MSD
- ♦️Laserschutz,Einzelstrahl
- ♦️Das Sicherheitsniveau ist CAT.4 und SIL3
- ♦️Schutzgrad für Detektionsfälle: IP 65
- ♦️Laserklassifikation: Klasse 1 M
- ♦️Antwortzeit: 5 Frau
- ♦️Betriebstemperatur 0°C 50°C
- ♦️Auf dem unteren Werkzeug montiert
- ♦️Change Speed Point : 5Mm + Stoppraum
- ♦️Der maximale Schutzabstand beträgt bis zu 15 m
- ♦️LED-Anzeigen zeigen verschiedene Zustände an
Sicherheitsvorrichtungen-DSP
DSP LASER schützt den Bediener der Abkantpresse vor der Gefahr der Quetschung, die versehentlich zwischen dem beweglichen Teil der Maschine und dem festen Teil der Maschine auftreten kann. Die Projektidee, die für dieses Gerät verwendet wird, ist diejenige, die bewegliche Ecke der Abkantpresse mit einer Schutzzone auszustatten.
Dabei handelt es sich um ein Volumen mit geeigneten und speziellen Abmessungen, das von DSP LASER erzeugt und unter dem oberen Werkzeugscheitel in einem größeren Abstand platziert wird, als die Maschine zum Anhalten benötigt. Die Schutzzone, das sich zusammen mit dem beweglichen Teil bewegt, weil es integraler Bestandteil ist, treibt die Rasse dieses Einen in Richtung des festen Perts voran. Ein Hindernis (zum Beispiel die Operator-Finger) beim Betreten der Schutzzone. Wird sofort erkannt und führt folglich zur Unterbrechung der Bewegung des beweglichen Teils.
- -Laserschutz, Multistrahl-Empfänger
- -Prätektive Bereiche, Vorder-, Mitte und Heck.
- -Das Sicherheitsniveau ist CAT.4 und SIL3
- - Schutzgrad für Detektionsfälle: IP 65
- -Laserklassifikation: Klasse 1 M
- - Antwortzeit: 5 Frau
- -Betriebstemperatur 0°C 50°C
- -Auf dem oberen Balken montiert
- -Change Speed Point : 5Mm + Stoppraum
- -Der maximale Schutzabstand beträgt bis zu 15 m
- -LED-Anzeigen zeigen verschiedene Zustände an

DSP-AP
Das Sicherheitsgerät DSP LASER AP ist eine sichtbare Laseremissionsbarriere, die, realisiert und platziert, wie in Standard EN12622 beschrieben, schützt den Bediener der Pressbremse vor der Gefahr, beim Schließen der Presse bei hoher Geschwindigkeit zwischen dem oberen und unteren Werkzeug zusammengedrückt zu werden. Das Gerät besteht aus einem Sender-TX, was die Laseremission erzeugt, und von einem Empfänger-RX, das es empfängt und die Verarbeitung der empfangenen Signale an das MCS-Modul überträgt..
Das MCS-Modul überwacht und verwaltet sogar andere Maschinensysteme und Komponenten.

- -Laserschutz, Multistrahl-Empfänger
- -Prätektive Bereiche, Vorder-, Mitte und Heck.
