













Interferenza di flessione della lamiera: Cause & Soluzioni
L'interferenza di flessione è un problema comune nelle operazioni a più fasi in lamiera. L'interferenza si verifica quando il pezzo da lavoro, Utensili, oppure la macchina collidere durante l'operazione di piegatura. Qui a JS RAGOS, Lavoriamo per definire ed eliminare. Aiutiamo con strumenti su misura, Processo, e soluzioni di progettazione. Questa guida offre una panoramica sulle possibili interferenze e offre soluzioni basate sulle nostre esperienze in loco.
1. Perché BFinale Ila differenza è ITrasporto
La piegatura è l'operazione più importante nella lamiera. Questa operazione si basa sulla deformazione plastica del metallo per creare parti di una geometria e dimensioni specifiche. Rispetto ai processi di saldatura, avvincente, o bullone, Il processo di piegatura presenta i seguenti benefici.
• Maggiore precisione e ripetibilità
• Riduzione delle spese di utensili e manodopera
• Tempo di ciclo più breve
• Miglioramento dell'aspetto eliminando giunzioni e cuciture
Tuttavia, L'uso di geometrie più complesse crea una maggiore probabilità di interferenze di flessione. Senza una pianificazione adeguata del processo, la scelta degli strumenti giusti e la considerazione dell'ordine giusto delle operazioni, Le interferenze di piegatura possono rendere impossibile la fabbricazione di un pezzo. Presso JS RAGOS, Iniziamo ad affrontare le problematiche di interferenza nella fase di progettazione del pezzo per garantire l'efficienza, Produzione senza soluzione di continuità.
2. Cos'è l'interferenza di flessione della lamiera?
L'interferenza di flessione si verifica principalmente su componenti progettati per subire due o più curve. In tali casi, L'interferenza avviene a causa di una collisione fisica tra un bordo piegato di un componente nel processo e il die, Il Punch, il telaio macchina o una caratteristica del componente. I principali fattori che influenzano sono:
• Forma e dimensioni del pezzo
• Stampatura (Punch & il)
• Struttura della macchina (Larghezza del letto, Percorso di ariete, Escursione dell'escartamento posteriore)
• Sequenza di piegatura
Di seguito sono riportati i tre tipi più comuni di interferenza da flessione, illustrato con esempi tipici.
2.1 Interferenza tra bordo piegato e utensili
Questo è il tipo di interferenza più frequente. Durante la rotazione di flessione, il bordo già piegato colpisce il colpo (Die superiore) o il dado (Die inferiore), causando deformazione o arresto del processo.
• Interferenza del die superiore – Il bordo piegato colpisce il punch mentre ruota verso l'alto.
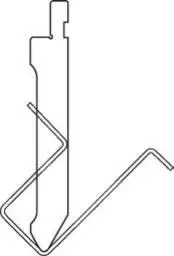
Figura 1: Interferenza superiore dello stampo
• Interferenza del die inferiore – Il pezzo colde con la spalla del die o con l'utensile inferiore.
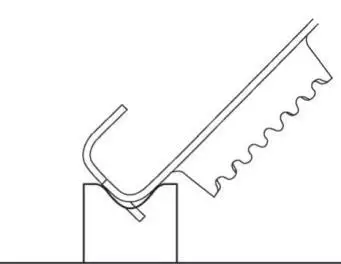
Figura 2: Interferenza a basso die
Esempio: Una flangia alta su una parte a forma di "U" può facilmente colpire il punch. JS RAGOS consiglia di verificare il dislivello degli utensili nelle prime fasi di progettazione.
2.2 Interferenze tra pezzo e macchina
Questo avviene con geometrie chiuse o sovradimensionate, come:
• Curve chiuse a tre lati – Dopo aver piegato due lati paralleli, Le alte pareti verticali colpiscono il dado superiore quando si tenta il terzo lato. Inoltre, Il piano della macchina o il manometro posteriore possono bloccare il posizionamento dei pezzi.
