MSD
- ♦️Protection laser,Faisceau simple
- ♦️Le niveau de sécurité est CAT.4 et SIL3
- ♦️Niveau de protection du cas de détection: IP 65
- ♦️Classification des lasers: classe 1 M
- ♦️Temps de réponse: 5 ms
- ♦️Température de fonctionnement 0°C 50°C
- ♦️Monté sur l’outil inférieur
- ♦️Point de changement de vitesse : 5mm + Espace d’arrêt
- ♦️La distance de protection maximale est de jusqu’à 15 M
- ♦️Les indicateurs LED indiquent différents états
Dispositifs de sécurité - DSP
Le DSP LASER protège l’opérateur du frein à pression contre le risque d’écrasement qui pourrait accidentellement survenir entre la partie mobile de la machine et la partie fixe. L’idée du projet utilisée pour cet appareil est d’équiper la perte mobile du frein à pression avec une zone de protection.
Il s’agit d’un volume de dimensions appropriées et spéciales généré par le LASER DSP et placé sous le sommet supérieur de l’outil à une distance supérieure à celle que la machine doit arrêter. Donc la zone de protection, qui se déplace avec la partie mobile parce qu’elle est intégrée, fait avancer la course de celui-ci vers le pert fixe. Un obstacle (par exemple les doigts d’opérateur) lors de l’entrée dans la zone de protection. Est détecté immédiatement, provoquant par conséquent l’interruption du mouvement de la partie mobile.
- -Protection laser, Récepteur multifaisceau
- -Zones prétentieuses, Devant, Centre et arrière.
- -Le niveau de sécurité est CAT.4 et SIL3
- - Niveau de protection du cas de détection: IP 65
- -Classification des lasers: classe 1 M
- - Temps de réponse: 5 ms
- -Température de fonctionnement 0°C 50°C
- -Monté sur la poutre supérieure
- -Point de changement de vitesse : 5mm + Espace d’arrêt
- -La distance de protection maximale est de jusqu’à 15 M
- -Les indicateurs LED indiquent différents états

DSP AP
Le dispositif de sécurité DSP LASER AP est une barrière d’émission laser visible qui, réalisé et placé comme décrit dans la EN12622 standard, protège l’opérateur du frein à pression contre le risque d’être écrasé entre l’outil supérieur et l’outil inférieur lors de la fermeture de la presse à grande vitesse. L’appareil est constitué d’un émetteur TX, qui génère l’émission laser, et par un récepteur RX, qui le reçoit et transmet le traitement des signaux reçus au module MCS.
Le module MCS surveille et gère même d’autres systèmes et composants machines.

- -Protection laser, Récepteur multifaisceau
- -Zones prétentieuses, Devant, Centre et arrière.
- -Le niveau de sécurité est CAT.4 et SIL3
- - Niveau de protection du cas de détection: IP 65
- -Classification des lasers: classe 1 M
- - Temps de réponse: 5 ms
