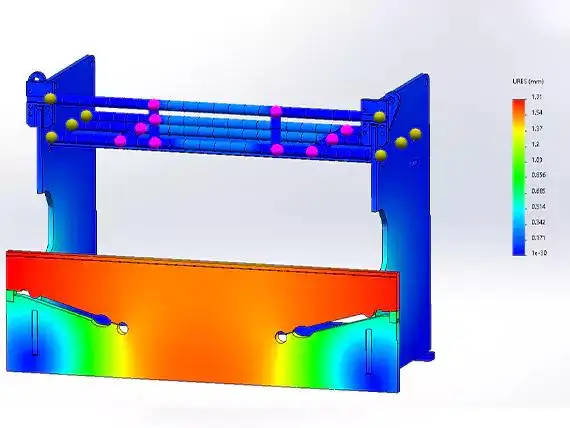
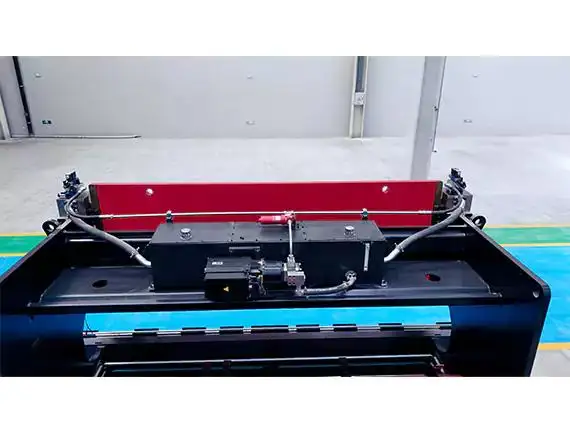
Отклонение и увенчание. Длинные детали изгибают платформу и таран. Без компенсации, центральный угол открывается, а края закрываются. Используйте механическую или ЧПУ-коронку для предварительного нагрузки платформы, чтобы проникание пробивания было равномерным вдоль длины изгиба. Коронация необходима долгое время, Тонкие участки, где важна равномерность.
Повторяемость машины. Если ваша толерантность ±1° и не подлежит обсуждению, высокоточный ЧПУ — правильный инструмент. Precision CNC Press Brake с повторяемостью слайдера около ±0,0004 дюйма делает это возможным при сочетании с хорошим инструментом и дисциплиной процесса. Ручные пресс-тормоза часто держат около ±0,002 дюйма на ползунке, с типичными отклонениями под углом ±2–3°, даже если набор штампа соответствует. Этот пробел объясняет, почему команды, переходящие к более строгим спецификациям, переходят на управление ЧПУ и методы структурированной настройки.
Практический рабочий процесс для регулировки угла изгиба
Последовательный рабочий процесс сокращает метод проб и ошибок и стабилизирует качество. Рекомендуем приведённую ниже последовательность в качестве базовой линии. Адаптируйте его под свои материалы, Библиотека инструментов, и смесь частей.
• Вычислить тоннаж и установить V-образное отверстие. Эталонная толщина и длина изгиба, затем укажите нижний кристалл V, который поддерживает лист и управляет пружинным отходом. Убедитесь, что Precision CNC Press Brake имеет достаточную ёмкость плюс буфер.
• Центрировать и проверить стек инструментов. Посадите оба инструмента, Выровняйте центральные линии пуансона и штемпеля, и проверяем все остановки. Обратные оси к началу координат. Поставьте заготовку в середину пролёта стола, чтобы получить стабильное начальное измерение давления.
• Отступление расстояния по колеи назад. Используйте электрическую быструю регулировку для грубого положения и ручное колесо для тонкой обрезки. Когда доступно, Используйте шкалу считывания для повторяемых шагов- Например, 0.1 Мм на оборот рукоятки. Зафиксируйте датчик, чтобы избежать дрейфа.
• Запрограммировать ход слайдера и скорость. Отрегулируйте верхний предел хода, чтобы добиться TDC стопа и устранить лишний ход хода. Используйте переключатель движения и потенциометр, чтобы запрограммировать мягкий подход рядом с поворотом. Более медленный вход улучшает контроль угла и минимизирует маркировку.