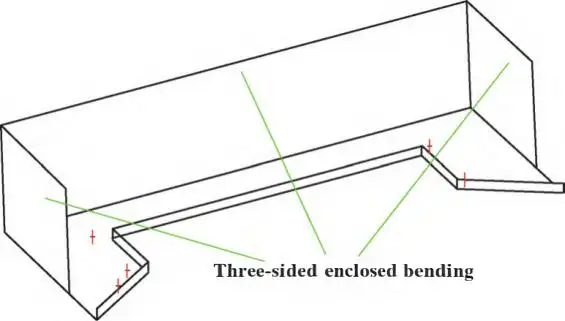
Figura 3: Flessione chiusa a tre lati
• Curve a forma di "Z" – Un semplice offset (Banda Z) spesso fallisce: dopo la prima curva di 90°, la gamba lunga punta verso il basso e colpisce il tavolo delle macchine durante la seconda curva.
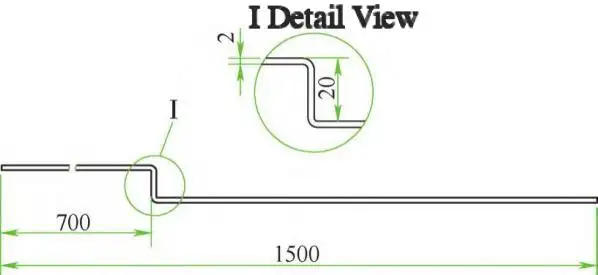
Figura 4: Curvatura a forma di Z
✨ Intuizione su JS RAGOS: Molte parti cosiddette "non piegabili" possono essere salvate regolando l'ordine di piegatura o utilizzando utensili speciali — vedi Sezione 3.
2.3 Interferenza con altre caratteristiche della parte
In parti con requisiti di assemblaggio molto stretti, Le tolleranze accumulate e il ritorno a balla possono causare scontri tra i bordi o la corsa degli angoli.
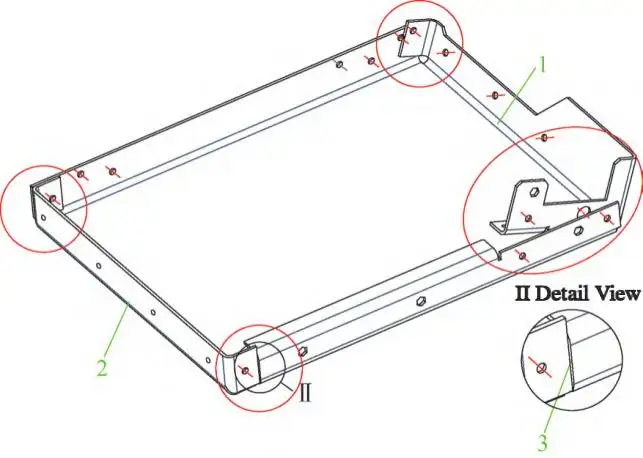
Figura 5: Flessione con una struttura di assemblaggio
Esempio: Una parte a scatola con flange interne di accoppiamento. Se la tolleranza di larghezza è troppo negativa (Sovrapiegato), le flange laterali si scontrano tra loro. Senza un vero spazio in certe posizioni, L'angolo di curvatura non può raggiungere i 90°.
Questi casi richiedono un approccio olistico: Analisi delle tolleranze, Compensazione di ritorno a primavera, e pianificazione delle sequenze.
3. Soluzioni pratiche all'interferenza di flessione della lamiera
Basato su decenni di esperienza nel settore manifatturiero, JS RAGOS applica le seguenti strategie — spesso in combinazione — per risolvere efficacemente i problemi di interferenza.
3.1 Ottimizza la selezione degli strumenti & Modifica le forme
La scelta degli attrezzi è la prima linea di difesa.
• Agganciati / Punch a collo d'oca – La soluzione più comune per le parti a forma di "U". Il suo design incassato offre spazio per flange alte. JS RAGOS offre una gamma di punzoni a collo d'oca e può consigliare la misura giusta in base all'altezza della flangia e alla larghezza del fondo.
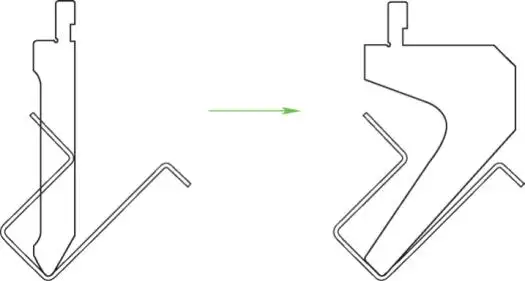
Figura 6 Piega il Gancio Die
• Stampo standard modificato – Notch, Mulino, oppure forare fori di spazio nel punch o nel die dove si verifica l'interferenza. Tuttavia, Verifica sempre che il corpo residuo dell'utensile abbia sufficiente resistenza per evitare usura prematura o deviazione.