- -Température de fonctionnement 0°C 50°C
- -Monté sur la poutre supérieure
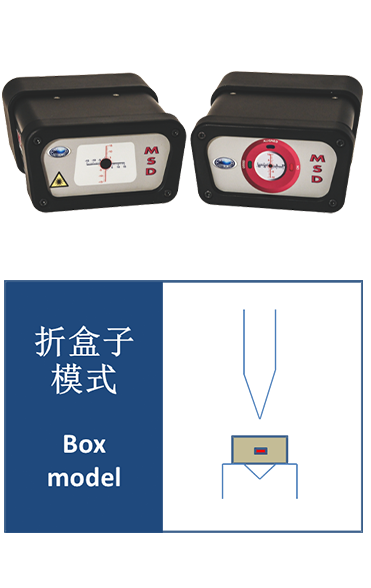
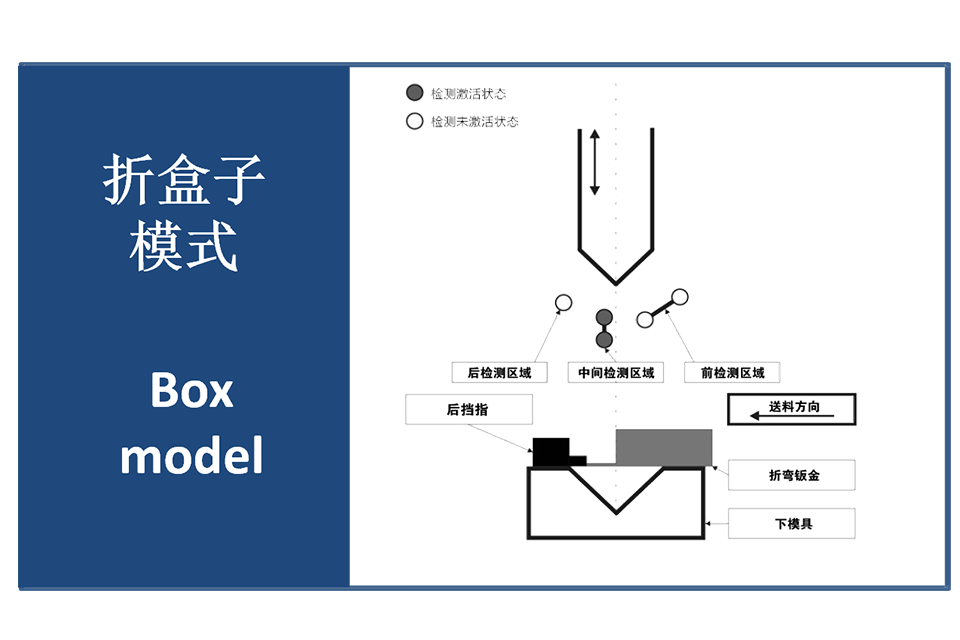
- -Fonction de mode boîte
- -Test de distance de dépassement (Automatique)
- -Contrôle à haute vitesse
- -Contrôle de basse vitesse
- -Automuting à basse vitesse
- -Contrôle de la direction
- -Point de changement de vitesse: 2mm
- -Jusqu’à 2 Contrôle des pédales avec Antipanic
- -Contrôle des réparations latérales
- -Contrôle de la réparation arrière
- -Entraînement à écartement arrière
- -Bloc automatique d’outils
- -Contrôle d’urgence
- -Entraînement direct des soupapes
- -Surveillance des soupapes
- -CNC interface
- -Contrôle de l’ourlet
- -8 Sorties de sécurité pulsées
- -8 Entrées de sécurité pulsées
- -24 Entrées de sécurité
- -8 Résultats de sécurité
- (courant maximal jusqu’à 3,2A)
- -12 Entrées générales
- -14 Sorties générales
- -3 Sorties de fonctions spéciales
- -2 Entrées des encodeurs linéaires(Y1/Y2)
- -1 Interface de communication RS232
Dispositifs de sécurité - DSP AP EX+MCS EX

- -Laser Protection (F+C+R)
- - Fonction de mode boîte
- - Point de sourdine très bas (~2 mm)
- - Test automatique de distance de dépassement
- - Contrôle à haute vitesse
- - Contrôle de basse vitesse
- - Automutage en état de sécurité
- - Contrôle de la direction
- - Jusqu’à 2 Contrôle des pédales avec Antipanic
- - Contrôle de réparation latérale
- - Contrôle de la réparation arrière
- - Arrêt de sécurité à la jauge arrière
- - Aucun contrôle des outils de serrage
- - Contrôle d’urgence
- - Entraînement direct des soupapes N.4 (jusqu’à 3,2A pour
- chaque sortie)
- - Surveillance des soupapes
- - CNC interface
- - Pas de contrôle de l’ourlet
- - RS232 Communication
- - Robot Mode
- - NO CE Certification
Sécurité laser IRIS
- Caractéristiques standard du PCSS-A
- Gestion simplifiée des éléments de sécurité des machines, y compris le contrôle des soupapes, Surveillance des vannes, Pédales, Commandes manuelles, Arrêt d’urgence, Interrupteurs de porte latéral et arrière, Commutateurs de niveau, etc.
- Gestion des systèmes de protection optique, contrôle, Muting et surveillance.
- Support de la double protection optique. La protection optique sécurisée avec laser et des rideaux lumineux tiers peuvent être installés sur la même machine.
- Se connecte à Y1 / Encodeurs linéaires Y2 pour la surveillance automatique de la vitesse et des performances, arrêtant
- Interface logicielle de communication entièrement embarquée avec le système CNC. Compatible avec Delem, Cybelec et ESA. L’intégration CNC personnalisée est également prise en charge.
- Matériel et logiciel certifiés CE.