- -Das Sicherheitsniveau ist CAT.4 und SIL3
- - Schutzgrad für Detektionsfälle: IP 65
- -Laserklassifikation: Klasse 1 M
- - Antwortzeit: 5 Frau
- -Betriebstemperatur 0°C 50°C
- -Auf dem oberen Balken montiert
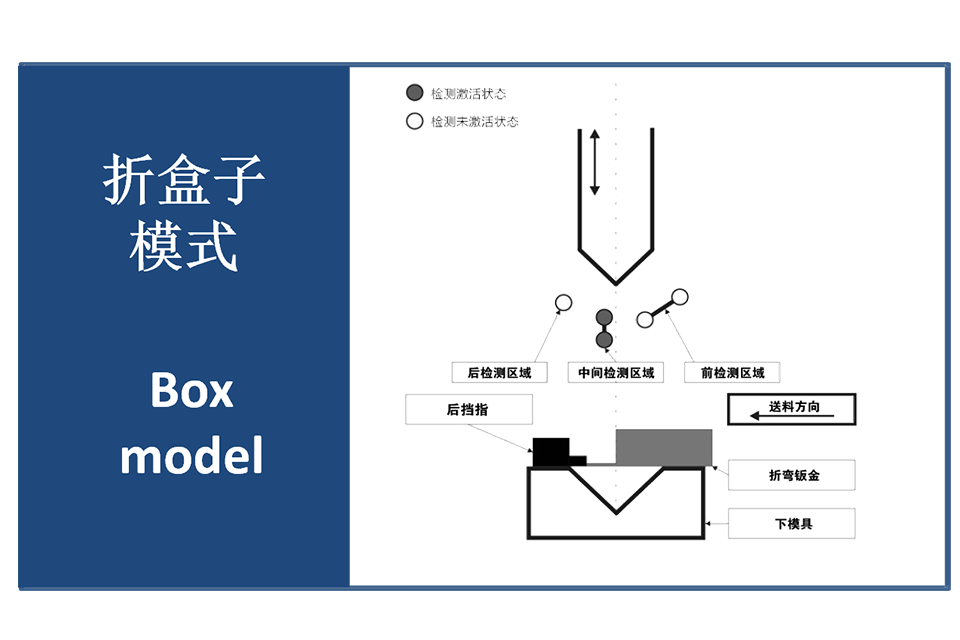
- -Box-Modus-Funktion
- -Überlauf-Distanztest (Automatisch)
- -Hochgeschwindigkeitsregelung
- -Niedriggeschwindigkeitsregelung
- -Automutierung bei niedriger Geschwindigkeit
- -Richtungssteuerung
- -Change Speed Point: 2Mm
- -Bis 2 Pedalsteuerung mit Antipanic
- -Seitenreparatur-Kontrolle
- -Rückenreparaturkontrolle
- -Hinterspur-Antrieb
- -Automatischer Werkzeugblock
- -Notfallkontrolle
- -Ventildirektantrieb
- -Ventilüberwachung
- -CNC-Schnittstelle
- -Hemming-Kontrolle
- -8 Gepulste Sicherheitsausgänge
- -8 Gepulste Sicherheitseingänge
- -24 Sicherheitseingänge
- -8 Sicherheitsausgänge
- (maximaler Strom bis zu 3,2A)
- -12 Allgemeine Eingaben
- -14 Allgemeine Ausgaben
- -3 Spezielle Funktionsausgaben
- -2 Lineare Encoder-Eingänge(Y1/Y2)
- -1 RS232-Kommunikationsschnittstelle
Safety Devices-DSP AP EX+MCS EX

- -Laserschutz (F+C+R)
- - Box-Modus-Funktion
- - Sehr niedriger Dämpfungspunkt (~2 mm)
- - Automatischer Überlauf-Distanztest
- - Hochgeschwindigkeitsregelung
- - Niedriggeschwindigkeitsregelung
- - Automutierung in Sicherheitsbedingungen
- - Richtungssteuerung
- - Bis 2 Pedalsteuerung mit Antipanic
- - Seitenreparatursteuerung
- - Rückenreparaturkontrolle