• Выполнение контролируемого теста в один шаг: Нажмите на педаль для продвижения, Отпустить на паузу, Нажмите ещё раз, чтобы продолжить. Поэтапное движение позволяет сделать раннюю остановку при необходимости и защищает образец.
• Измерять угол в последовательной рутине с помощью калиброванного манометра или цифрового транспортира на двух концах и в середине. Запишите отображаемое значение машины и измеренный угол, чтобы позже повторить настройки.
• Регулировать проникновение пуансона. На прецизионном пресс-тормозе с ЧПУ, Угол изгиба определяется в основном глубиной пробивания в V-образную канавку. Регулируйте ручное колесо или боковую направляющую небольшими шагами. Не вбивайте слишком глубоко сразу; Подход к цели контролируемые шаги.
• Уравновесить цилиндры. Если верхний инструмент касается неравномерно, Обрезать противоположный цилиндр для синхронизации обеих сторон. Слегка нажмите на сторону, считывающую меньший угол, Затем установите окончательную глубину. Параллельный контакт ограничивает крутиль и поддерживает постоянный угол.
• Применять компенсацию коронки и пружинного отступа. Для длинных ролей, Установить коронку перед вторым испытанием. Если центральный угол более открыт, чем рёбра,, Увеличение коронации. Где springback имеет значение, Запрограммировать небольшой изгиб и проверить, что возвращаемый угол соответствует спецификации.
• Подтвердить повторяемость после разогрева. Циклируйте два или три полных удара перед окончательной установкой настроек. Если углы колебаются, Перепроверьте рассадку инструмента, Жёсткость задней колеи, Гидравлическое давление, и состояние пломбы. Согласованная механика даёт устойчивые углы.
Когда рабочий процесс станет стабильным,, Стандартизировать практику измерения. Используйте ту же калибровку, в тех же местах на части, После того же времени пребывания. Ведите простую запись: Качество и толщина материала, V-образное отверстие, Продемонстрированная глубина, Измеренный угол, и любое применение смещения или овербендов. Этот рекорд сокращает будущие настройки и повышает доходность при первом проходе.
Воздушное изгибание против «боттом» заслуживает внимания. Воздушное изгибание гибкое и требует компенсации пружины назад; Он хорошо подходит для различных углов и коротких забегов. Дно может более плотно фиксировать угол за счёт большего тоннажа и потенциальных поверхностных следов. Когда внешний вид поверхности критически важен, Рассмотрите защитную плёнку и полированные инструменты, и испытание на производственной скорости.
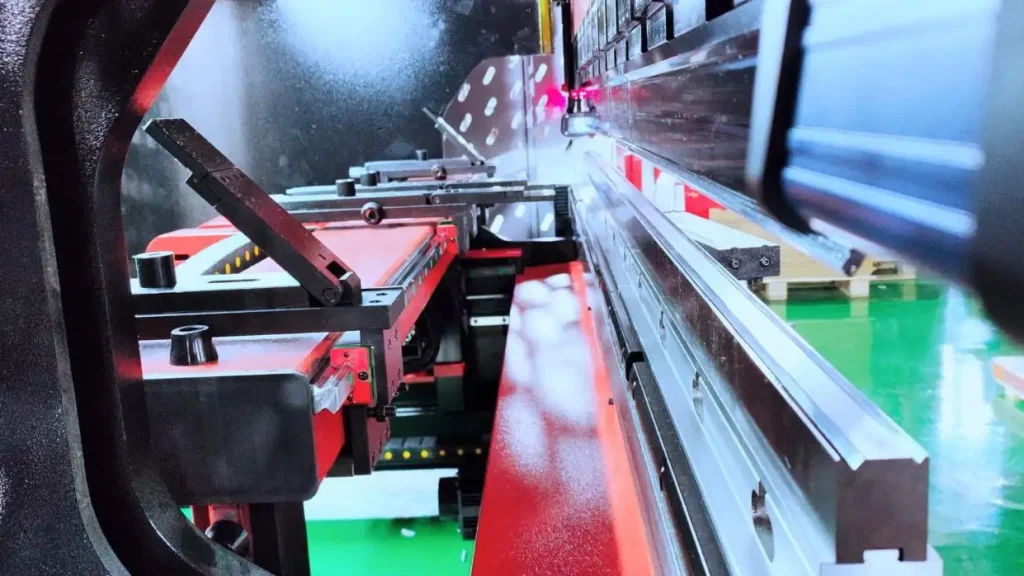
Управление углом также зависит от стратегии задней калибровки. Для тесных допусков фланцов, Выпрямите калибру с линией штемпела и проверьте отклонение длинных пальцев. При формировании малых фланцев, Поддерживайте деталь, чтобы она не провисала во время изгиба. Стабильный задний калибр убирает одну переменную из уравнения угла и снижает вероятность переработки.