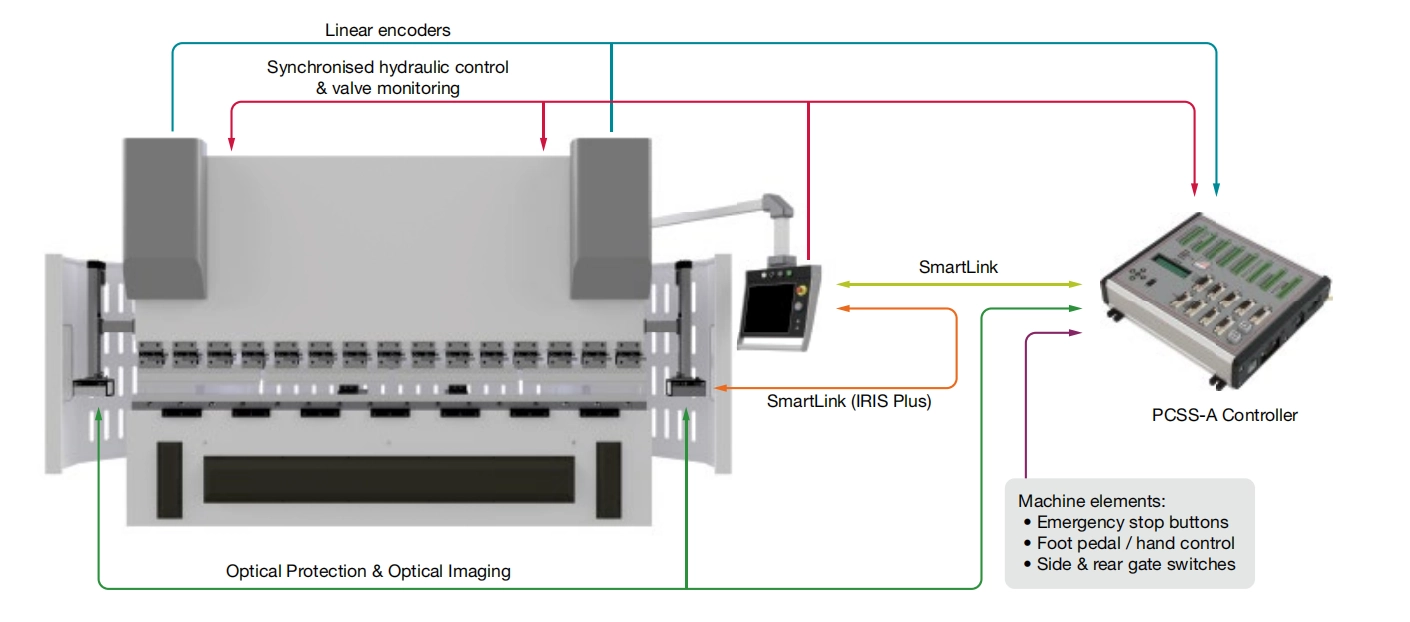
Conception du frein à pression rationalisée avec PCSS-A + Protection optique& Imagerie
Cela offre une plateforme efficace et économique avec moins de composants, Réduction du câblage, interface simplifiée et matériel et logiciel certifiés CE pour minimiser le temps d’ingénierie et de construction.
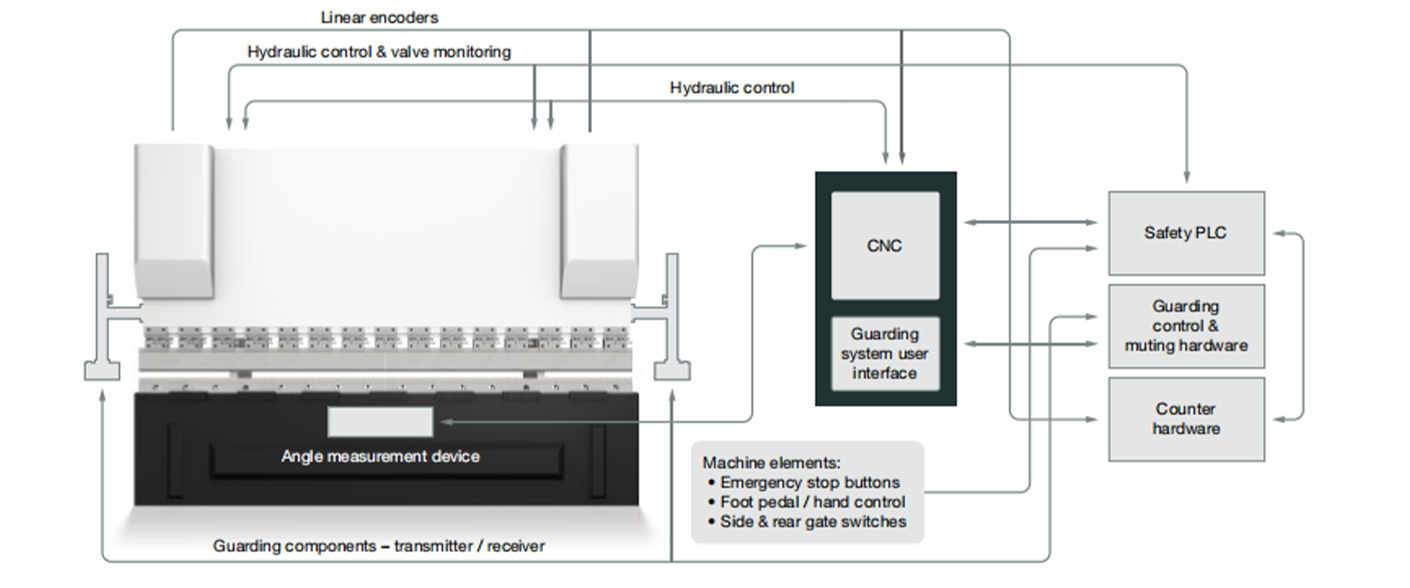
Frein à pression conçu avec des composants tiers
La conception traditionnelle des freins à pression augmente le niveau de complexité et nécessite que de nombreux composants tiers soient fabriqués pour fonctionner ensemble, ce qui entraîne des problèmes de compatibilité matérielle et logicielle, ajoute un câblage supplémentaire et une taille d’armoire plus grande. Le fabricant doit prendre en