- - Rückspur-Sicherheitsstopp
- - Keine Steuerung von Spannwerkzeugen
- - Notfallkontrolle
- - N.4 Ventile Direktantrieb (bis zu 3,2A für
- jede Ausgabe)
- - Ventilüberwachung
- - CNC-Schnittstelle
- - Keine Hemming-Kontrolle
- - RS232-Kommunikation
- - Robotermodus
- - NO CE-Zertifizierung
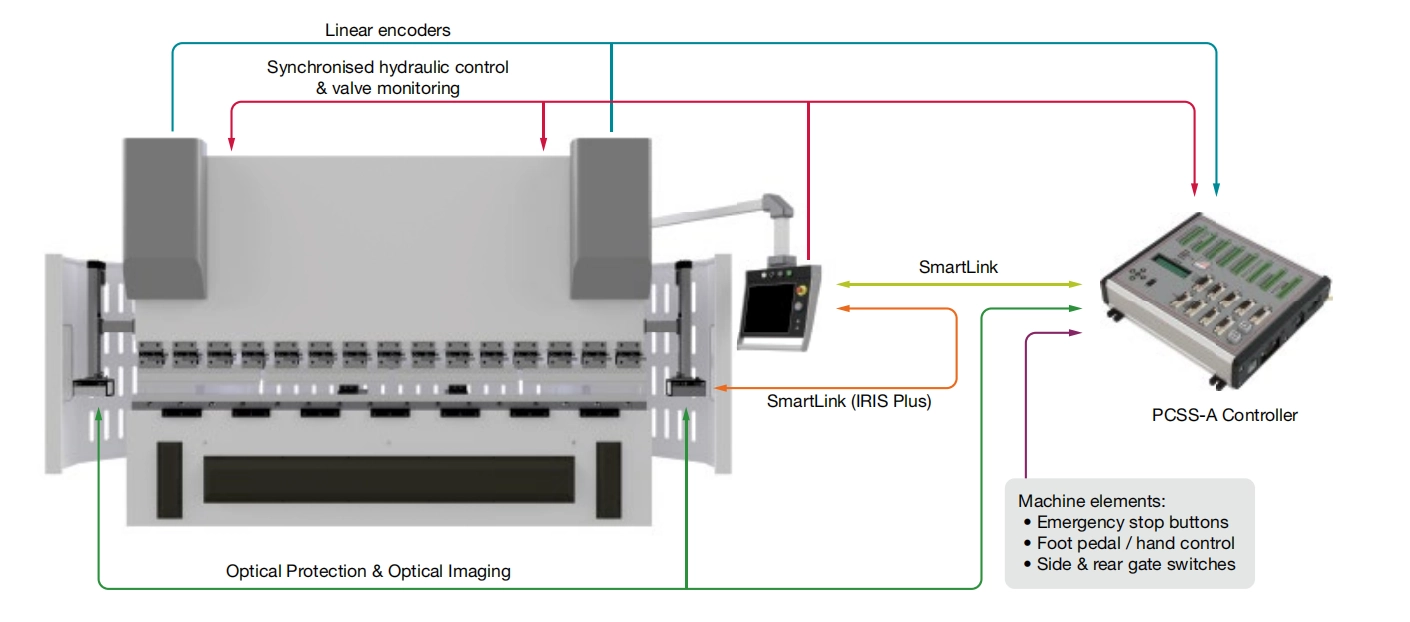
IRIS Laser Safe
- PCSS-A-Standardfunktionen
- Optimiertes Management der Maschinensicherheitselemente, einschließlich Ventilsteuerung,, Ventilüberwachung, Fußpedale, Handsteuerung, Notstopp, Seiten- und Rückklappschalter, Pegelschalter, etc.
- Verwaltung optischer Schutzsysteme, Steuerung, Stummschalten und überwachen.
- Unterstützung für dualen optischen Schutz. Lazer Safe optischer Schutz und Lichtvorhänge von Drittanbietern können auf derselben Maschine installiert werden.
- Verbindung zu Y1 / Y2-Linearencoder für automatische Geschwindigkeits- und Leistungsüberwachung
- Vollständig eingebettete Kommunikationssoftware verbindet sich mit dem CNC-System. Kompatibel mit Delem, Cybelec und ESA. Benutzerdefinierte CNC-Integration wird ebenfalls unterstützt.
- CE-zertifizierte Hardware und Software.
Pressbremse-Design optimiert mit PCSS-A + optischem Schutz& Bildgebung
Dies bietet eine effiziente und kostengünstige Plattform mit weniger Komponenten, Reduzierte Verkabelung, vereinfachte Schnittstelle sowie CE-zertifizierte Hardware und Software zur Minimierung von Entwicklungs- und Bauzeit.