От проблем до роста производства с JS RAGOS
Мастерские говорят, что их главные препятствия — это дрейф под углом на длинных участках, Несогласованные пружинные отступы между катушками, Простои при частой замене инструментов, и вопросы безопасности при ручной регулировке. Наша платформа и пакет поддержки Precision CNC Press Brake разработаны для устранения этих препятствий, сохраняя гибкость при коротких забегах.
• Высокая повторяемость для резких углов. Наш акцент на жёсткости рамки, Гидравлическая устойчивость, и повторяемость движущегося целей управления обратной связью около ±0,01 мм. На практике, Это поддерживает окна под углом ±1° с качественными инструментами и согласованной программой настройки.
• Быстрая установка штампов. Быстрозаменяемый зажим Amada и прозрачные данные сокращают время смены инструмента и уменьшают зону вариабельности первой статьи. Почти, Позитивное сидение помогает первому изгибу совпадать с предыдущим- Без необходимости длительной настройки.

• Встроенное управление коронками и управлением процессом. Механическая или ЧПУ-коронка поддерживает равномерные углы вдоль длины изгиба. Программируемые медленные зоны возле точки контакта обеспечивают качество поверхности и улучшают контроль угла на тонких материалах.
• Точность обратного калибра с скоростью. Грубые электрические движения в сочетании с ручной тонкой обшивкой позволяли операторам быстро определять размеры и затем фиксировать его. Чёткие показания упрощают повторные задания и снижают ошибки ввода данных.
• Структурированная калибровка и обучение. Мы предоставляем процедуры калибровки углов, Контрольные списки, и короткие обучающие модули, которые связывают значения цифрового дисплея с реальными углами. Команды учатся фиксировать изгиб один раз и уверенно повторять его.
• Безопасность, встроенная в рутину. Логика футсвитча, Блокировки, а практики возврата в источник уменьшают риски во время настройки и корректировки. Стабильное движение напрямую переводится в стабильные углы.
Когда требования к спецификациям увеличиваются- Новые сплавы, Более крутые изгибы, Более частые смены- разница между обычным тормозом и прецизионным ЧПУ с пресс-тормозом становится ощутимой. Ручные тормоза, с повторяемостью слайдера около ±0,002 дюйма, часто показывают разброс углов ±2–3° даже с подходящими инструментами. Если вы теряете время, гоняясь за этими дипломами, Обновление возможностей машины и стандартизация процесса — самые быстрые способы восстановить маржу.
В JS RAGOS, Мы помогаем клиентам перейти от пожаротушения к контролю. Путь прост: Проверьте библиотеку инструментов, Устанавливайте правила коронации по длине части, Практика фиксации измерения, и углов изгиба связи, отражаемой в системе управления. С этими основами, операторы тратят меньше времени на адаптацию и больше времени на производство.
Призыв к действию
Если ваша команда борется с рассеянием по углу, переделывать, или медленные переходы, Мы можем помочь. Запросить аудит заявки, живое демо с регулировкой угла на пресс-тормозе JS RAGOS Precision CNC, или наш чек-лист по углам изгиба. Мы ознакомимся с вашими материалами, V-образные отверстия, и смесь частей, Затем предложить чёткий рабочий процесс и настройки машины, чтобы выполнить спецификацию с меньшим количеством испытаний и более быстрой настройкой. Свяжитесь с JS RAGOS сегодня и превратите углы изгиба в процесс, которому можно доверять.