Figura 7: Stampo modificato
Quando anche un pugno a collo d'oca non riesce a superare la parte, JS RAGOS consiglia una piegatura a linea di puntatura o a scanalatura a V (chiamato anche "routing before bending").
Punteggio / V-Metodo a scanalatura:
• Premere una rientranza superficiale (oppure fresare una scanalatura a V, profondità ≈ 80% di spessore del foglio) lungo la linea della curva.
• La scanalatura consente una pre-piegatura parziale (e.g., a 135° invece di 90°), evitare collisioni con utensili nei passaggi successivi.
• Finalmente, appiattisi a 90°.
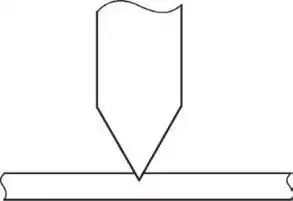
Figura 8: Processo di pressatura a filo

un) Scanalatura e pre-piegatura b) Groove, flessione, e correzione
Figura 9: Scanalatura e piegatura
Attenzione: Le scanalature profonde possono ridurre la resistenza o causare crepe — valuta per applicazione. JS RAGOS può eseguire test di fattibilità per il tuo materiale e lo spessore specifici.
3.2 Progetta una sequenza di piegatura intelligente
Una sequenza intelligente spesso elimina la necessità di strumenti complessi.
Per la Z-Esempio di piegatura:
Invece di piegare entrambe le gambe direttamente a 90°:
• Pre-piegare la prima tratta a circa 135°.
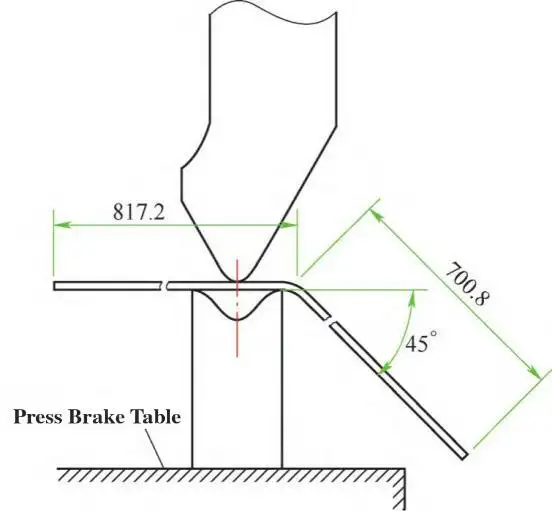
Figura 10: Schema del pre-bending
• Piegare completamente la seconda tappa a 90°.
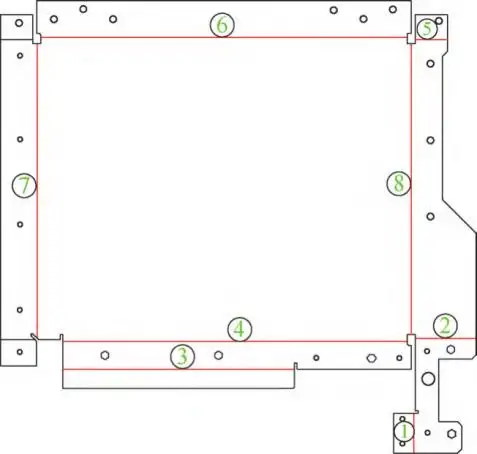
Figura 11: Sequenza di piegatura
• Ritorno alla prima tappa e concluderla a 90°.
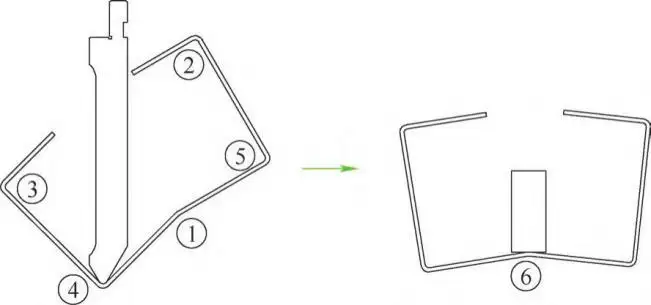
Figura 12: Processo di pre-piegatura
Per complesso, Multi-Parti di piega:
• Usare il ragionamento a ordine inverso – determinare prima l'ultima curva, Poi lavora a ritroso. Questo garantisce che le flange critiche (quali sono i più difficili da raggiungere) sono piegati per ultimi, evitare interferenze con il punzone.