compte la certification CE en conception et intégration lors de l’utilisation de composants matériels tiers, ainsi que développer et certifier le logiciel de contrôle. Cette conception inefficace entraîne des temps de fabrication plus longs et un coût de fabrication accru.
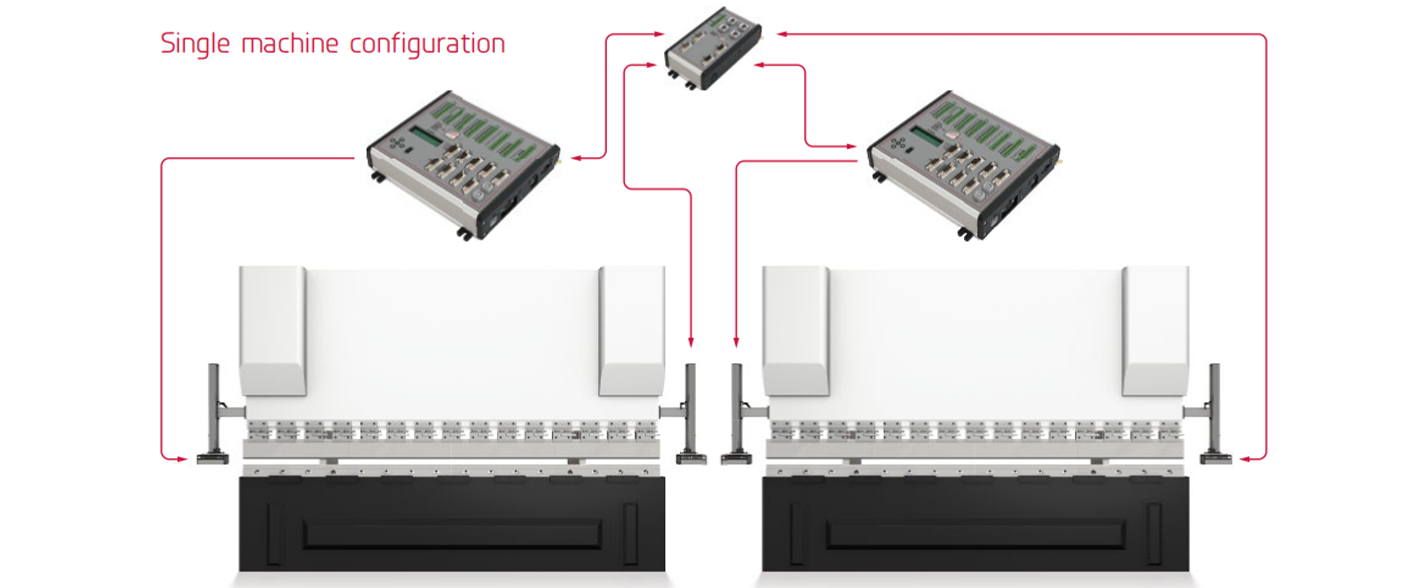
Solution pour les freins à pression en tandem
La gamme de contrôleurs de sécurité embarqués PCSS–A élargit les possibilités de contrôle mécanique avec la solution de nouvelle génération pour les freins à pression en tandem. La dernière solution tandem comprend un adaptateur tandem qui synchronise les fonctions de sécurité et le contrôle entre les deux machines ainsi qu’un système optique dédié pour une protection flexible en configuration simple et tandem.