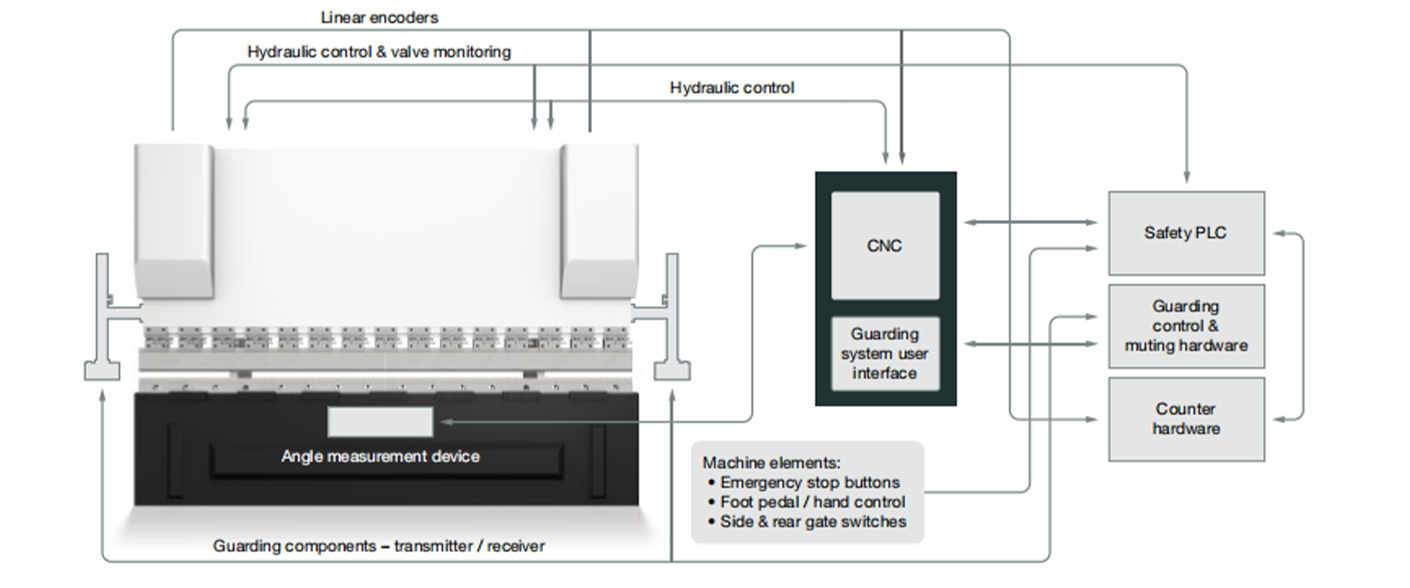
Press Brake wurde mit Drittanbieterkomponenten entwickelt
Traditionelles Pressbremsendesign erhöht die Komplexität und erfordert viele Zusammenarbeitskomponenten von Drittanbietern, was zu Kompatibilitätsproblemen mit Hardware und Software führen kann, fügt zusätzliche Verkabelung hinzu und vergrößert die Kabinettgröße. Der Hersteller muss bei der Verwendung von Drittanbieter-Hardwarekomponenten eine CE-Zertifizierung bei Design und Integration berücksichtigen sowie die Steuerungssoftware entwickeln und zertifizieren. Dieses ineffiziente Design führt zu längeren Fertigungszeiten und höheren Baukosten.