Pre-il piegamento come operazione sacrificale:
Aggiungere una curva inversa temporanea (angolo piccolo) dove è prevista l'interferenza. Dopo aver completato le curve principali, La curva temporanea viene corretta o rimossa.
JS RAGOS aiuta i clienti a simulare sequenze di piegatura usando CAD/CAM e conoscenze testate sul campo — risparmiando settimane di tentativi ed errori.
3.3 Scegli l'attrezzatura per la piegatura giusta
Non tutti i freni a pressione sono uguali. Due tipi principali:
• Formazione verso l'alto (Ariete inferiore) presse – Adatte a fogli sottili; il pugno si muove verso l'alto dal basso.
• Downforming (Top-ram) preme – Il colpo si muove verso il basso; Meglio per piastre spesse e pezzi di grandi dimensioni.
Parametri principali della macchina che influenzano l'interferenza:
• Altezza aperta & corsa – Spazio insufficiente per prolungare lo spazio su flange alte.
• Larghezza del letto – I letti larghi possono bloccare le parti che si estendono sotto il die.
• Intervallo di corsa del manometro posteriore & disposizione – Può entrare in conflitto con parti lunghe o asimmetriche.
JS RAGOS utilizza una gamma di moderni freni a pressa CNC (inclusi modelli con software avanzato per evitare interferenze) e può consigliare sulla scelta delle macchine per la tua specifica famiglia di componenti.
3.4 Design Personalizzato / Non-Utensili Standard
Per geometrie altamente complesse, Gli utensili già pronti a fare non saranno sufficienti. JS RAGOS progetta e produce strumenti dedicati alla piegatura non standard, comprendente:
• Matrici a forma monopezzo (e.g., Pugni a gradini, Moduli su misura per raggio)
• Assemblaggi modulari (Utensili mobili multicomponente che "si espandono" o "collassano" durante la corsa)
Gli utensili personalizzati richiedono un'attenta analisi della geometria dei pezzi, Materiale, Dimensione del lotto, e costo. JS RAGOS fornisce un servizio end-to-end: Studio di fattibilità → progettazione 3D → produzione → prova interna.
3.5 Migliorare il design dei componenti per la flessibilità
A volte la soluzione migliore è modificare il design del prodotto senza comprometterne la funzione o le dimensioni.
Caso reale da JS RAGOS (Coperchio lampada della locomotiva):
Il progetto originale prevedeva due flange ad angolo acuto e una giuntura di saldatura separata. Dopo l'analisi, Abbiamo scambiato la giuntura di saldatura e una flangia:
• La flangia precedentemente acuta divenne una piega dritta (Facile da formare).
• La flangia originale divenne una giuntura di saldatura (abbreviato da 45%).
Risultati:
• Nessuna interferenza di flessione.
• Riduzione del 55% della lunghezza della saldatura → costo inferiore, Maggiore debito.
• Nessun supporto speciale.
JS RAGOS offre DFM (Progettazione per la Manifatturabilità) revisioni nella fase iniziale di prototipazione per cogliere tali opportunità.
4. Sommario & Perché scegliere JS RAGOS
L'interferenza nella flessione della lamiera è inevitabile man mano che i componenti diventano più complessi, ma non è mai irrisolvibile. La chiave è combinare:
• Scelta corretta degli utensili (Standard, Modificati, o personalizzato)
• Una sequenza di piegatura ben pianificata (Pre-curve, Logica inversa)
• Consapevolezza delle limitazioni delle macchine (e scegliere l'attrezzatura giusta)
• Ottimizzazione del design (Cambiamenti nelle caratteristiche che causano auto-interferenza)
Come produttore dedicato, JS RAGOS non si limita a scrivere di soluzioni — le applichiamo quotidianamente sul nostro laboratorio. Che tu abbia bisogno di pugni al collo d'oca, Flessione a scanalatura a V, Simulazione di processo, o utensili completamente personalizzati, Offriamo servizi pratici, Risposte economiche all'interferenza di piegamento della lamiera.
Contatta JS RAGOS per un'analisi DFM gratuita delle tue parti di piegatura più impegnative. Facciamo più intelligenti, Non più difficile.