Pédale de pied sans fil
La solution de pédale sans fil est la nouvelle extension de la plateforme PCSS–A1 ou PCSS–A2, qui facilite l’intégration d’une fonctionnalité sans fil en intégrant le module sans fil à votre pédale existante ou en concevant une nouvelle pédale de A à Z. Le système sans fil utilise un coffre-fort, SIL à double canal 3 méthode de communication avec communication bidirectionnelle entre le frein à pression et la pédale de pied, tout en assurant également la surveillance de la plage dynamique et de la position via le
Utilisation des capteurs ultrasoniques.
- 1. WRM
- 2. Bouton de réinitialisation
- 3. Bouton Haut
- 4. Capteurs à ultrasons
- 5. Panneau solaire
- 6. Montrer
- 7. E-Stop
- 8. Station Active LED
- 9. Charge de batterie / Statut
- 10. Statut des communications sans fil
- 11. Statut WRM
- 12. ID WRM défini par l’OEM

Protection optique
Notre gamme premium de systèmes de protection optique offre aux fabricants de freins à pression la solution optimale pour une protection supérieure des opérateurs combinée au plus haut niveau possible de productivité et de performance de la machine.

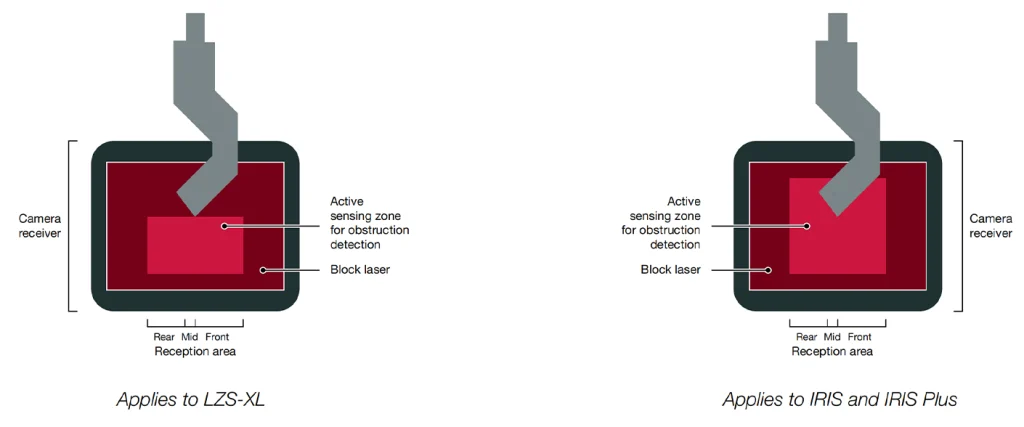
Les systèmes de protection optique comprennent un émetteur laser et un récepteur montés sur le faisceau supérieur du frein à pression. Un champ laser continu protège la zone directement en dessous et autour de la pointe du poinçon, permettant à l’opérateur de tenir la pièce à travailler lorsque les outils se ferment à grande vitesse. Si une obstruction est détectée, la machine est automatiquement arrêtée.
Cette protection de proximité permet à l’opérateur d’accéder librement au point d’opération pour une productivité accrue, contrairement aux rideaux lumineux traditionnels, Réduit la fatigue en permettant à l’opérateur de rester debout dans la même position.
Le champ laser est traité par le récepteur et divisé en trois zones continues pour détecter les obstacles entrant de face, Côtés et arrière de la zone à outils.
La zone avant protège devant l’outil tandis que la zone centrale protège la zone juste derrière la pointe du poinçon. La zone arrière offre une protection supplémentaire pour les espaces ouverts créés lors de l’utilisation d’outillage segmenté. Les zones de protection sont atténuées de manière indépendante et automatique pour s’adapter à différentes formes de pièces, permettant de former les pièces en toute sécurité à grande vitesse pour atteindre une productivité maximale.