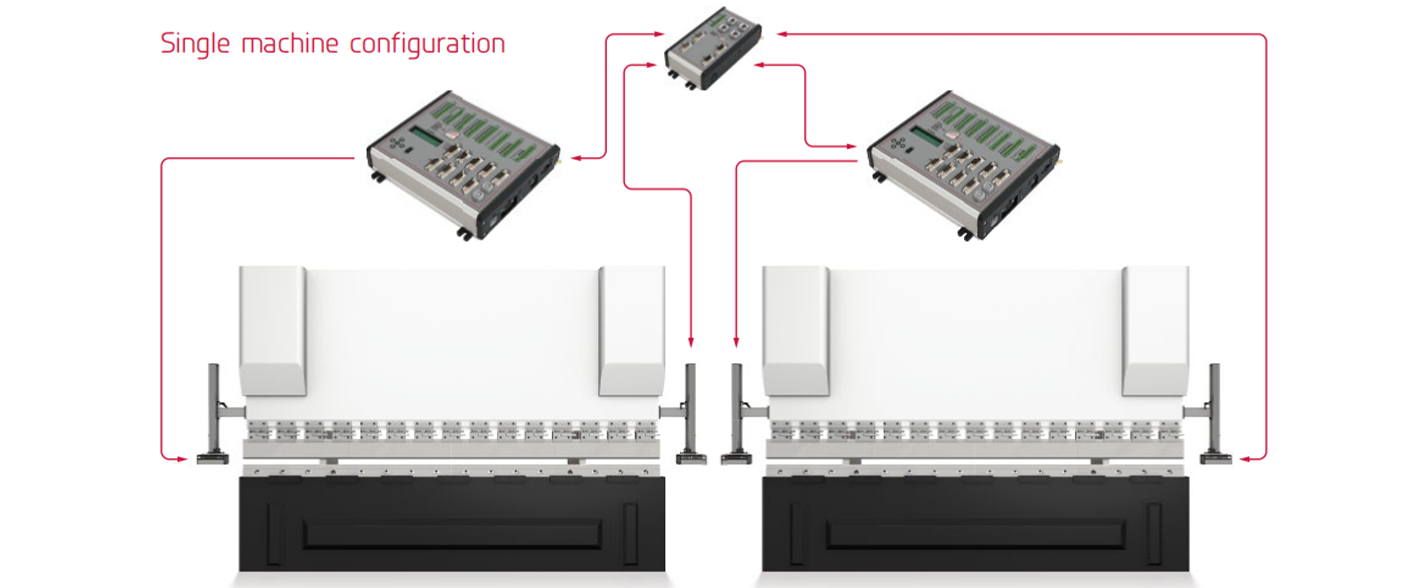
Lösung für Tandempressbremsen
Die PCSS–A Embedded Safety Controller-Reihe erweitert die Möglichkeiten der Maschinensteuerung mit der nächsten Generation von Lösungen für Tandempressen. Die neueste Tandem-Lösung besteht aus einem Tandemadapter, der Sicherheitsfunktionen und Steuerung über beide Maschinen synchronisiert, sowie ein dediziertes optisches System für flexible Sicherung sowohl in Einzel- als auch in Tandemkonfigurationen.
Kabelloses Fußpedal
Die kabellose Fußpedallösung ist die neue Erweiterungsoption für die PCSS–A1- oder PCSS–A2-Plattform, die es einfach macht, drahtlose Funktionen zu integrieren, indem das drahtlose Modul in das bestehende Fußpedal integriert oder ein neues Pedal von Grund auf entworfen wird. Das drahtlose System verwendet einen Tresor, Dual-Channel-SIL 3 Kommunikationsmethode mit zweiseitiger Kommunikation zwischen Pressbremse und Fußpedal und bietet zudem Dynamikumfang und Positionsüberwachung über das
Einsatz von Ultraschallsensoren.
- 1. WRM
- 2. Reset-Knopf
- 3. Aufwärts-Taste
- 4. Ultraschallsensoren
- 5. Sonnenkollektor
- 6. Zeigen
- 7. E-Stop
- 8. Station Active LED
- 9. Batterieladung / Status
- 10. Status der drahtlosen Kommunikation
- 11. WRM-Status
- 12. OEM-definierte WRM-ID

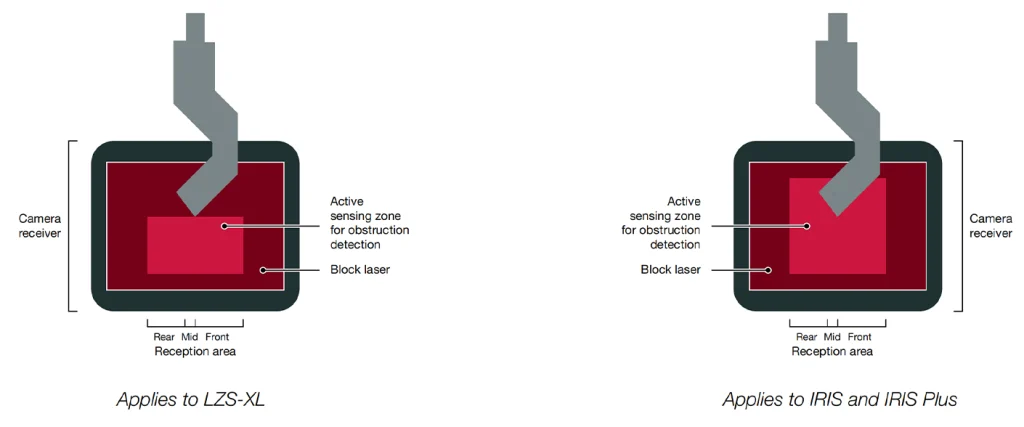
Optischer Schutz
Unsere Premium-Palette optischer Schutzsysteme bietet Pressbremsherstellern die optimale Lösung für überlegenen Bedienerschutz in Kombination mit höchstmöglicher Produktivität und Leistung der Maschine.

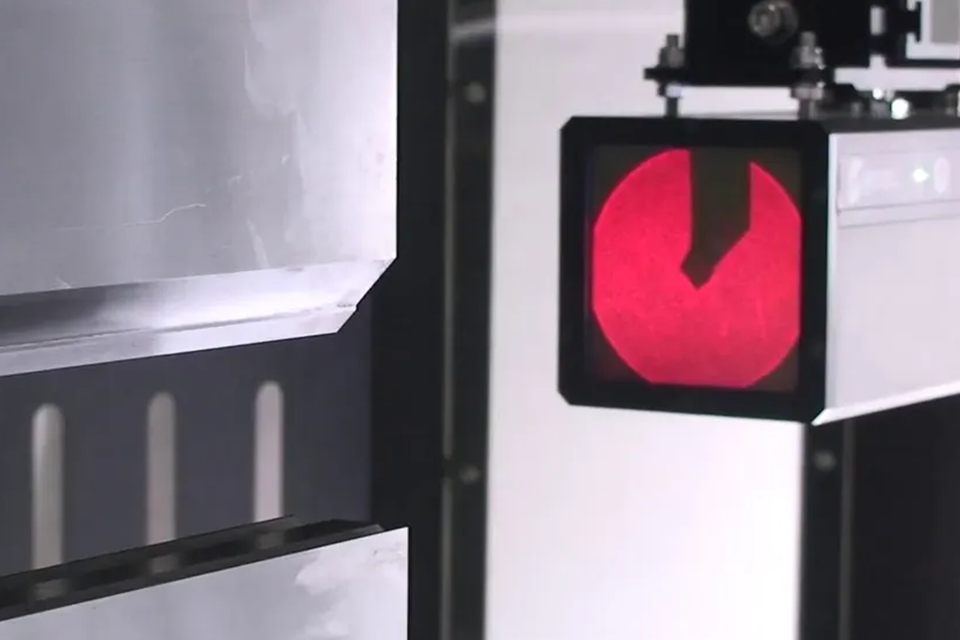
Optische Schutzsysteme bestehen aus einem Lasersender und -empfänger, die am oberen Strahl der Pressebremse montiert sind. Ein kontinuierliches Laserfeld schützt die Zone direkt unter und um die Stanzspitze, sodass der Bediener das Werkstück halten kann, während die Werkzeuge mit hoher Geschwindigkeit schließen. Wenn eine Hindernis festgestellt wird, wird die Maschine automatisch gestoppt.
Dieser Nahbereichsschutz ermöglicht dem Bediener uneingeschränkten Zugang zum Bedienpunkt für eine höhere Produktivität und im Gegensatz zu herkömmlichen Lichtvorhängen, reduziert Ermüdung, indem der Bediener in derselben Position stehen bleibt.
Das Laserfeld wird vom Empfänger verarbeitet und in drei durchgehende Zonen unterteilt, um Hindernisse von vorne zu erkennen, Seiten und Rückseite des Werkzeugbereichs.
Die vordere Zone schützt vor dem Werkzeug, während die mittlere Zone den Bereich direkt hinter der Spitze des Stempels schützt. Die hintere Zone bietet zusätzlichen Schutz für die offenen Lücken, die entstehen, wenn segmentierte Werkzeuge verwendet werden.. Die Schutzzonen sind unabhängig und automatisch abgestumpft, um unterschiedlich geformte Werkstücke anzupassen, sodass Teile sicher mit hoher Geschwindigkeit geformt werden können, um maximale Produktivität zu erreichen.